
L'ennemi caché de la résistance
Un ingénieur inspecte un composant céramique fraîchement fritté, pour y découvrir une fracture capillaire. Le matériau était parfait, la température était précise. Alors, qu'est-ce qui a mal tourné ?
L'échec ne résidait pas dans la dernière étape, mais dans la première. Le composant a été victime de sa propre contrainte interne — un défaut caché né d'une méthode de création simple, intuitive, mais finalement imparfaite : la pression directionnelle.
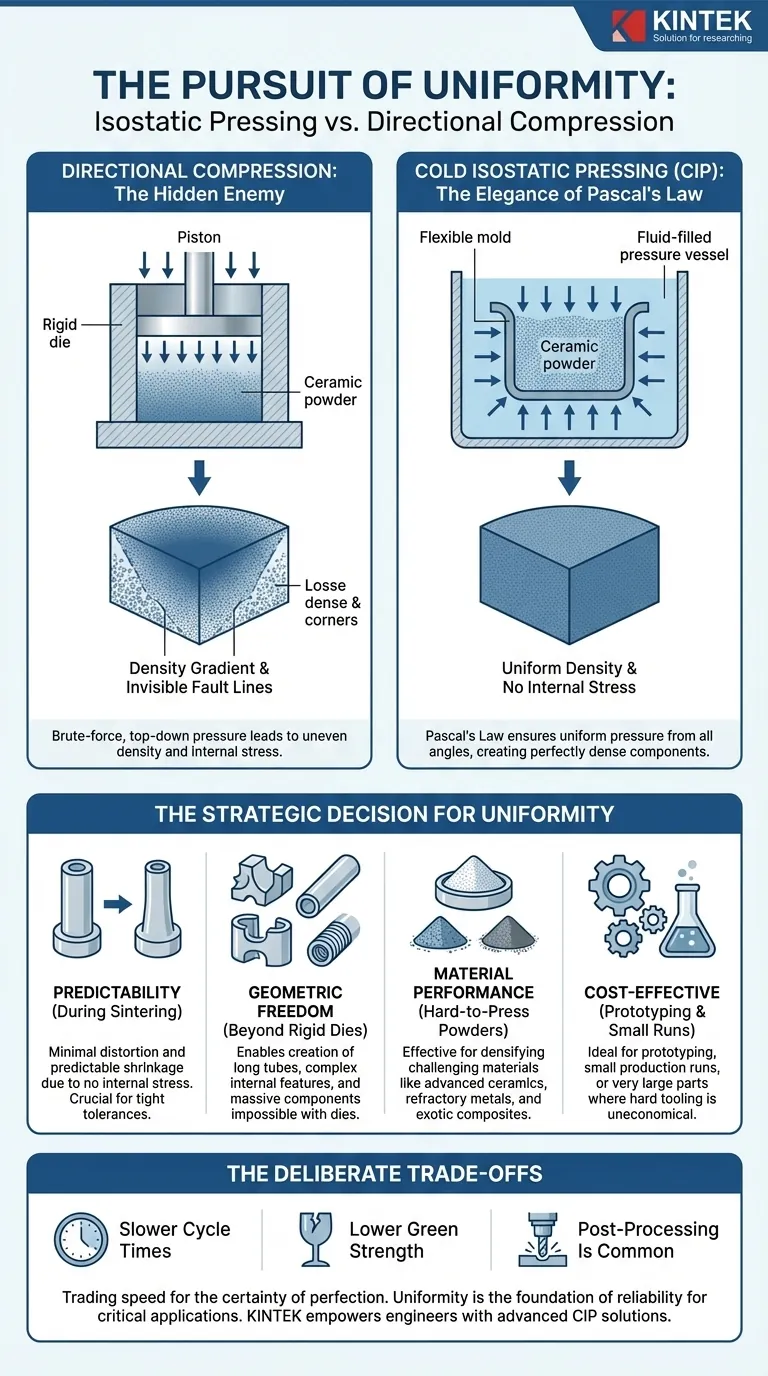
Nous avons un biais psychologique pour l'action directe. Pour rendre quelque chose plus dense, nous le pressons. Mais presser de haut en bas, comme avec une matrice mécanique traditionnelle, est une approche brutale. Elle crée un gradient de densité, laissant des lignes de faille invisibles où la pression a été répartie de manière inégale. Ce sont les germes des défaillances futures.
Penser au-delà d'une seule direction
Le pressage traditionnel, c'est comme remplir un sac de farine en appuyant uniquement sur le dessus. Le centre devient dense, mais les côtés et les coins restent lâches. Pour une simple brique, cela peut ne pas avoir d'importance. Pour une pale de turbine haute performance ou un implant médical, c'est un défaut catastrophique.
C'est là qu'un changement profond de mentalité est nécessaire, un changement qui exploite un principe fondamental de la physique.
L'élégance de la loi de Pascal
Le pressage isostatique à froid (CIP) n'est pas seulement une autre technique de fabrication ; c'est une philosophie de force différente. Il abandonne le marteau pour l'étreinte.
