
L'ennemi invisible en science des matériaux
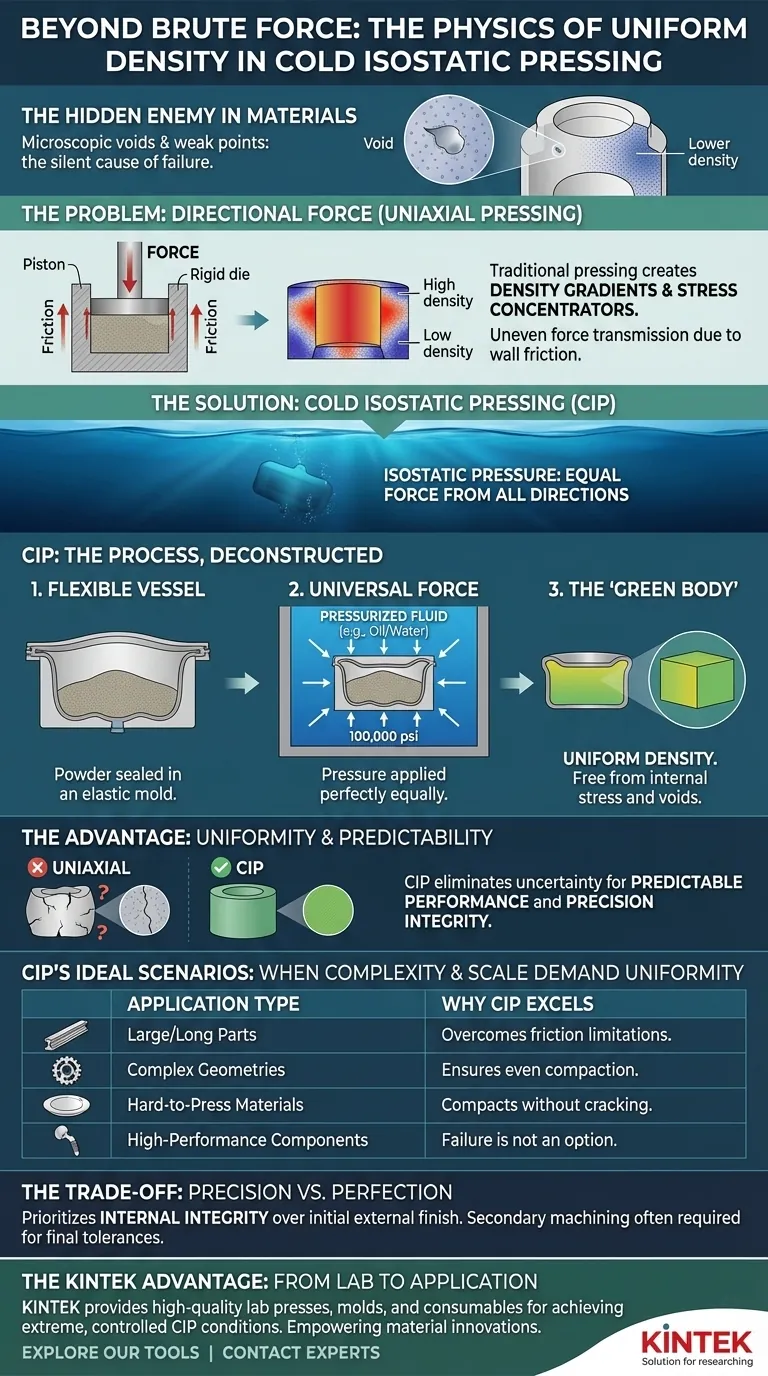
Imaginez un composant critique : un roulement en céramique dans un réacteur d'avion ou un implant médical conçu pour des décennies d'utilisation. Lorsqu'il échoue, la cause est rarement un défaut visible et spectaculaire. Le plus souvent, la défaillance commence silencieusement, à cause d'un ennemi caché au plus profond du matériau : un vide microscopique, une zone de densité légèrement inférieure, un point faible né lors de sa création.
Cette incohérence interne est l'anxiété silencieuse de l'ingénierie des matériaux. Bien qu'une pièce puisse sembler parfaite de l'extérieur, ses performances sont ultimement dictées par sa structure interne. Et pendant des décennies, les méthodes mêmes utilisées pour former des pièces à partir de poudres ont créé ces vulnérabilités cachées.
Le problème de la force directionnelle
La compaction traditionnelle des poudres, connue sous le nom de pressage uniaxial, est un acte de force brute. Un piston pousse la poudre dans une matrice rigide, un peu comme on bourre une valise en appuyant par le haut.
La logique semble simple, mais la physique est défectueuse. Lorsque la pression est appliquée, le frottement survient entre la poudre et les parois rigides de la matrice. Ce frottement résiste à la force descendante, l'empêchant d'être transmise uniformément dans tout le matériau. Le résultat est un composant avec des régions denses directement sous le piston et des régions moins denses et plus faibles dans les coins et le fond.
Ces gradients de densité ne sont pas de simples imperfections ; ce sont des concentrateurs de contraintes, les points de départ de défaillances catastrophiques sous charge.
