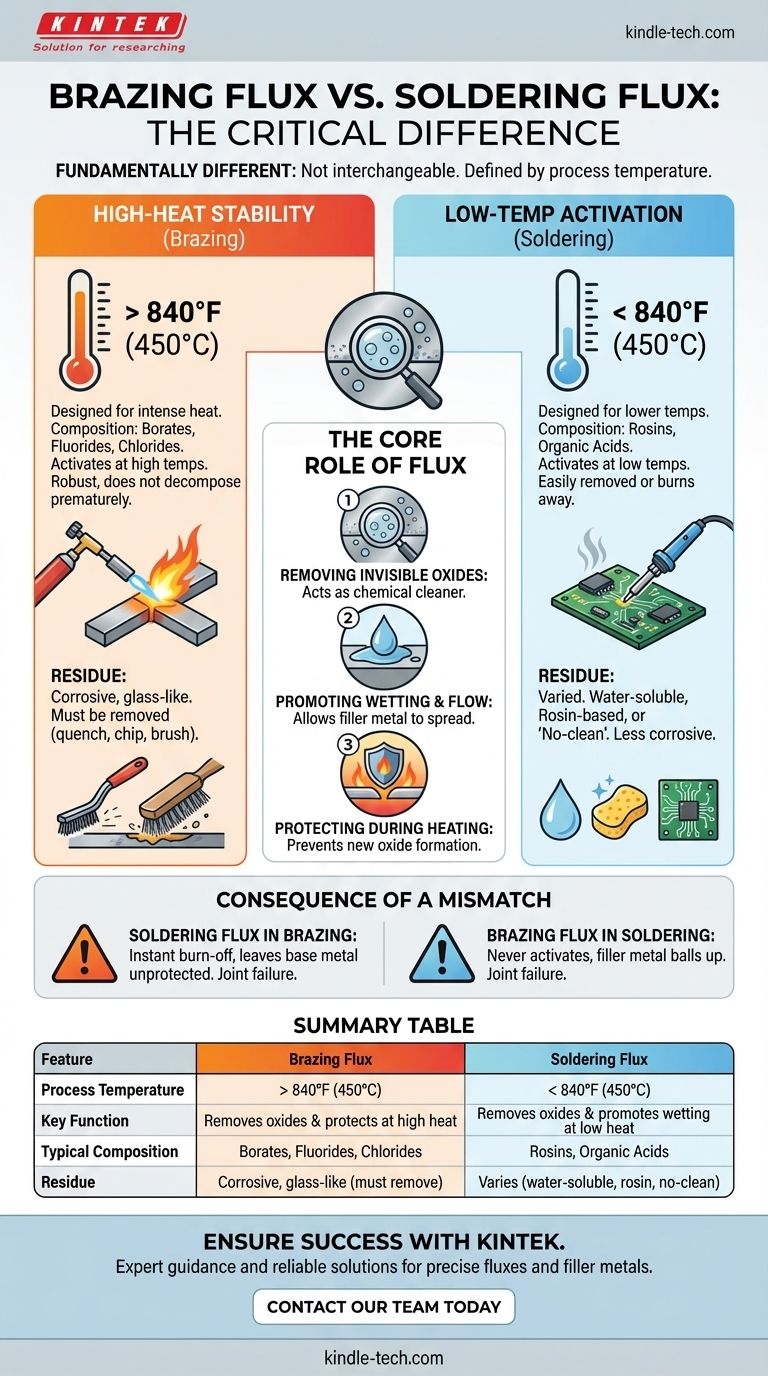
Oui, le décapant pour brasure et le décapant pour soudure sont fondamentalement différents et ne peuvent pas être utilisés indifféremment. La différence principale réside dans leur formulation chimique, conçue pour correspondre aux plages de température distinctes de chaque processus. Le décapant pour brasure est conçu pour rester stable et actif à des températures supérieures à 450 °C (840 °F), tandis que le décapant pour soudure est conçu pour fonctionner aux températures beaucoup plus basses typiques du brasage tendre.
Le principe fondamental à comprendre est que le décapant doit être actif à la température de travail de votre métal d'apport. L'utilisation du mauvais décapant entraînera soit une incapacité à s'activer, soit une combustion avant que le joint ne soit réalisé, ce qui entraînera une défaillance immédiate du joint.
Le rôle essentiel du décapant : le partenaire invisible
Pour comprendre pourquoi les décapants sont différents, vous devez d'abord comprendre ce que fait un décapant. Ce n'est pas un additif facultatif ; c'est une condition préalable chimique pour un joint réussi.
Élimination des oxydes invisibles
Tous les métaux, même lorsqu'ils semblent propres, sont recouverts d'une fine couche invisible d'oxyde. Cette couche d'oxyde empêche le métal d'apport en fusion de se lier au métal de base. Le décapant agit comme un nettoyant chimique, éliminant cette couche d'oxyde lorsque la pièce est chauffée.
Promotion du mouillage et de l'écoulement
Une fois les oxydes éliminés, le décapant crée une surface propre et protégée. Cela permet au métal d'apport en fusion de « mouiller » les métaux de base, c'est-à-dire la capacité de s'étaler uniformément sur la surface et d'être entraîné dans le joint par capillarité.
Protection du joint pendant le chauffage
Lorsque vous chauffez les pièces métalliques, le taux d'oxydation augmente considérablement. Le décapant crée un voile protecteur sur la zone du joint, empêchant la formation de nouveaux oxydes pendant que vous travaillez.
