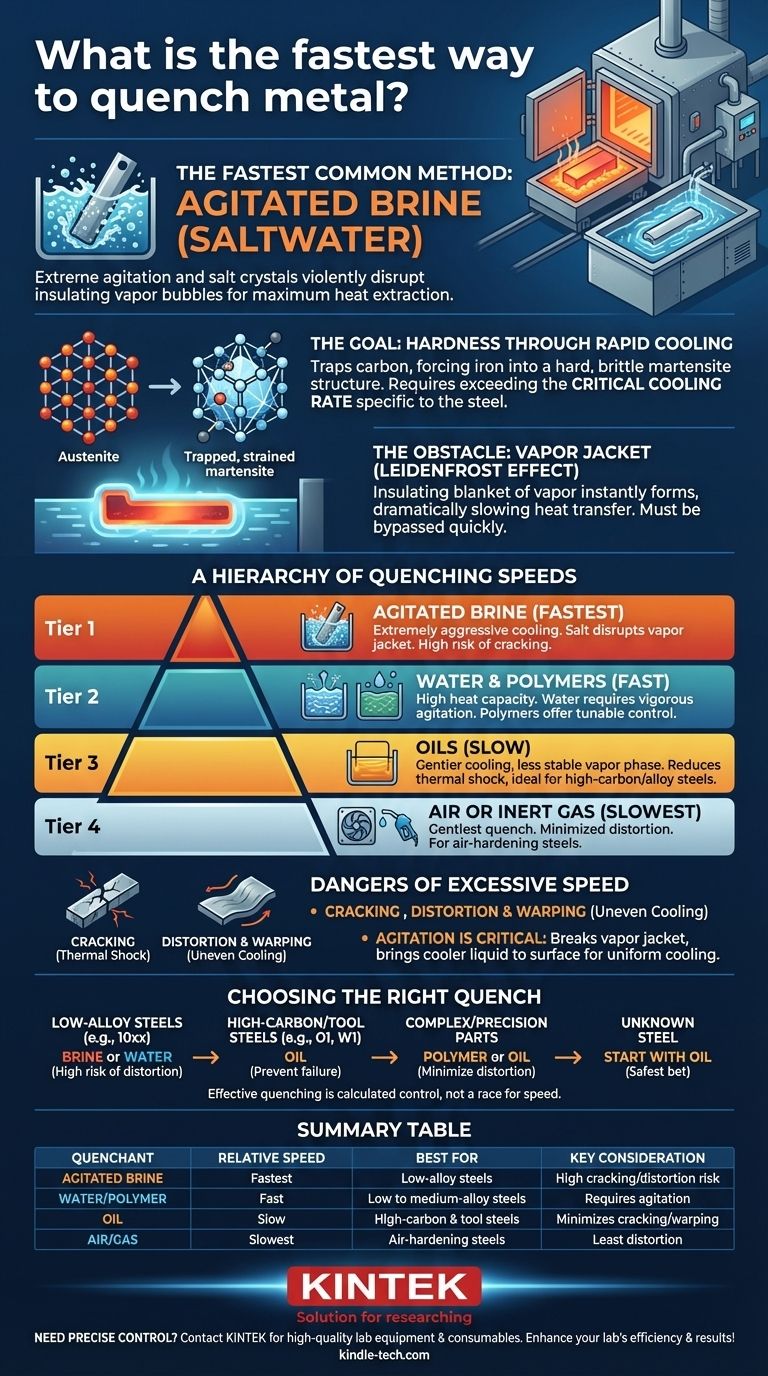
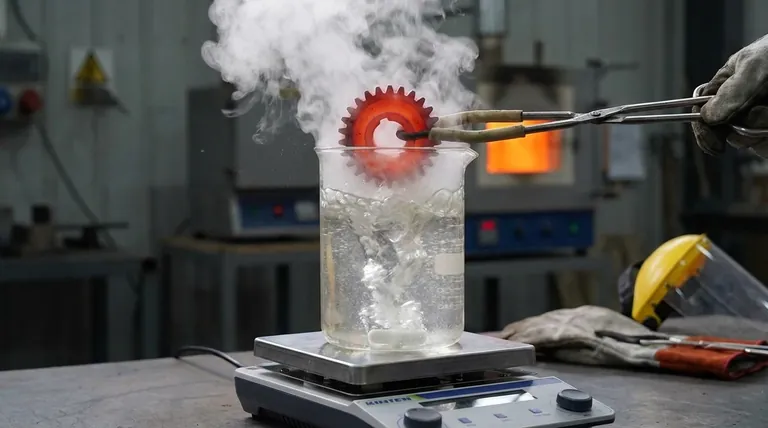
La méthode la plus rapide couramment utilisée pour tremper le métal est de l'immerger dans de la saumure agitée (eau salée). L'agitation extrême et la manière dont les cristaux de sel perturbent la formation de bulles de vapeur isolantes à la surface du métal permettent l'extraction de chaleur la plus rapide possible dans un atelier ou un cadre industriel typique.
