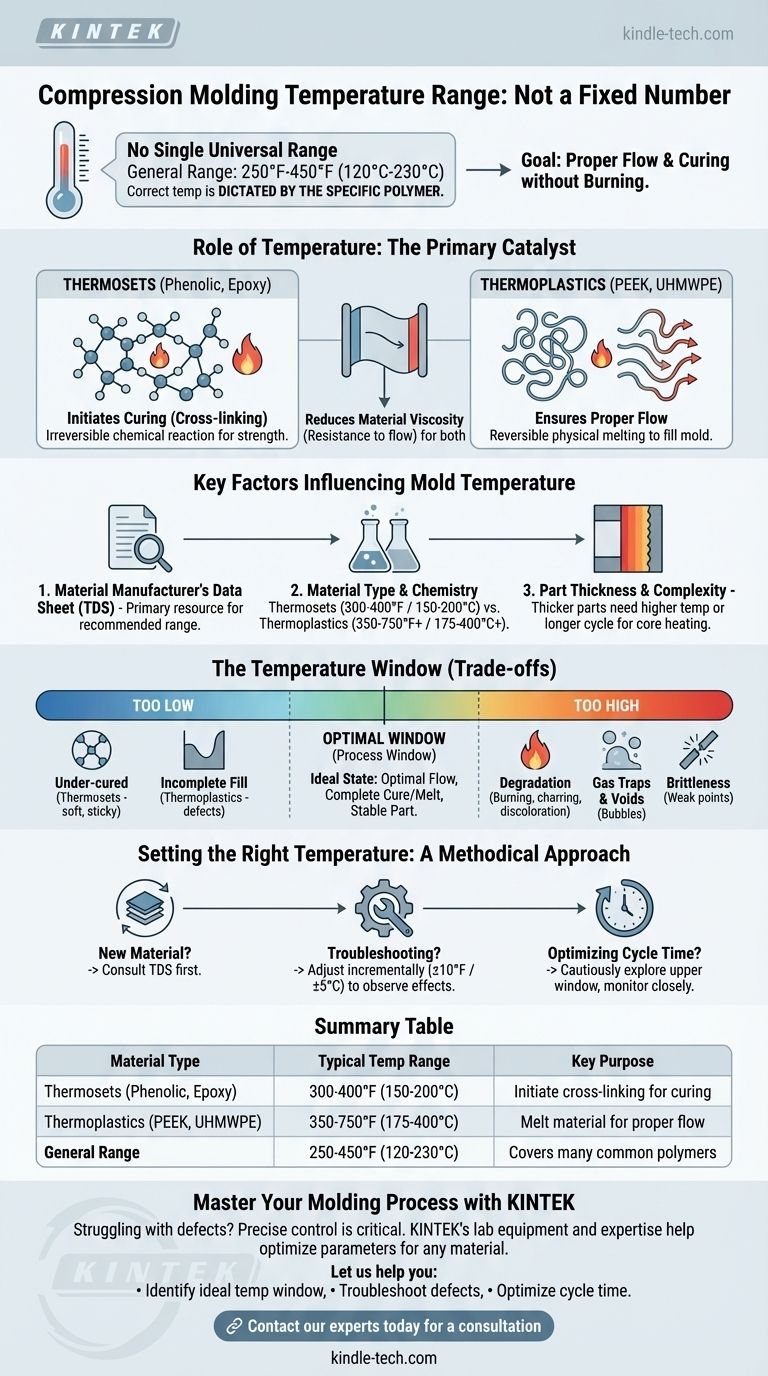
En moulage par compression, il n'existe pas de plage de températures universelle unique. Bien qu'une plage générale de 250°F à 450°F (120°C à 230°C) couvre de nombreux matériaux courants, la température correcte est entièrement dictée par le polymère spécifique que vous utilisez. L'objectif principal est de chauffer le matériau suffisamment pour obtenir un écoulement et un durcissement appropriés sans le brûler ou le dégrader.
La température correcte pour le moulage par compression n'est pas un réglage fixe mais une variable de processus critique. Elle est déterminée par les propriétés chimiques du matériau, l'objectif étant d'obtenir un écoulement optimal et une réticulation complète (pour les thermodurcissables) ou une fusion (pour les thermoplastiques) sans causer de dommages thermiques.

