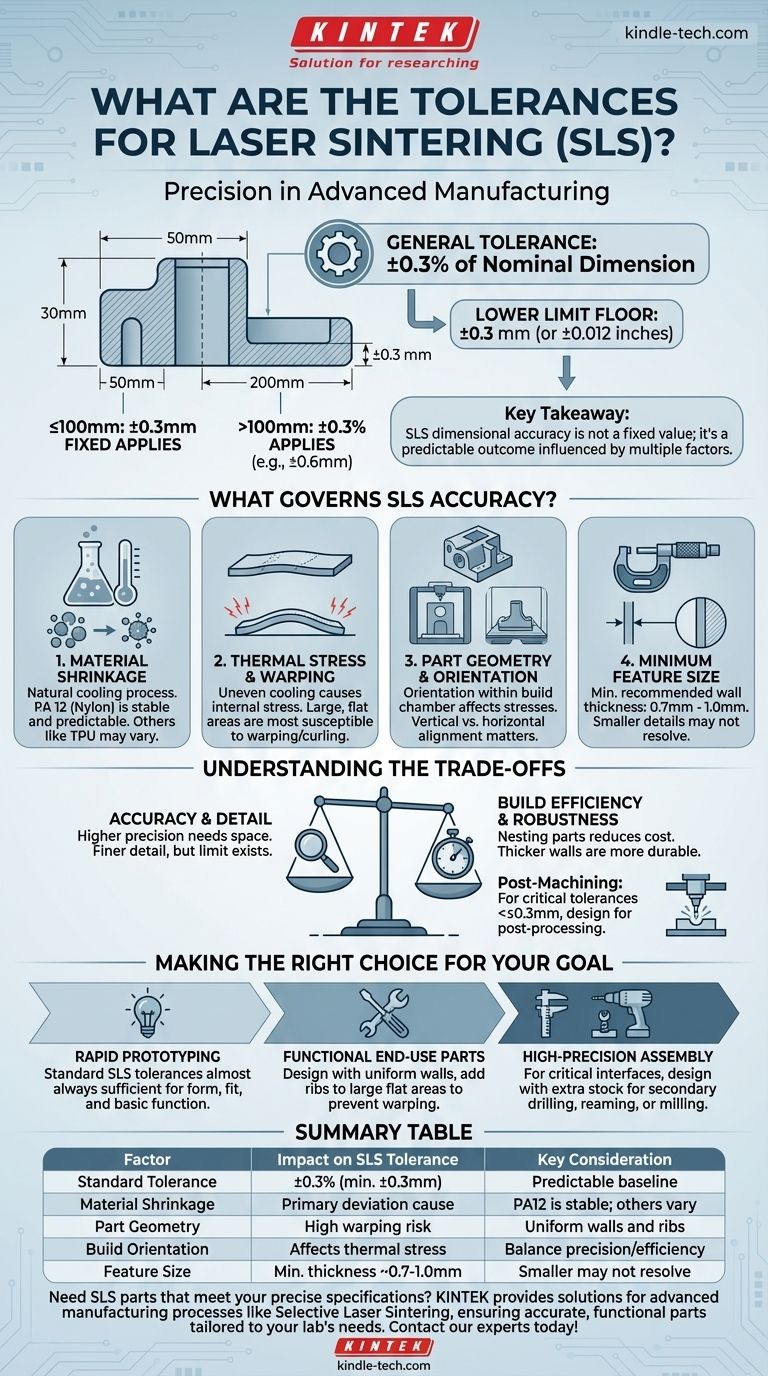
Pour être précis, la tolérance générale pour les pièces fabriquées par frittage sélectif par laser (SLS) est généralement de ±0,3 % de la dimension nominale, avec une limite inférieure de ±0,3 mm (ou ±0,012 pouces). Cela signifie que pour toute caractéristique inférieure à 100 mm, une tolérance fixe de ±0,3 mm est appliquée, tandis que pour les caractéristiques plus grandes, la tolérance basée sur un pourcentage est utilisée.
Le point clé est que la précision dimensionnelle du SLS n'est pas une valeur unique et fixe. C'est un résultat prévisible influencé par la taille de la pièce, sa géométrie, le matériau utilisé et son orientation dans la chambre de construction.

Qu'est-ce qui régit la précision du SLS ?
Comprendre les facteurs qui influencent les dimensions finales d'une pièce SLS est crucial pour concevoir des composants qui répondent à vos exigences. Le processus est hautement reproductible, mais sa nature thermique inhérente introduit des variables dont vous devez tenir compte.
La formule de tolérance standard
La directive standard de l'industrie de ±0,3 % avec un seuil de ±0,3 mm est le point de départ de toute conception.
Pour une pièce de 200 mm de long, la variation potentielle serait de ±0,6 mm (200 mm * 0,3 %). Pour une pièce de 50 mm, la tolérance fixe de ±0,3 mm s'applique, car elle est supérieure à la valeur en pourcentage (50 mm * 0,3 % = 0,15 mm).
Le rôle du retrait du matériau
Le SLS fonctionne en fusionnant de la poudre polymère avec un laser, ce qui implique une chaleur importante. Lorsque la pièce fusionnée refroidit, le matériau se rétracte naturellement.
Des matériaux comme le PA 12 (Nylon) sont très stables et ont des taux de retrait prévisibles, qui sont pris en compte dans le logiciel d'impression. D'autres matériaux, comme le TPU (un polymère flexible), peuvent présenter des comportements thermiques différents.
Contrainte thermique et déformation
Le refroidissement irrégulier est la cause principale de l'écart dimensionnel. Les sections grandes, plates ou non supportées d'un modèle y sont les plus sensibles.