Bien que la saumure agitée offre le taux de refroidissement le plus élevé, la recherche de la vitesse est souvent malavisée. Le véritable objectif de la trempe est de refroidir un métal spécifique juste assez vite pour atteindre la dureté désirée — et pas plus vite — car une vitesse excessive est la principale cause de fissuration et de déformation.
Comment la trempe crée la dureté
Pour comprendre la vitesse de trempe, vous devez d'abord comprendre pourquoi nous trempons. Le processus consiste à piéger une structure cristalline spécifique dans l'acier.
L'objectif : Verrouiller la structure de la martensite
Lorsque vous chauffez l'acier au-delà de sa température critique (un état appelé austénitisation), sa structure cristalline interne se transforme en austénite, qui peut dissoudre une grande quantité de carbone.
Si vous le refroidissez lentement, le carbone sort de la solution et forme des structures molles comme la perlite. Pour rendre l'acier dur, vous devez le refroidir si rapidement que les atomes de carbone sont piégés, forçant les cristaux de fer dans une structure dure, cassante et très contrainte appelée martensite.
L'ennemi : La gaine de vapeur
Le plus grand obstacle au refroidissement rapide est l'effet Leidenfrost. Lorsque le métal chaud pénètre dans un agent de trempe liquide, il vaporise instantanément le liquide autour de lui, créant une couverture isolante de vapeur.
Cette "gaine de vapeur" ralentit considérablement le transfert de chaleur. Une trempe réussie dépend de la traversée de cette phase aussi rapidement que possible.
La clé : Le taux de refroidissement critique
Chaque type d'acier a un taux de refroidissement critique — la vitesse minimale requise pour contourner la formation de structures molles et former de la martensite dure. L'objectif est de sélectionner un agent de trempe qui atteint ou dépasse légèrement ce taux pour votre alliage spécifique, mais qui ne le dépasse pas trop au point d'introduire des contraintes destructrices.
Une hiérarchie des vitesses de trempe
Les agents de trempe ne sont pas tous égaux. Leur capacité à extraire la chaleur varie considérablement en fonction de leurs propriétés physiques.
Niveau 1 : Saumure agitée (La plus rapide)
La saumure est plus rapide que l'eau pure car les cristaux de sel perturbent violemment la gaine de vapeur. Lorsque les bulles de vapeur se forment, elles s'effondrent immédiatement, assurant que le liquide est toujours en contact avec la surface du métal. Cela procure un refroidissement extrêmement agressif et rapide.
Niveau 2 : Eau et polymères
L'eau est un agent de trempe très rapide en raison de sa capacité calorifique élevée. Cependant, elle est sujette à la formation d'une gaine de vapeur stable, ce qui peut entraîner un refroidissement inégal et des points mous si elle n'est pas agitée vigoureusement.
Les agents de trempe polymères sont une solution moderne où le taux de refroidissement peut être ajusté en modifiant la concentration de polymère dans l'eau. Ils comblent l'écart entre l'eau et l'huile, offrant plus de contrôle et réduisant le risque de fissuration.
Niveau 3 : Huiles
Les huiles sont un agent de trempe beaucoup plus lent que l'eau. C'est une caractéristique délibérée, pas un défaut. La phase vapeur est moins stable et le taux de refroidissement global est plus doux, ce qui réduit considérablement le choc thermique sur la pièce. C'est essentiel pour les aciers à haute teneur en carbone et fortement alliés qui sont très sujets à la fissuration.
