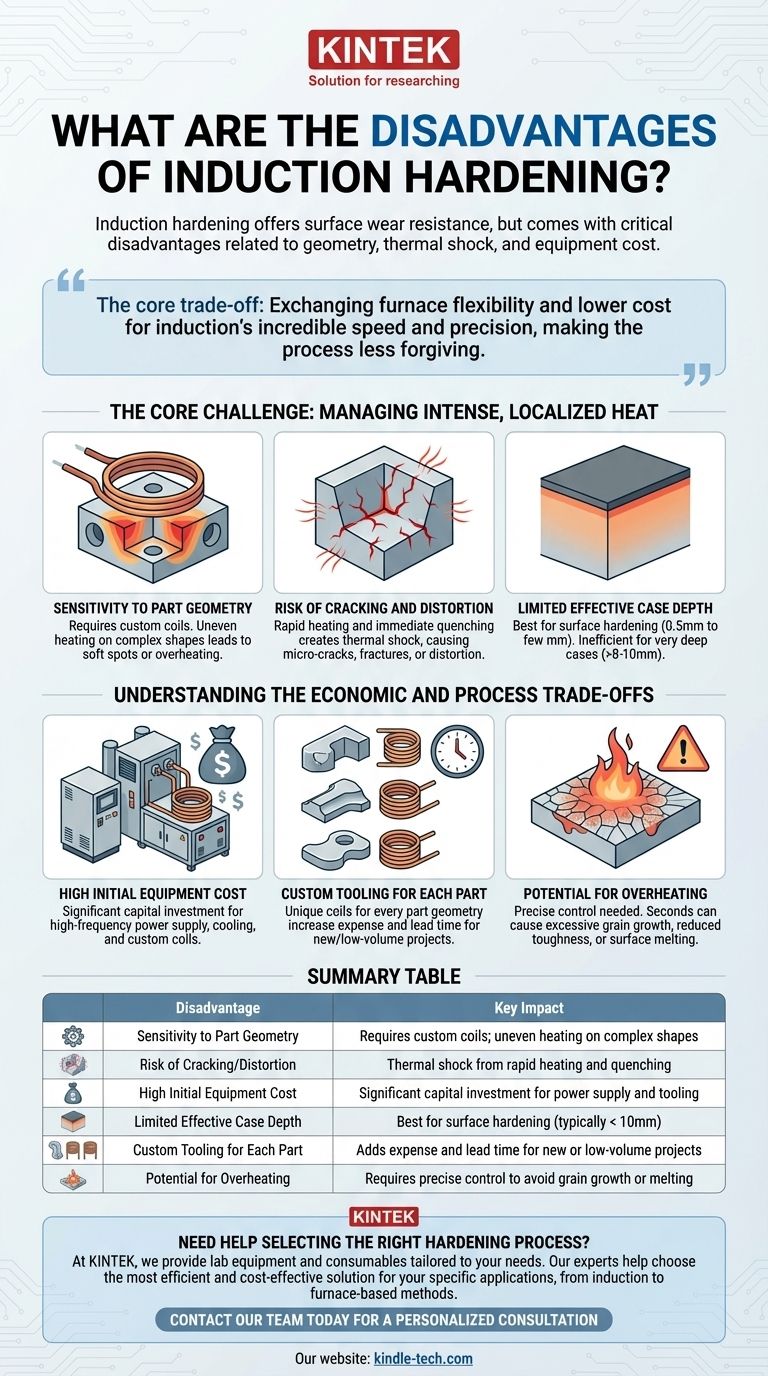
Bien que le durcissement par induction soit une méthode très efficace pour augmenter la résistance à l'usure de surface, ce n'est pas une solution universelle et elle présente plusieurs inconvénients critiques. Les principaux inconvénients découlent de sa sensibilité à la géométrie de la pièce, du risque inhérent de fissuration ou de déformation dû au choc thermique, et de l'investissement initial important requis pour un équipement spécialisé.
Le compromis fondamental du durcissement par induction est l'échange de la flexibilité et du coût d'équipement inférieur des méthodes basées sur le four contre une vitesse et une précision incroyables. Cet échange rend cependant le processus moins tolérant et plus dépendant de la géométrie de la pièce et de la composition du matériau.

Le défi principal : gérer une chaleur intense et localisée
Le principal avantage du durcissement par induction — sa capacité à fournir une chaleur rapide et localisée — est également la source de ses principaux défis techniques. L'ensemble du processus repose sur la gestion minutieuse de ce cycle thermique intense.
Sensibilité à la géométrie de la pièce
La bobine d'induction, qui génère le champ électromagnétique de chauffage, doit correspondre étroitement à la forme de la pièce à durcir. Un espace uniforme entre la bobine et la surface de la pièce est essentiel pour un chauffage uniforme.
Pour les pièces aux formes complexes, aux coins vifs, aux trous ou aux clavettes, la conception d'une bobine efficace est difficile et coûteuse. Un chauffage inégal dans ces zones peut entraîner des points mous ou une surchauffe localisée.
Risque de fissuration et de déformation
Le processus implique un chauffage extrêmement rapide suivi d'une trempe immédiate. Cela crée un choc thermique massif dans le matériau.
Si une pièce présente des coins internes vifs ou des changements d'épaisseur drastiques, cette contrainte thermique peut provoquer des microfissures ou même une fracture complète. Les sections minces peuvent se déformer ou se voiler sous ce cycle rapide.