Lorsqu'une zone refroidit plus vite qu'une autre, des contraintes internes s'accumulent, ce qui peut provoquer la déformation ou le gauchissement de la pièce, en particulier sur les caractéristiques longues et fines. Cela a un impact direct sur la précision finale.
Géométrie et orientation de la pièce
La façon dont une pièce est conçue et orientée dans la chambre de construction a un impact significatif.
Une pièce longue et fine imprimée verticalement aura des contraintes et des déviations potentielles différentes de la même pièce imprimée à plat. L'orientation est choisie pour minimiser la déformation et maximiser la qualité de la pièce.
Comprendre les compromis
Atteindre les tolérances les plus strictes possibles nécessite d'équilibrer plusieurs facteurs concurrents. Exiger simplement une plus grande précision sans comprendre les implications peut entraîner des coûts inutiles ou des compromis de conception.
Précision vs. Efficacité de construction
Les pièces sont "imbriquées" ou emballées étroitement dans la chambre de construction pour maximiser le nombre de composants par cycle d'impression, réduisant ainsi les coûts.
Orienter une pièce pour la meilleure précision absolue pourrait prendre plus d'espace, ce qui entraînerait une construction moins efficace et un coût par pièce plus élevé.
Détail des caractéristiques vs. Robustesse
Le SLS peut produire des détails très fins, mais il y a une limite. L'épaisseur de paroi minimale recommandée est généralement d'environ 0,7 mm à 1,0 mm.
Les caractéristiques plus petites que cela peuvent ne pas se résoudre correctement ou être trop fragiles pour résister au post-traitement, tel que le sablage utilisé pour nettoyer l'excès de poudre.
Tel qu'imprimé vs. Post-usiné
La tolérance SLS standard s'applique à la pièce telle qu'elle sort de l'imprimante et est nettoyée.
Si une caractéristique spécifique, comme un alésage de précision pour un roulement, nécessite une tolérance plus stricte que ±0,3 mm, il est courant de concevoir la pièce pour qu'elle soit post-usinée. Cela ajoute une étape de fabrication mais permet d'atteindre une précision bien plus élevée là où elle est le plus nécessaire.
Faire le bon choix pour votre objectif
Utilisez ces directives pour déterminer si les tolérances SLS standard répondront aux besoins de votre projet.
- Si votre objectif principal est le prototypage rapide : Les tolérances SLS standard sont presque toujours suffisantes pour prouver la forme, l'ajustement et la fonction de base.
- Si votre objectif principal est les pièces fonctionnelles d'utilisation finale : Concevez avec une épaisseur de paroi uniforme et ajoutez des nervures aux grandes surfaces planes pour éviter le gauchissement et vous assurer de rester dans la bande de tolérance standard.
- Si votre objectif principal est l'assemblage de haute précision : Pour les interfaces critiques, concevez des caractéristiques avec un matériau supplémentaire spécifiquement pour qu'elles puissent être percées, alésées ou fraisées lors d'une opération secondaire.
En comprenant les facteurs qui contrôlent la précision, vous pouvez concevoir efficacement des pièces qui tirent parti de la vitesse et de la liberté de conception du SLS tout en répondant à vos exigences d'ingénierie critiques.
Tableau récapitulatif :
| Facteur | Impact sur la tolérance SLS | Considération clé |
|---|---|---|
| Tolérance standard | ±0,3 % de la dimension (min. ±0,3 mm) | Base prévisible pour la plupart des caractéristiques |
| Retrait du matériau | Cause principale de déviation | Le PA12 est stable ; les autres varient |
| Géométrie de la pièce | Risque élevé de gauchissement sur les grandes surfaces planes | Concevoir avec des parois uniformes et des nervures |
| Orientation de la construction | Affecte la contrainte thermique et la précision | Équilibrer la précision et l'efficacité de la construction |
| Taille des caractéristiques | Épaisseur de paroi minimale ~0,7-1,0 mm | Les caractéristiques plus petites peuvent ne pas se résoudre correctement |
Besoin de pièces SLS qui répondent à vos spécifications précises ? KINTEK est spécialisé dans la fourniture d'équipements et de consommables de laboratoire de haute qualité, y compris des solutions pour les processus de fabrication avancés comme le frittage sélectif par laser. Notre expertise vous assure d'obtenir des pièces précises et fonctionnelles adaptées aux besoins uniques de votre laboratoire, que ce soit pour le prototypage ou les applications d'utilisation finale. Contactez nos experts dès aujourd'hui pour discuter de la manière dont nous pouvons soutenir votre projet avec des performances fiables et des résultats précis !
Guide Visuel
Produits associés
- Four de frittage par plasma à étincelles Four SPS
- Four de Frittage de Céramique de Porcelaine Dentaire Zircone Fauteuil avec Transformateur
- Four de pressage sous vide pour céramique de frittage de zircone en porcelaine dentaire
- Four à moufle haute température pour déliantage et pré-frittage en laboratoire
- Four de Frittage de Porcelaine Dentaire sous Vide
Les gens demandent aussi
- Quels sont les principes fondamentaux du frittage par plasma étincelle ? Atteindre une consolidation rapide des matériaux à haute densité
- Quel est le mécanisme du procédé SPS ? Une analyse approfondie du frittage rapide à basse température
- Quels sont les avantages du CAMI/SPS pour la préparation de composites W-Cu ? Réduisez les cycles de plusieurs heures à quelques secondes.
- Quels sont les fondamentaux du procédé de frittage par plasma étincelle ? Débloquez une consolidation de matériaux rapide et haute performance
- Quelle est la pression pour le frittage plasma par étincelles ? Un guide pour optimiser les paramètres SPS



