Niveau 4 : Air ou gaz inerte
Certains aciers fortement alliés, connus sous le nom d'aciers "à durcissement à l'air", ont un taux de refroidissement critique si lent qu'ils peuvent être durcis simplement en refroidissant à l'air calme ou forcé. C'est la trempe la plus douce de toutes et elle entraîne le moins de déformation.
Comprendre les compromis : Pourquoi "le plus rapide" est dangereux
Choisir un agent de trempe trop rapide pour votre acier est l'une des erreurs les plus courantes et les plus coûteuses en traitement thermique.
Le risque de choc thermique et de fissuration
Lorsque vous trempez une pièce, la surface se refroidit et se contracte presque instantanément tandis que le noyau reste chaud et dilaté. Cela crée d'immenses contraintes internes. Si le taux de refroidissement est trop extrême, cette contrainte dépassera la résistance du matériau, et la pièce se fissurera, souvent avec un "ping" audible.
Le problème du gauchissement et de la déformation
Même si la pièce ne se fissure pas, un refroidissement inégal ou excessivement rapide peut la faire gauchir et se déformer. Une pièce parfaitement usinée peut devenir inutilisable si elle ne respecte plus ses dimensions requises après le traitement thermique.
L'importance de l'agitation
Quel que soit l'agent de trempe, l'agitation est essentielle. Déplacer la pièce de haut en bas ou de côté (sans tourbillonner) ou disposer d'un système pour pomper l'agent de trempe a deux objectifs : il brise mécaniquement la gaine de vapeur et assure qu'un liquide plus frais est constamment amené à la surface de la pièce. Cela favorise un refroidissement rapide et uniforme.
Choisir la bonne trempe pour votre acier
L'agent de trempe optimal est fonction de la teneur en alliage de l'acier, de l'épaisseur de la section transversale de la pièce et de votre tolérance à la déformation.
- Si votre objectif principal est de durcir des aciers simples à faible alliage (comme la série 10xx) : La saumure ou l'eau peuvent être nécessaires pour dépasser le taux de refroidissement critique, mais vous devez accepter un risque plus élevé de déformation ou de fissuration.
- Si votre objectif principal est de durcir en toute sécurité des aciers à haute teneur en carbone ou des aciers à outils (comme O1, W1 ou 52100) : Une huile de trempe correctement sélectionnée est le bon choix pour éviter une défaillance catastrophique.
- Si votre objectif principal est de minimiser la déformation dans une pièce complexe ou de haute précision : Une trempe polymère ou à l'huile offre le contrôle nécessaire pour atteindre la dureté tout en préservant la géométrie de la pièce.
- Si vous travaillez avec un acier inconnu : Commencez toujours par l'agent de trempe le plus lent (huile). S'il ne durcit pas, vous pouvez le redurcir et essayer un milieu plus rapide, mais vous ne pouvez pas annuler une fissure.
Une trempe efficace n'est pas une course à la vitesse, mais un contrôle calculé du refroidissement pour répondre aux besoins spécifiques de votre matériau.
Tableau récapitulatif :
| Type d'agent de trempe | Vitesse relative | Idéal pour | Considération clé |
|---|---|---|---|
| Saumure agitée | Le plus rapide | Aciers à faible alliage | Risque élevé de fissuration/déformation |
| Eau/Polymère | Rapide | Aciers à faible à moyen alliage | Nécessite une agitation pour l'uniformité |
| Huile | Lent | Aciers à haute teneur en carbone et à outils | Minimise la fissuration et le gauchissement |
| Air/Gaz | Le plus lent | Aciers à durcissement à l'air | Moins de déformation, pour des alliages spécifiques |
Besoin d'un contrôle précis de votre processus de traitement thermique ? Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables de haute qualité adaptés aux besoins de votre laboratoire. Que vous travailliez avec des huiles de trempe, des polymères ou des fours spécialisés, nos solutions vous garantissent d'atteindre la dureté parfaite pour vos matériaux sans risque de fissuration ou de déformation. Contactez-nous dès aujourd'hui pour trouver l'équipement adapté à votre acier et à votre application spécifiques – améliorons ensemble l'efficacité et les résultats de votre laboratoire ! Contactez-nous maintenant
Guide Visuel