Pourquoi la température dicte la formulation du décapant
La grande différence de température de processus entre la soudure tendre et la brasure est le facteur le plus important dictant la chimie du décapant.
Le défi du décapant pour brasure : stabilité à haute température
La brasure se produit à des températures élevées, généralement entre 600 °C et 1200 °C (1100 °F et 2200 °F). Un décapant pour brasure doit être suffisamment robuste pour résister à cette chaleur intense sans se décomposer ou se consumer prématurément.
Ces décapants sont généralement composés de composés chimiques complexes tels que les borates, les fluorures et les chlorures. Ils sont inactifs à température ambiante et ne deviennent des nettoyants chimiques agressifs qu'à haute température.
Le défi du décapant pour soudure : activation à basse température
La soudure tendre se produit à des températures beaucoup plus basses, généralement inférieures à 450 °C (840 °F). Un décapant pour brasure serait inutile ici, car il resterait une poudre inerte et sèche et ne s'activerait jamais.
Les décapants pour soudure sont formulés avec des résines (rosins) ou des acides organiques qui s'activent à ces températures plus basses. Ils sont conçus pour nettoyer efficacement la surface, puis soit se consumer, soit être facilement éliminés.
La conséquence d'un décalage
Si vous utilisez un décapant pour soudure pour une opération de brasure, il brûlera et se vaporisera instantanément bien avant que le métal d'apport de brasure ne fonde, laissant le métal de base sans protection et garantissant l'échec du joint.
Si vous utilisez un décapant pour brasure pour une opération de soudure tendre, la température ne sera jamais assez élevée pour activer le décapant. Le métal d'apport s'agglomérera et refusera de couler, comme si vous essayiez de souder sur une surface sale.
Comprendre les compromis et les résidus
Les différences chimiques ont également un impact sur ce qui reste après la fin du travail.
Résidu de décapant pour brasure : corrosif et vitreux
Parce qu'ils contiennent des sels chimiques puissants, les résidus de décapant pour brasure sont très corrosifs. Ils doivent être soigneusement retirés après le refroidissement du joint. Ce résidu est souvent dur et vitreux, nécessitant un trempage, un écaillage ou un brossage métallique pour être enlevé.
Résidu de décapant pour soudure : un éventail d'options
Les décapants pour soudure offrent plus de variété. Les décapants solubles dans l'eau sont agressifs mais se nettoient facilement à l'eau. Les décapants à base de résine sont beaucoup plus doux et moins corrosifs. L'électronique moderne utilise souvent des décapants « sans nettoyage », où le résidu minimal est non corrosif et peut être laissé sur la carte.
Faire le bon choix pour votre processus
Pour garantir un joint réussi et durable, votre choix doit être délibéré et correspondre à la température du processus.
- Si votre objectif principal est l'assemblage haute résistance avec des alliages d'argent ou de bronze (Brasure) : Vous devez utiliser un décapant pour brasure chimiquement conçu pour résister et s'activer à des températures supérieures à 450 °C (840 °F).
- Si votre objectif principal est l'assemblage avec des alliages à base d'étain à point de fusion plus bas (Soudure tendre) : Vous devez utiliser un décapant pour soudure tendre formulé pour s'activer à des températures inférieures à 450 °C (840 °F).
- Si votre objectif principal est le nettoyage post-processus et la sécurité : Retirez toujours les résidus de décapant pour brasure corrosifs, et pour la soudure tendre, choisissez le décapant le plus doux (comme une résine ou sans nettoyage) qui peut accomplir la tâche.
Traitez toujours le décapant et le métal d'apport comme un système unique et inséparable pour garantir un joint fiable.

Tableau récapitulatif :
| Caractéristique | Décapant pour brasure | Décapant pour soudure |
|---|---|---|
| Température du processus | > 450 °C (840 °F) | < 450 °C (840 °F) |
| Fonction clé | Élimine les oxydes et protège à haute température | Élimine les oxydes et favorise le mouillage à basse température |
| Composition typique | Borates, Fluorures, Chlorures | Résines, Acides organiques |
| Résidu | Corrosif, vitreux (doit être retiré) | Variable (peut être soluble dans l'eau, résineux ou sans nettoyage) |
Assurez le succès de vos projets de brasure et de soudure tendre avec les bons matériaux de KINTEK.
Le choix du bon décapant est essentiel pour créer des joints solides et fiables. KINTEK se spécialise dans la fourniture d'équipements de laboratoire et de consommables de haute qualité, y compris les décapants et les métaux d'apport précis dont votre laboratoire ou votre atelier ont besoin. Nos experts peuvent vous aider à sélectionner les produits parfaits pour votre application spécifique et vos exigences de température.
Ne risquez pas l'échec du joint — contactez notre équipe dès aujourd'hui pour des conseils d'experts et des solutions fiables !
Guide Visuel
Produits associés
Les gens demandent aussi
- Qu'est-ce que le traitement thermique sous vide ? Obtenez un contrôle, une propreté et une qualité supérieurs
- Quelle est la température du traitement thermique sous vide ? Obtenez des propriétés de matériaux supérieures et des finitions impeccables
- Quel est le coût d'un four de brasage sous vide ? Un guide des facteurs clés et de la stratégie d'investissement
- Quelles sont les fonctions spécifiques de l'introduction d'atmosphères réductrices ou d'environnements de gaz inertes dans le brasage sous vide ?
- Qu'est-ce qu'un four de traitement thermique sous vide ? Atteignez une pureté et un contrôle inégalés