Profondeur de couche efficace limitée
Le durcissement par induction est fondamentalement un processus de durcissement de surface. Il excelle à créer une couche dure de 0,5 mm à quelques millimètres de profondeur.
L'obtention de profondeurs de couche très importantes (par exemple, supérieures à 8-10 mm) est inefficace et peut être réalisée plus efficacement par un durcissement complet ou d'autres méthodes comme la cémentation, qui permettent au carbone de diffuser profondément dans la pièce au fil du temps.
Comprendre les compromis économiques et de processus
Au-delà de la physique technique, les réalités pratiques et économiques du durcissement par induction sont des facteurs cruciaux dans toute décision.
Coût initial élevé de l'équipement
Les systèmes de durcissement par induction, qui comprennent une alimentation électrique à haute fréquence, des systèmes de refroidissement et des bobines personnalisées, représentent un investissement en capital important. Ce coût est souvent bien supérieur à celui d'un four de durcissement conventionnel.
Cela rend le processus mieux adapté à la production à haut volume où le coût par pièce peut être justifié sur une longue période.
Outillage personnalisé pour chaque pièce
Une nouvelle bobine d'induction doit être conçue, fabriquée et testée pour presque chaque géométrie de pièce unique. Ce coût d'« outillage » s'ajoute à la dépense et au délai de livraison pour les nouveaux projets ou les faibles volumes.
En revanche, les traitements basés sur des fours peuvent généralement traiter simultanément une grande variété de formes de pièces sans nécessiter d'outillage personnalisé.
Potentiel de surchauffe
La vitesse de chauffage se mesure en secondes. Sans contrôle précis de la puissance et du temps, il est très facile de surchauffer la surface de la pièce.
La surchauffe peut entraîner une croissance excessive des grains, ce qui réduit la ténacité et la résistance aux chocs du matériau, ou même provoquer la fusion de la surface. Cela nécessite des commandes de processus sophistiquées et des opérateurs qualifiés pour être évité.
Faire le bon choix pour votre application
Le choix du bon processus de durcissement nécessite d'aligner les forces et les faiblesses de la méthode sur votre objectif principal.
- Si votre objectif principal est la production à haut volume de pièces simples et symétriques (telles que des arbres, des engrenages ou des goupilles) : Le durcissement par induction est souvent le choix le plus rentable et le plus efficace en raison de sa vitesse et de sa répétabilité.
- Si votre objectif principal est de traiter des pièces aux géométries très complexes ou en faibles volumes : Envisagez le durcissement en four ou la nitruration, qui sont beaucoup moins sensibles à la forme de la pièce et ont des coûts d'outillage initiaux inférieurs.
- Si votre objectif principal est d'obtenir une couche durcie très profonde sur de l'acier à faible teneur en carbone : La cémentation est la méthode supérieure, car elle modifie chimiquement la surface pour permettre un durcissement profond et uniforme.
En fin de compte, comprendre ces limites est la clé pour exploiter efficacement la puissance du durcissement par induction sans rencontrer de défaillances coûteuses.
Tableau récapitulatif :
| Inconvénient | Impact clé |
|---|---|
| Sensibilité à la géométrie de la pièce | Nécessite des bobines personnalisées ; chauffage inégal sur les formes complexes |
| Risque de fissuration/déformation | Choc thermique dû au chauffage rapide et à la trempe |
| Coût initial élevé de l'équipement | Investissement en capital important pour l'alimentation électrique et l'outillage |
| Profondeur de couche efficace limitée | Idéal pour le durcissement de surface (généralement < 10 mm) |
| Outillage personnalisé pour chaque pièce | Ajoute des dépenses et des délais pour les nouveaux projets ou les faibles volumes |
| Potentiel de surchauffe | Nécessite un contrôle précis pour éviter la croissance du grain ou la fusion |
Besoin d'aide pour choisir le bon processus de durcissement pour votre laboratoire ou votre ligne de production ?
Chez KINTEK, nous nous spécialisons dans la fourniture d'équipements de laboratoire et de consommables adaptés à vos besoins spécifiques. Que vous travailliez avec des pièces symétriques à haut volume ou des géométries complexes, nos experts peuvent vous aider à choisir la solution la plus efficace et la plus rentable — des systèmes de durcissement par induction aux alternatives basées sur des fours.
Laissez-nous améliorer vos capacités de traitement des matériaux. Contactez notre équipe dès aujourd'hui pour une consultation personnalisée !
Guide Visuel
Produits associés
- Four de Fusion par Induction sous Vide à l'Échelle du Laboratoire
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four à atmosphère d'hydrogène contrôlée à l'azote
Les gens demandent aussi
- Quelle est la fonction principale d'un four de fusion par induction sous vide dans la préparation d'alliages mères Ni-Mo-Cr-Fe ? Assurer une haute pureté
- Comment les fours à induction sous vide ou à arc facilitent-ils la synthèse des phases MAX U-Al-C ? Precision Heat & Purity
- Pourquoi utiliser le VIM pour l'acier aux terres rares ? Précision essentielle pour la fusion du lanthane et du cérium réactifs
- Quel rôle fondamental joue un four de fusion par induction sous vide dans la production d'acier sans nickel ? Obtenir des alliages de haute pureté
- Quels sont les composants clés à l'intérieur de la chambre à vide d'un four de fusion par induction sous vide ? Un guide de l'ensemble de fusion central