Le rôle de la température dans le processus de moulage
La température est le catalyseur principal du moulage par compression. Elle ne se contente pas de ramollir le matériau ; elle initie des changements chimiques et physiques fondamentaux nécessaires à la formation d'une pièce stable.
Initiation du processus de durcissement (Thermodurcissables)
Pour les matériaux thermodurcissables comme les phénoliques, les silicones et les époxydes, la chaleur déclenche une réaction chimique irréversible appelée réticulation. Cette réaction forme des liaisons moléculaires fortes, transformant le matériau brut d'un état malléable en une pièce finale dure, solide et résistante à la chaleur. La température doit être suffisamment élevée pour démarrer et compléter cette réaction dans un délai pratique.
Assurer un écoulement approprié (Thermoplastiques)
Pour les matériaux thermoplastiques comme le PEEK ou l'UHMWPE, la chaleur a un but différent. Elle élève la température du matériau au-dessus de son point de fusion, lui permettant de ramollir et de s'écouler sous pression pour remplir chaque détail de la cavité du moule. Contrairement aux thermodurcissables, ce changement est physique et réversible.
Réduction de la viscosité du matériau
Dans les deux cas, la chaleur réduit la viscosité (résistance à l'écoulement) du polymère. L'obtention de la viscosité correcte est essentielle. Si la viscosité est trop élevée, le matériau ne remplira pas complètement le moule, ce qui entraînera des défauts. Si elle est trop faible, cela peut entraîner d'autres problèmes comme la bavure.
Facteurs clés influençant la température du moule
La détermination de la température précise nécessite de consulter plusieurs facteurs clés. Le matériau lui-même est la variable la plus importante.
Fiche technique du fabricant du matériau
C'est votre ressource la plus importante. La fiche technique (TDS) fournie par le fabricant du matériau spécifiera la plage de températures de moulage recommandée. Commencez toujours par là, car cette plage est basée sur des tests de laboratoire approfondis pour cette formulation de polymère spécifique.
Type de matériau : Thermodurcissable vs. Thermoplastique
La famille chimique du polymère est le principal déterminant.
- Les thermodurcissables (par exemple, phénolique, époxy, caoutchouc silicone) durcissent généralement dans une plage de 300°F à 400°F (150°C à 200°C).
- Les thermoplastiques (par exemple, PEEK, UHMWPE) nécessitent des températures plus élevées pour fondre complètement, souvent dans la plage de 350°F à 750°F (175°C à 400°C) ou plus, selon le polymère spécifique.
Épaisseur et complexité de la pièce
Les pièces plus épaisses nécessitent plus d'énergie pour chauffer le cœur du matériau à la température cible. Pour les sections épaisses, vous devrez peut-être utiliser une température de moule légèrement plus élevée ou un temps de cycle (maintien) significativement plus long pour vous assurer que la pièce est entièrement durcie ou fondue de bout en bout.
Comprendre les compromis : la fenêtre de température
La température idéale est rarement un seul chiffre, mais une "fenêtre de processus". Opérer en dehors de cette fenêtre entraînera des défaillances prévisibles.
Que se passe-t-il lorsque la température est trop basse ?
Une température de moulage insuffisante empêche le matériau d'atteindre son état idéal.
- Pour les thermodurcissables : Cela entraîne une pièce sous-durcie. La pièce peut être molle, collante ou cassante et manquera de sa résistance, de sa résistance chimique et de sa stabilité thermique prévues.
- Pour les thermoplastiques : Le matériau sera trop visqueux, ce qui entraînera un remplissage incomplet (pièces courtes), une mauvaise finition de surface et des points faibles où les fronts de matière n'ont pas fusionné correctement.
Que se passe-t-il lorsque la température est trop élevée ?
Une chaleur excessive est tout aussi dommageable qu'une chaleur insuffisante.
- Dégradation du matériau : Tous les polymères ont une température à laquelle ils commencent à se décomposer chimiquement. Cela peut apparaître sous forme de brûlure, de carbonisation ou de décoloration.
