
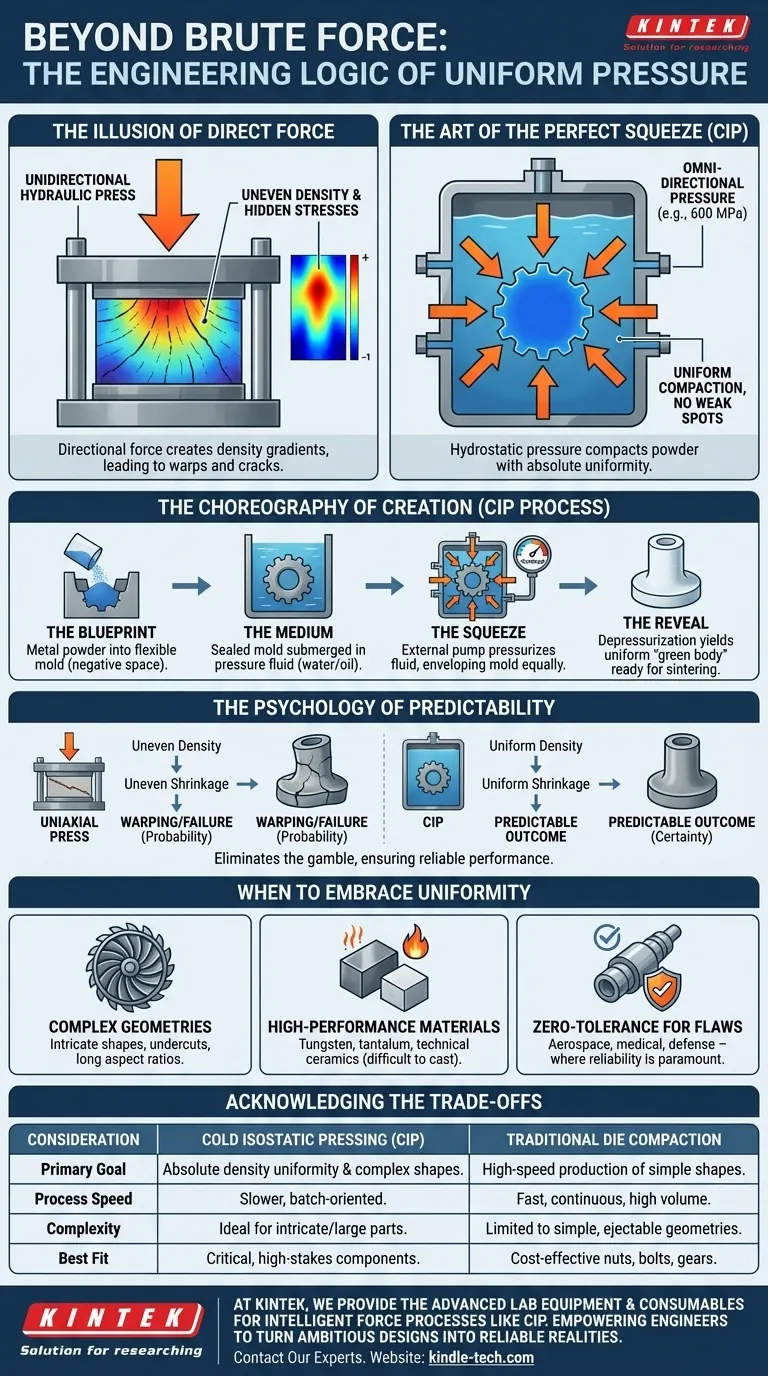
L'illusion de la force directe
Notre intuition sur la façon de façonner les choses est ancienne et simple : appliquer une force, créer une forme. Le marteau d'un forgeron, une presse hydraulique, ils dépendent tous d'une force directe et directionnelle. Cela fonctionne parfaitement pour les formes simples.
Mais lorsque la géométrie devient complexe ou que le matériau est impitoyable, cette intuition échoue. La pression directe crée des champs de bataille invisibles à l'intérieur du matériau. La densité devient un paysage de pics et de vallées, une carte de contraintes cachées attendant de se transformer en fissures ou en déformations sous charge.
Le problème n'est pas la pression ; c'est l'*application*. La véritable maîtrise de la forme exige un type de réflexion différent. Elle exige une pression sans direction.
Pressage Isostatique à Froid : L'art du pressage parfait
Le pressage isostatique à froid (CIP) est la réponse d'ingénierie à ce défi. C'est un procédé de métallurgie des poudres qui repose sur un principe profondément élégant : si vous appliquez une pression immense de manière égale de toutes les directions, le matériau n'a d'autre choix que de se compacter uniformément.
Il n'y a pas de points faibles, car il n'y a pas de "direction" de force.
La chorégraphie de la création
Le procédé est un ballet méthodique de physique et de science des matériaux.
