En métallurgie des poudres, le pressage isostatique à chaud (HIP) et le pressage isostatique à froid (CIP) sont deux méthodes distinctes pour consolider des poudres métalliques ou céramiques en un objet solide. Le HIP utilise simultanément une haute pression et une haute température pour créer une pièce entièrement dense en une seule étape. En revanche, le CIP utilise uniquement une haute pression à température ambiante pour former une forme préliminaire, qui doit ensuite être chauffée lors d'un processus distinct appelé frittage pour atteindre sa résistance finale.
La différence fondamentale réside dans leur approche pour atteindre la densité et la résistance. Le HIP est un procédé en une seule étape et haute performance combinant chaleur et pression pour une densité maximale, tandis que le CIP est un procédé en deux étapes, plus économique, qui sépare la compaction initiale (pression seule) du renforcement final (chaleur seule).

Décortiquer le procédé de pressage isostatique
Le terme « isostatique » est essentiel pour comprendre les deux procédés. Il signifie que la pression est appliquée à la poudre uniformément de toutes les directions.
Ceci est généralement réalisé en plaçant la poudre, contenue dans un moule flexible ou une cartouche scellée, dans une enceinte remplie d'un fluide ou d'un gaz. Lorsque l'enceinte est mise sous pression, le milieu de pression exerce une force égale sur toutes les surfaces de la pièce, ce qui entraîne une densité très uniforme.
Comment fonctionne le pressage isostatique à froid (CIP)
En CIP, un moule flexible est rempli de poudre, scellé et immergé dans une chambre de pression remplie de fluide à température ambiante.
La chambre est mise sous pression à des niveaux extrêmement élevés, compactant la poudre en une forme solide connue sous le nom de « compact vert ».
Ce compact vert présente une bonne maniabilité et une densité uniforme, mais possède une très faible résistance mécanique car les particules de poudre ne sont que mécaniquement imbriquées, et non liées métallurgiquement. Il nécessite un traitement thermique ultérieur — le frittage — pour fusionner les particules et développer ses propriétés finales.
Comment fonctionne le pressage isostatique à chaud (HIP)
En HIP, la poudre est scellée dans un conteneur métallique ou en verre étanche aux gaz, souvent appelé « canne ». Cette cartouche est placée à l'intérieur d'un four spécialisé qui est également une enceinte haute pression.
L'enceinte est remplie d'un gaz inerte (comme l'argon) et est simultanément chauffée à haute température et mise sous pression.
Grâce à une combinaison de déformation plastique, de fluage et de liaison par diffusion au niveau des particules, le HIP produit une pièce entièrement dense avec une microstructure à grains fins et uniforme. Il consolide et fritte le matériau en une seule opération, éliminant le besoin d'une étape de chauffage séparée.
Comparaison des résultats : Densité, propriétés et application
Le choix entre CIP et HIP est dicté par les exigences finales du composant, car chaque procédé donne des résultats significativement différents.
Densité finale et porosité
Le CIP suivi du frittage donne généralement une pièce qui atteint 92 à 98 % de sa densité maximale théorique, laissant une certaine porosité résiduelle.
Le HIP est capable d'atteindre 100 % ou près de 100 % de la densité théorique, éliminant efficacement tous les vides internes et la porosité.
Propriétés mécaniques
En raison de sa densité totale, un composant traité par HIP présente généralement des propriétés mécaniques supérieures. Cela inclut une durée de vie en fatigue, une ductilité et une ténacité à la rupture significativement meilleures par rapport à une pièce fabriquée par CIP et frittage.
Complexité de la forme et taille
Les deux méthodes sont excellentes pour produire des pièces complexes, de forme quasi-nette, qui seraient difficiles ou coûteuses à créer à l'aide de l'usinage soustractif traditionnel. Le HIP, en particulier, peut être utilisé pour produire des composants très grands, pesant plusieurs tonnes.
Comprendre les compromis : Coût par rapport à performance
Votre décision doit équilibrer la performance requise par rapport aux réalités économiques de chaque procédé.
Le facteur coût
Le CIP est un procédé nettement moins coûteux et plus rapide que le HIP. L'équipement est plus simple, les temps de cycle sont plus courts, et il évite les coûts élevés associés aux enceintes haute température/haute pression et aux systèmes de gaz inerte.
L'impératif de performance
Le HIP est un processus plus complexe et plus coûteux. Cependant, son coût est justifié pour les applications critiques et haute performance où l'intégrité du matériau est primordiale et où une défaillance pourrait être catastrophique, comme pour les disques de turbine aérospatiale, les implants médicaux ou les composants sous-marins profonds.
Le frittage comme partenaire nécessaire
Il est crucial de se rappeler que le CIP n'est pas un processus autonome pour produire une pièce finale. C'est la première étape d'un flux de travail « presser-et-fritter ». Le HIP, en consolidant et en liant en un seul cycle, offre une voie de production plus rationalisée, bien que plus intensive.
Choisir le bon procédé pour votre application
Pour sélectionner la méthode appropriée, vous devez d'abord définir les exigences non négociables de votre composant.
- Si votre objectif principal est la rentabilité pour des pièces à grand volume où une certaine porosité est acceptable : Le CIP suivi du frittage est le choix logique et économique.
- Si votre objectif principal est la performance maximale, la fiabilité et l'élimination des défaillances dans une application critique : Le HIP est le procédé requis pour obtenir des propriétés matérielles supérieures.
