
L'angoisse du défaut invisible
Imaginez concevoir un composant critique : un roulement en céramique pour un réacteur d'avion ou un implant médical. Le matériau est avancé, la forme est complexe et les exigences de performance sont absolues. Vos calculs sont parfaits, la poudre est pure, mais une angoisse lancinante demeure.
Le problème n'est pas la conception ; c'est le fantôme dans la machine. Un défaut caché, une cavité microscopique, un gradient de densité invisible enfoui au plus profond de la pièce. C'est le défi fondamental de la métallurgie des poudres. Vous ne pouvez pas voir le point le plus faible, mais vous savez qu'il est là, le produit du processus même utilisé pour créer le composant.
Ce n'est pas seulement un problème de science des matériaux ; c'est un problème psychologique. Il s'agit de confiance. Comment pouvez-vous faire confiance à une pièce lorsque vous savez que sa structure interne est intrinsèquement incohérente ?
La physique de la force brute
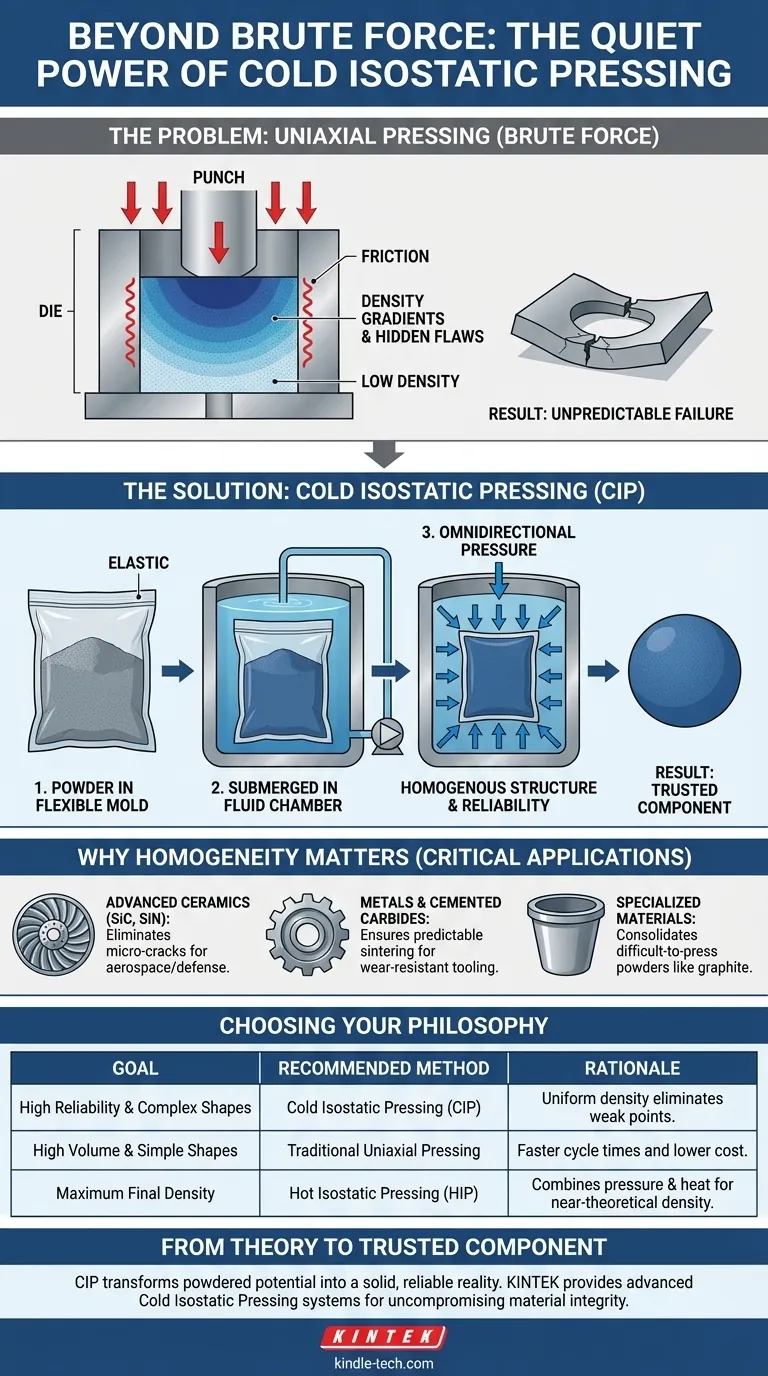
Pendant des décennies, la réponse standard a été le pressage uniaxial. La logique est simple : remplir une matrice avec de la poudre et la comprimer avec un poinçon puissant dans une seule direction. C'est rapide, efficace et rentable.
Mais cela a un défaut fatal : le frottement.