La pression isostatique : une solution plus élégante
Le pressage isostatique à froid (CIP) offre une approche fondamentalement plus élégante. Au lieu d'une poussée forcée dans une seule direction, il soumet le matériau à une pression immense de toutes les directions simultanément.
Pensez à un objet submergé sous la pression écrasante des profondeurs de l'océan. La force est appliquée à chaque point de sa surface de manière égale. Le CIP reproduit ce phénomène dans un environnement contrôlé.
Le processus, déconstruit
La mécanique du CIP est d'une beauté simple.
-
Le récipient flexible : La poudre brute, qu'il s'agisse de céramique, de métal ou d'un composite, est d'abord scellée dans un moule flexible et élastique. Ce moule agit comme une barrière entre le matériau et le milieu de pression, épousant parfaitement la forme initiale de la poudre.
-
La force universelle : Le moule scellé est placé dans une chambre de pression remplie d'un liquide, généralement de l'huile ou de l'eau. Une pompe pressurise ensuite ce liquide, parfois à plus de 100 000 psi. Comme la pression est transmise par un fluide, elle est parfaitement isostatique : elle pousse sur le moule flexible avec une force égale de toutes les directions.
-
Le résultat : le "corps vert" : La pression uniforme effondre le moule, compactant les particules de poudre à l'intérieur. Les particules sont forcées ensemble si étroitement qu'elles s'emboîtent mécaniquement, formant un composant solide et manipulable appelé "corps vert". Ce corps présente une uniformité de densité exceptionnelle, exempt de contraintes internes et de vides créés par la force directionnelle.
L'avantage psychologique : la prévisibilité
Le véritable avantage de la densité uniforme n'est pas seulement la résistance ; c'est la prévisibilité. Lorsqu'un ingénieur conçoit un composant, il s'appuie sur des modèles qui supposent que le matériau est cohérent. Les gradients de densité du pressage uniaxial violent cette hypothèse.
Le CIP élimine cette incertitude. Une pièce formée isostatiquement se comporte exactement comme le prédisent les sciences des matériaux car sa structure interne est uniforme. Cela procure un profond sentiment de confiance, sachant que les performances du composant ne seront pas compromises par un défaut caché. Cela transforme la fabrication d'un processus d'approximation en un processus d'intégrité de précision.
Choisir le bon outil : les scénarios idéaux du CIP
Le CIP ne remplace pas toutes les méthodes de pressage, mais constitue un outil spécialisé pour les situations où la qualité interne est non négociable. Son choix est un choix stratégique basé sur les priorités.
Lorsque la complexité et l'échelle exigent l'uniformité
Le CIP est le choix évident pour les applications difficiles ou impossibles pour les presses conventionnelles :
| Type d'application | Pourquoi le CIP excelle |
|---|---|
| Pièces grandes ou longues | La pression uniforme surmonte les limitations de friction qui affectent le pressage de grandes matrices. |
| Géométries complexes | Le moule flexible assure une compaction uniforme autour des formes complexes et des coins vifs. |
| Matériaux difficiles à presser | Les céramiques, les métaux réfractaires et les aciers à outils se compactent uniformément sans se fissurer. |
| Composants haute performance | Pour les outils médicaux, aérospatiaux ou industriels où la défaillance n'est pas une option. |
Le compromis : précision vs perfection
Le principal compromis du CIP réside dans la précision dimensionnelle initiale. Comme le moule est flexible, le corps vert résultant n'a pas la finition nette et proche de la forme finale d'une pièce issue d'une matrice rigide. Il nécessite souvent un usinage secondaire pour respecter les tolérances finales.
Cependant, il s'agit d'une décision consciente : privilégier l'intégrité interne parfaite sur la précision externe initiale. On peut toujours usiner une surface à la perfection, mais on ne peut jamais revenir en arrière pour réparer un vide caché au plus profond du matériau.
Du laboratoire à l'application : l'avantage KINTEK
Exploiter la puissance de la pression isostatique pour créer des matériaux de nouvelle génération nécessite plus que de la théorie. Le parcours d'une formulation de poudre nouvelle à un composant fiable et performant commence en laboratoire, et exige un équipement capable de créer ces conditions extrêmes et contrôlées.
Atteindre des pressions élevées et assurer la sécurité et la répétabilité du processus CIP repose sur des équipements de laboratoire spécialisés. KINTEK fournit les presses, les moules et les consommables de haute qualité qui permettent aux chercheurs et aux ingénieurs de dépasser les limites des méthodes traditionnelles. Nous fournissons les outils pour transformer la physique élégante du pressage isostatique en innovations matérielles tangibles.
Pour la R&D axée sur la création de matériaux d'une cohérence interne inégalée, l'équipement adéquat est primordial. Pour explorer les outils qui rendent possibles des processus tels que le pressage isostatique à froid, Contactez nos experts.
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
Articles associés
- Au-delà de la matrice : L'avantage invisible du pressage isostatique à froid
- Principe et procédé de pressage isostatique à froid
- Pressage isostatique à froid pour les applications médicales Défis et solutions
- Comprendre le pressage isostatique à froid de la céramique de zircone
- Sélection d'un équipement de pressage isostatique pour le moulage à haute densité