Le processus est une application élégante de la loi de Pascal : la pression appliquée à un fluide confiné est transmise de manière égale, et sans diminution, à toutes les surfaces.
- Une poudre est scellée dans un moule souple en élastomère.
- Le moule est immergé dans une cuve sous pression remplie de fluide.
- Le fluide est pressurisé, exerçant une pression immense et parfaitement uniforme sur le moule sous tous les angles imaginables simultanément.
Le résultat est un compact "vert" où chaque particule a été soumise à la même force de compression que ses voisines. Il n'y a pas de gradients, pas de lignes de contrainte internes, pas de faiblesses cachées. Il n'y a que de l'uniformité.
La décision stratégique pour l'uniformité
Choisir le CIP est une décision consciente de privilégier l'intégrité ultime plutôt que la vitesse pure. C'est une solution pour une classe spécifique de problèmes où "assez bien" n'est pas suffisant.
Pour la prévisibilité dans un processus chaotique
Le plus grand avantage d'une pièce verte uniformément dense est son comportement lors du frittage. Elle rétrécit de manière prévisible.
Sans contrainte interne à relâcher, la pièce conserve sa géométrie prévue avec une distorsion minimale. Ce niveau de contrôle est non négociable pour les composants aérospatiaux, médicaux et électroniques où les tolérances finales sont mesurées en microns.
Pour les formes qui défient les matrices rigides
La pression hydrostatique libère la conception des limitations des lignes droites et des cavités simples. Elle permet la création de pièces impossibles avec des outils traditionnels :
- Tubes longs et fins : Avec des rapports longueur/diamètre élevés qui se courberaient ou se fissureraient sous une pression uniaxiale.
- Caractéristiques internes complexes : Y compris les filetages, les contre-dépouilles et les cônes qu'une matrice rigide ne peut pas former.
- Composants massifs : Où le coût et la complexité d'une matrice en acier géante seraient astronomiques.
Pour les matériaux qui refusent le compromis
Les céramiques avancées, les métaux réfractaires et les composites exotiques ne se compactent pas facilement. Ils résistent à la force conventionnelle. Le CIP fournit la pression écrasante et enveloppante nécessaire pour densifier ces matériaux difficiles en une forme cohérente et utilisable.
Les compromis délibérés
Cette quête de perfection demande de la patience. Le CIP n'est pas un remplacement universel pour la fabrication à haut volume.
- Temps de cycle plus lents : C'est un processus par lots. Les étapes de chargement, de scellage, de pressurisation et de déchargement prennent plus de temps qu'une presse automatisée qui estampille des pièces chaque seconde.
- Moindre résistance à vert : Les compacts verts résultants sont souvent fragiles et doivent être manipulés avec soin avant que le frittage final ne les fusionne en une pièce finale robuste.
- Post-traitement courant : Les moules souples qui permettent des formes complexes n'offrent pas la même précision tranchante qu'une matrice dure. L'usinage du compact vert est souvent une étape nécessaire pour obtenir les tolérances les plus serrées.
Ce n'est pas un défaut du système. C'est le prix de l'intégrité. Vous échangez la vitesse contre la certitude que votre pièce est aussi proche que possible de la perfection physique avant d'entrer dans le four.
Un cadre pour votre décision
Quand devriez-vous spécifier le pressage isostatique à froid ? Considérez le moteur principal de votre conception.
| Si votre priorité est... | Alors le CIP est le choix pour... |
|---|---|
| L'intégrité de la pièce finale | Minimiser la distorsion et assurer un rétrécissement uniforme et prévisible pendant le frittage. |
| La liberté géométrique | Les pièces avec des caractéristiques internes complexes, des rapports d'aspect longs ou des formes impossibles pour les matrices rigides. |
| La performance des matériaux | Le compactage de poudres difficiles à presser comme les céramiques avancées, les métaux réfractaires et les composites. |
| La R&D rentable | Le prototypage, les petites séries de production, ou les pièces très grandes où l'outillage dur n'est pas économique. |
Le choix d'utiliser le CIP est une déclaration sur ce que vous valorisez. C'est un engagement à éliminer les variables invisibles qui mènent à l'échec. Chez KINTEK, nous fournissons l'équipement CIP avancé à l'échelle du laboratoire et de la production qui permet aux ingénieurs et aux chercheurs d'atteindre ce niveau de perfection matérielle. Nous comprenons que pour les applications les plus critiques, l'uniformité n'est pas une caractéristique, c'est le fondement de la fiabilité.
Si votre travail exige des composants d'une intégrité sans compromis et de géométries complexes, nous pouvons vous aider à spécifier la bonne solution. Contactez nos experts
Guide Visuel
Produits associés
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Moules de Pressage Isostatique pour Laboratoire
Articles associés
- Étapes de fonctionnement et précautions pour la presse isostatique électrique
- Comprendre le pressage isostatique à froid et ses applications
- Pressage isostatique à froid : guide du débutant
- Presse isostatique à froid de laboratoire (CIP) : Applications, avantages et personnalisation
- Aspects techniques du pressage isostatique à froid