- Si votre objectif principal est de créer une forme complexe tout en minimisant l'usinage : Les deux sont d'excellents candidats, la décision finale étant déterminée par vos contraintes spécifiques de performance et de budget.
En fin de compte, le choix entre ces procédés est une décision stratégique qui équilibre la faisabilité économique et la nécessité d'ingénierie.
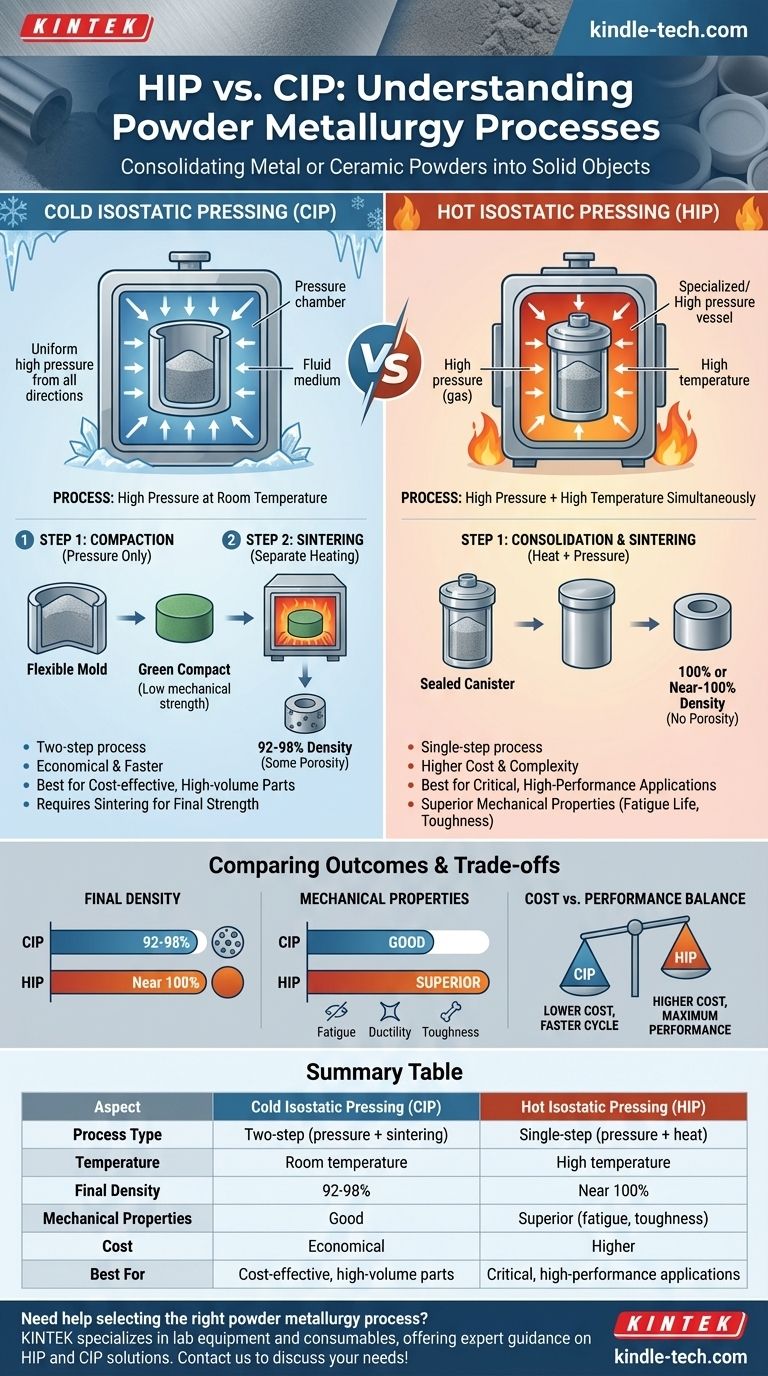
Tableau récapitulatif :
| Aspect | Pressage Isostatique à Froid (CIP) | Pressage Isostatique à Chaud (HIP) |
|---|---|---|
| Type de procédé | En deux étapes (pression + frittage) | En une seule étape (pression + chaleur) |
| Température | Température ambiante | Haute température |
| Densité finale | 92-98 % | Près de 100 % |
| Propriétés mécaniques | Bonnes | Supérieures (fatigue, ténacité) |
| Coût | Économique | Plus élevé |
| Idéal pour | Pièces à grand volume et rentables | Applications critiques et haute performance |
Besoin d'aide pour choisir le bon procédé de métallurgie des poudres pour votre laboratoire ? KINTEK se spécialise dans l'équipement de laboratoire et les consommables, offrant des conseils d'experts sur les solutions HIP et CIP pour améliorer la performance et l'efficacité de vos matériaux. Contactez-nous dès aujourd'hui pour discuter de vos besoins spécifiques !
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
Les gens demandent aussi
- Pourquoi l'utilisation d'une presse isostatique pour les corps verts LSGM entraîne-t-elle une réduction de la température de frittage ? Améliorer la Densité
- À quoi sert une presse isostatique ? Obtenir une densité uniforme et éliminer les défauts
- Combien de temps dure le pressage isostatique à chaud ? Déverrouiller les variables qui contrôlent le temps de cycle
- Quelle est la fonction d'une presse isostatique à chaud (WIP) dans les cellules à poche entièrement à état solide ? Optimiser la densité de la batterie
- Qu'est-ce que le processus de pressage isostatique ? Obtenez une densité uniforme pour les pièces complexes

