- Le plan : Une poudre métallique haute performance est versée dans un moule flexible en élastomère. Ce moule est l'espace négatif de la pièce finale, un conteneur précis et flexible pour un futur composant.
- Le milieu : Le moule scellé est immergé dans une chambre de fluide, généralement de l'eau ou de l'huile. Ce fluide est la clé ; c'est le milieu qui transmettra la pression parfaitement et uniformément à chaque point de la surface du moule.
- Le pressage : Une pompe externe met le fluide sous pression, parfois à des niveaux étonnants de plus de 600 MPa (près de 90 000 psi). La pression hydrostatique enveloppe le moule, compactant la poudre à l'intérieur avec une uniformité absolue.
- La révélation : Après dépressurisation, un "corps vert" émerge. Il a la consistance de la craie, assez solide pour être manipulé mais attendant sa transformation finale.
Ce corps vert est la promesse parfaite et uniformément dense du composant final. Il doit ensuite être fritté, chauffé pour lier les particules, afin d'atteindre sa résistance ultime.
La psychologie de la prévisibilité
Pourquoi cette uniformité est-elle si critique ? Parce qu'elle répond à un besoin humain fondamental en ingénierie : le désir d'éliminer l'incertitude.
Un composant fabriqué avec une presse uniaxiale présente des gradients de densité. Cela signifie que lorsqu'il est chauffé pendant le frittage, il se contracte de manière inégale. La pièce peut se déformer, se fissurer ou ne pas respecter les tolérances. Le résultat est une probabilité, pas une certitude.
Le CIP élimine ce risque.
En partant d'un corps vert d'une densité parfaitement uniforme, le retrait pendant le frittage devient uniforme et prévisible. La pièce finale se comporte exactement comme les modèles le prédisent. Ce n'est pas seulement un avantage de fabrication ; c'est un avantage stratégique qui réduit les déchets, améliore la fiabilité et renforce la confiance dans les performances du produit final.
Quand adopter l'uniformité
L'élégance du CIP en fait le choix supérieur pour des applications spécifiques et exigeantes.
- Géométries complexes : Pour les pièces aux formes complexes, avec des contre-dépouilles ou de longs rapports d'aspect (comme des tiges minces), le CIP est souvent le seul moyen d'obtenir une densité constante partout.
- Matériaux haute performance : Il est essentiel pour former des matériaux aux points de fusion exceptionnellement élevés, tels que le tungstène, le tantale et les céramiques techniques. Les faire fondre et les couler est peu pratique ; le CIP leur permet d'être façonnés à température ambiante.
- Tolérance zéro aux défauts : Dans les applications aérospatiales, médicales et de défense, un seul défaut interne peut être catastrophique. La structure uniforme créée par le CIP minimise ces risques internes.
Reconnaître les compromis
Le CIP est une philosophie de précision, pas de vitesse. Ce n'est pas la solution à tous les problèmes.
| Considération | Pressage Isostatique à Froid (CIP) | Compactage traditionnel par matrice |
|---|---|---|
| Objectif principal | Uniformité absolue de la densité et capacité de formes complexes. | Production à haute vitesse de formes simples. |
| Vitesse du procédé | Procédé plus lent, orienté par lots. | Procédé continu et rapide adapté aux grands volumes. |
| Complexité | Idéal pour les pièces complexes, les contre-dépouilles et les grands composants. | Limité aux géométries plus simples qui peuvent être facilement éjectées. |
| Post-traitement | Le frittage est obligatoire pour obtenir la résistance finale de la pièce. | Le frittage est également requis. |
| Meilleur choix | Composants critiques haute performance où la fiabilité est primordiale. | Production rentable d'écrous, de boulons et d'engrenages. |
Le choix ne consiste pas à déterminer quel procédé est "meilleur", mais lequel correspond le mieux au résultat le plus critique du projet. Pour les pièces simples et à grand volume, la force brute du compactage par matrice est efficace. Pour les composants complexes et à enjeux élevés, la force intelligente du CIP est essentielle.
Comprendre cette distinction est la clé d'une fabrication réussie. Chez KINTEK, nous fournissons l'équipement de laboratoire avancé et les consommables qui permettent aux ingénieurs d'exploiter des procédés tels que le pressage isostatique à froid. Nous pensons qu'avoir les bons outils est la première étape pour transformer des conceptions ambitieuses en réalités fiables.
Si vous êtes confronté au défi de produire des composants complexes à partir de matériaux avancés, explorons comment le bon équipement peut vous apporter le contrôle et la prévisibilité dont vous avez besoin. Contactez nos experts
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
Articles associés
- Pressage isostatique à froid pour les applications médicales Défis et solutions
- Au-delà de la matrice : L'avantage invisible du pressage isostatique à froid
- Principe et procédé de pressage isostatique à froid
- Sélection d'un équipement de pressage isostatique pour le moulage à haute densité
- Aspects techniques du pressage isostatique à froid












