
L'illusion de la résistance
Imaginez essayer de former un engrenage complexe en céramique. Si vous pressez la poudre de céramique dans une matrice simple, en appliquant une force dans une seule direction, vous créez une pièce qui semble solide. Mais c'est une illusion.
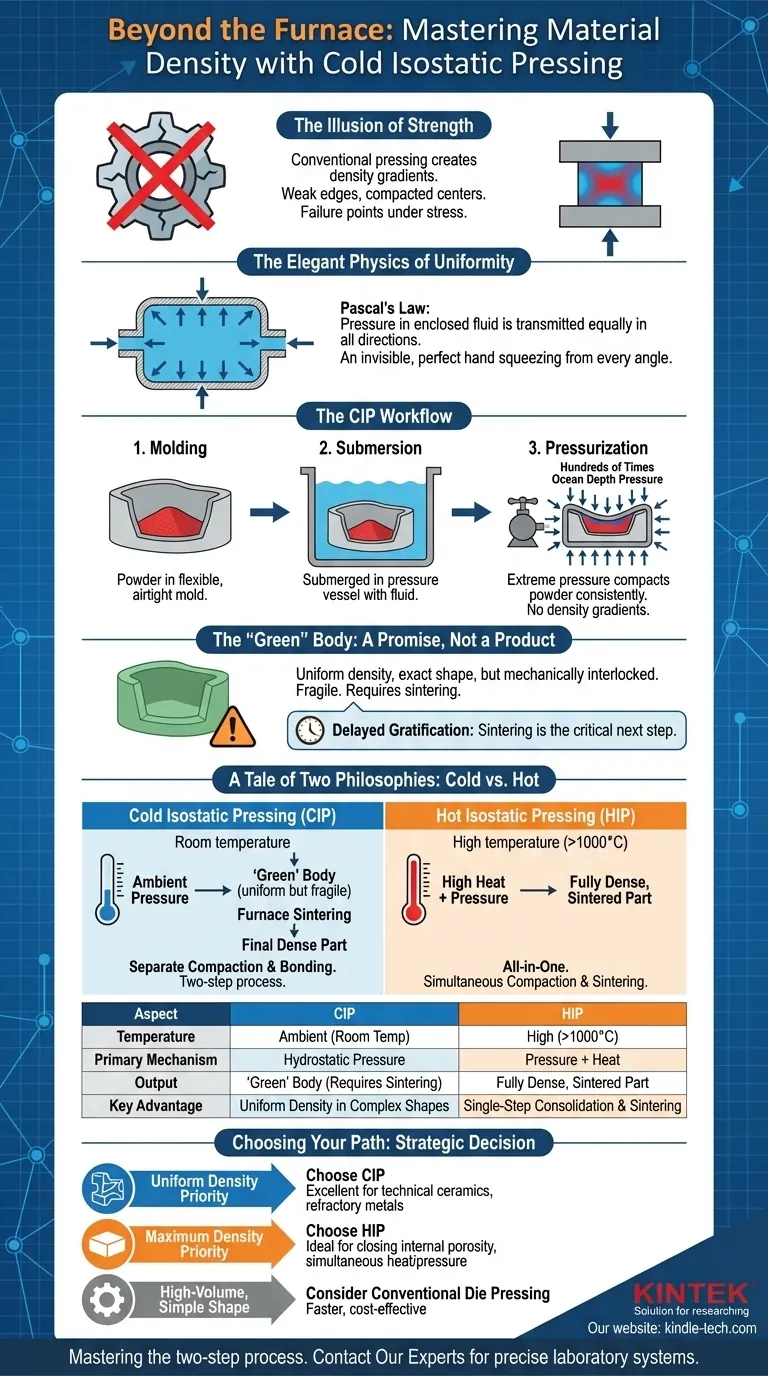
La pièce est truffée de gradients de densité invisibles. Les zones directement sous la presse sont compactées, tandis que les bords et les caractéristiques complexes sont plus faibles. Sous contrainte, ce sont les points où l'échec commence. C'est le défi fondamental de la métallurgie des poudres : obtenir l'uniformité.
Notre intuition associe souvent la résistance à une chaleur intense. Nous pensons aux forges et aux fours. Le pressage isostatique à froid (CIP) remet en question ce modèle mental. Il réalise sa magie non pas avec de l'énergie thermique, mais avec une force calme, immense et parfaitement uniforme.
La physique élégante de l'uniformité
Le principe derrière le CIP est la loi de Pascal, un concept magnifiquement simple de la physique : la pression appliquée à un fluide confiné est transmise également dans toutes les directions.
Dans un système CIP, ce n'est pas seulement une théorie ; c'est une stratégie de fabrication. Le processus agit comme une main invisible et parfaite, pressant le matériau sous tous les angles possibles à la fois.
Voici comment cela fonctionne :
- Moulage : La poudre brute (céramique, métal ou composite) est soigneusement placée dans un moule flexible et étanche qui définit la forme finale de la pièce.