Lorsque le poinçon descend, les particules de poudre frottent contre les parois rigides de la matrice. Ce frottement résiste à la force de compactage, provoquant la dissipation de la pression. La poudre directement sous le poinçon devient densément compactée, tandis que la poudre en bas et sur les côtés reste plus lâche.
Le résultat est une pièce avec des gradients de densité intégrés. Ce ne sont pas seulement des variations mineures ; ce sont des lignes de faille — des faiblesses latentes qui provoquent des déformations pendant le frittage, un retrait imprévisible et une défaillance catastrophique sous contrainte.
Une solution plus élégante : la pression de partout
Le pressage isostatique à froid (CIP) offre une philosophie fondamentalement différente. Au lieu d'appliquer une force écrasante dans une seule direction, il applique une pression uniforme dans toutes les directions simultanément.
Le processus est d'une simplicité trompeuse :
- La poudre est placée dans un moule souple et scellé.
- Ce moule est immergé dans une chambre de fluide à haute pression.
- Le fluide est pressurisé, transmettant cette force de manière égale à chaque point de la surface du moule.
Pensez à presser une boule d'argile dans votre poing par rapport à la presser sur une table. Le poing la compacte uniformément en une sphère ; la table laisse un côté plat et non comprimé. La pression omnidirectionnelle du CIP élimine le frottement contre les parois de la matrice, effaçant la cause profonde des gradients de densité.
Le résultat est une pièce "verte" homogène. Sa structure interne est cohérente, prévisible et exempte des contraintes cachées qui affligent les composants pressés de manière uniaxiale. C'est un matériau plus *honnête*.
Là où l'homogénéité n'est pas un luxe
Cette uniformité n'est pas une préoccupation académique. Dans les applications de haute performance, c'est le fondement de la fiabilité. Le CIP est indispensable pour la fabrication de composants où les défauts internes ne sont pas une option.
- Céramiques avancées (SiC, SiN) : Pour l'aérospatiale, la défense et l'isolation électrique, où une seule micro-fissure peut entraîner une défaillance complète du système, la densité uniforme du CIP est essentielle.
- Métaux et carbures cémentés : Pour les outils de grande taille résistants à l'usure et les métaux à point de fusion élevé, le CIP crée des préformes qui se fritent de manière prévisible sans déformation, garantissant que la pièce finale répond à des spécifications exactes.
- Matériaux spécialisés : De la consolidation du graphite pour les fours industriels à la formation de polymères spécialisés, le CIP offre une voie pour créer des formes solides à partir de poudres difficiles à presser.
Choisir sa philosophie, pas seulement son outil
Le choix entre les méthodes de pressage est un choix de philosophie de fabrication. Il repose sur une question : quel est votre objectif principal ?
| Objectif | Méthode recommandée | Raison |
|---|---|---|
| Haute fiabilité et formes complexes | Pressage isostatique à froid (CIP) | La densité uniforme élimine les points faibles, essentiels pour les composants critiques. |
| Volume élevé et formes simples | Pressage uniaxial traditionnel | Des cycles plus rapides et un coût inférieur le rendent idéal pour la production de masse. |
| Densité finale maximale | Pressage isostatique à chaud (HIP) | Combine pression et chaleur pour atteindre une densité quasi théorique en une seule étape. |
Bien que le CIP produise une pièce de forme quasi nette, son moule souple signifie qu'une usinage secondaire est souvent nécessaire pour des tolérances serrées. C'est une étape fondamentale conçue pour la qualité, pas une étape finale conçue pour la vitesse.
De la théorie au composant fiable
En fin de compte, la recherche de meilleurs matériaux est la recherche de la prévisibilité. Le pressage isostatique à froid remplace l'incertitude des défauts cachés par la confiance en une densité uniforme. Il transforme le potentiel de la poudre en une réalité solide et fiable.
Chez KINTEK, nous fournissons l'équipement de laboratoire avancé qui rend cette transformation possible. Nos systèmes de pressage isostatique à froid sont conçus pour donner aux chercheurs et aux fabricants le contrôle dont ils ont besoin pour créer des composants homogènes et sans défaut à partir des matériaux les plus avancés. Nous comblons le fossé entre la théorie des matériaux et l'application fiable.
Si votre travail exige une intégrité matérielle sans compromis, construisons des composants auxquels vous pouvez faire confiance. Contactez nos experts
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
Articles associés
- Étapes de l'opération de pressage isostatique divisée
- Principe et procédé de pressage isostatique à froid
- Comprendre le pressage isostatique à froid de la céramique de zircone
- Sélection d'un équipement de pressage isostatique pour le moulage à haute densité
- Aspects techniques du pressage isostatique à froid