- Pièges à gaz et vides : Une surchauffe peut provoquer un dégazage excessif du matériau, créant des bulles et des vides qui affaiblissent la pièce.
- Fragilité : Même s'il n'est pas visiblement brûlé, une surchauffe peut endommager les chaînes polymères, entraînant une pièce cassante qui cède sous contrainte.
Réglage de la bonne température pour votre projet
Pour déterminer la température optimale, votre approche doit être méthodique et basée sur les spécifications du matériau.
- Si votre objectif principal est de traiter un nouveau matériau : Commencez toujours par consulter la fiche technique du fabricant pour la plage de températures recommandée.
- Si votre objectif principal est de résoudre des problèmes de qualité : Ajustez systématiquement la température par petits incréments (par exemple, ±10°F ou ±5°C) dans la fenêtre recommandée pour observer l'effet sur les défauts.
- Si votre objectif principal est d'optimiser le temps de cycle : Après avoir trouvé un processus stable, vous pouvez explorer prudemment l'extrémité supérieure de la fenêtre de température du matériau pour potentiellement réduire le temps de durcissement, mais surveillez attentivement tout signe de dégradation.
En fin de compte, maîtriser le contrôle de la température consiste à comprendre le comportement de votre matériau spécifique, et non à trouver un seul chiffre universel.
Tableau récapitulatif :
| Type de matériau | Plage de températures typique | Objectif clé |
|---|---|---|
| Thermodurcissables (Phénolique, Époxy) | 300°F - 400°F (150°C - 200°C) | Initier la réticulation pour le durcissement |
| Thermoplastiques (PEEK, UHMWPE) | 350°F - 750°F (175°C - 400°C) | Faire fondre le matériau pour un écoulement approprié |
| Plage générale | 250°F - 450°F (120°C - 230°C) | Couvre de nombreux polymères courants |
Maîtrisez votre processus de moulage avec KINTEK
Vous rencontrez des problèmes avec des thermodurcissables sous-durcis ou des remplissages incomplets avec des thermoplastiques ? Le contrôle précis de la température de votre processus de moulage par compression est essentiel pour la qualité des pièces et l'efficacité de la production.
Chez KINTEK, nous sommes spécialisés dans les équipements de laboratoire et les consommables qui vous aident à obtenir des résultats parfaits. Notre expertise soutient les laboratoires dans l'optimisation de leurs paramètres de moulage pour tout matériau, des polymères courants aux plastiques techniques haute performance.
Laissez-nous vous aider à :
- Identifier la fenêtre de température idéale pour votre matériau spécifique
- Résoudre les défauts courants comme les brûlures, les pièces courtes ou la fragilité
- Optimiser votre temps de cycle sans compromettre l'intégrité de la pièce
Contactez nos experts dès aujourd'hui pour une consultation personnalisée et découvrez comment les solutions de KINTEK peuvent améliorer les capacités de votre laboratoire et garantir des résultats de moulage par compression impeccables.
Guide Visuel
Produits associés
- Moule de Presse à Billes pour Laboratoire
- Moule de pressage bidirectionnel rond pour laboratoire
- Presse à pastilles de poudre de laboratoire à anneau en plastique XRF & KBR pour FTIR
- Moule de presse anti-fissuration pour usage en laboratoire
- Moule de pressage de pastilles de poudre de laboratoire à anneau en acier XRF & KBR pour FTIR
Les gens demandent aussi
- Qu'est-ce que la méthode du moule à pression ? Un guide pour des formes céramiques cohérentes et détaillées
- Quels sont les avantages de l'utilisation d'une presse hydraulique de laboratoire pour le pressage à chaud ? Atteindre une densité maximale de nanocomposites
- Comment utiliser un moule de pressage ? Maîtriser l'art de créer des formes céramiques cohérentes
- Pourquoi les moules de pression avec des parois intérieures en résine non conductrice sont-ils requis pour les tests de batterie ? Assurer l'exactitude des données
- Quel rôle joue une presse hydraulique chauffante de laboratoire dans les panneaux composites à base de balle de riz ? Atteindre la densité structurelle

