- Immersion : Ce moule scellé est immergé dans une cuve sous pression remplie d'un liquide, généralement de l'eau.
- Mise sous pression : Une pompe externe met le liquide sous pression à des niveaux extrêmes, souvent des centaines de fois supérieurs à la pression au fond de l'océan.
Comme la pression est transmise par un fluide, elle enveloppe le moule et le fait s'effondrer uniformément, compactant la poudre à l'intérieur avec une parfaite cohérence. Il n'y a pas de gradients de densité, pas de points faibles cachés.
Le corps "vert" : une promesse, pas un produit
La pièce qui sort de la cuve CIP est appelée un corps "vert". Elle a la forme exacte du moule et une densité remarquablement uniforme. Vous pouvez la tenir.
Mais elle n'est pas finie. Les particules de poudre ne sont que mécaniquement imbriquées, maintenues ensemble par friction et proximité. Le corps vert est dans un état de potentiel : il a une forme mais manque des liaisons métallurgiques finales qui lui confèrent une véritable résistance. Il est fragile.
Cela nécessite un changement psychologique pour l'ingénieur. Le processus de fabrication devient une affaire de gratification différée. Le corps vert doit être manipulé avec soin, car l'étape finale et critique, le frittage, reste à venir.
Une histoire de deux philosophies : le froid contre le chaud
Le nom "pressage isostatique à froid" est souvent mal compris. "Froid" ne signifie pas cryogénique ; cela signifie simplement que le processus se déroule à température ambiante. Aucune chaleur externe n'est ajoutée.
C'est le cœur de sa philosophie : séparer le problème de la compaction du problème de la liaison.
L'étape suivante inévitable : le frittage
Comme le CIP est un processus purement mécanique, le corps vert doit subir un cycle de frittage ultérieur à haute température. À l'intérieur d'un four, la chaleur fusionne enfin les particules compactées en une masse solide et résistante. Le CIP et le frittage sont deux moitiés d'un processus complet.
L'alternative tout-en-un : le pressage isostatique à chaud (HIP)
Le pressage isostatique à chaud (HIP) représente la philosophie opposée. Il combine une pression immense et une chaleur extrême (souvent supérieure à 1000 °C) en une seule étape. Il compacte et frit simultanément, produisant une pièce entièrement dense directement à partir de la cuve.
| Aspect | Pressage isostatique à froid (CIP) | Pressage isostatique à chaud (HIP) |
|---|---|---|
| Température | Ambiante (Température ambiante) | Élevée (par ex. >1000 °C) |
| Mécanisme principal | Pression hydrostatique | Pression + Chaleur |
| Sortie | Corps "vert" (nécessite un frittage) | Pièce entièrement dense et frittée |
| Avantage clé | Densité uniforme dans des formes complexes | Consolidation et frittage en une seule étape |
Choisir votre voie : quand séparer la pression et la chaleur
La sélection de la bonne technologie est une décision stratégique qui dépend entièrement de votre matériau, de votre géométrie et de vos objectifs de production. Le choix est un compromis entre la complexité du processus et la qualité finale de la pièce.
-
Choisissez le CIP lorsque la densité uniforme dans des formes complexes est votre priorité absolue. Il excelle avec les matériaux difficiles à presser comme les céramiques techniques et les métaux réfractaires, où l'élimination des défauts internes est essentielle pour les performances. Cette approche en deux étapes vous donne plus de contrôle sur la microstructure finale.
-
Choisissez le HIP lorsque votre objectif est d'atteindre une densité et des propriétés finales maximales en un seul cycle efficace. Il est idéal pour fermer la porosité interne dans les pièces moulées ou pour consolider des poudres qui bénéficient d'une chaleur et d'une pression simultanées.
-
Envisagez le pressage par matrice conventionnel pour la production à haut volume de formes simples. Lorsque la complexité et l'uniformité parfaite sont moins critiques, cela reste une méthode plus rapide et plus rentable.
La maîtrise de ce processus en deux étapes de compaction et de frittage est essentielle pour les laboratoires développant des matériaux de nouvelle génération. Pour cela, vous avez besoin d'équipements précis et fiables. KINTEK est spécialisé dans la fourniture de systèmes de laboratoire avancés, y compris les presses isostatiques à froid et les fours à haute température nécessaires pour transformer des poudres avancées en composants de haute intégrité.
Si vous cherchez à obtenir une uniformité inégalée dans vos pièces, parlons des bons outils pour le travail. Contactez nos experts
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
Articles associés
- Principe et procédé de pressage isostatique à froid
- Comprendre le pressage isostatique à froid de la céramique de zircone
- Comprendre le pressage isostatique : techniques à froid et à chaud
- Au-delà de la matrice : L'avantage invisible du pressage isostatique à froid
- Étapes de l'opération de pressage isostatique divisée












