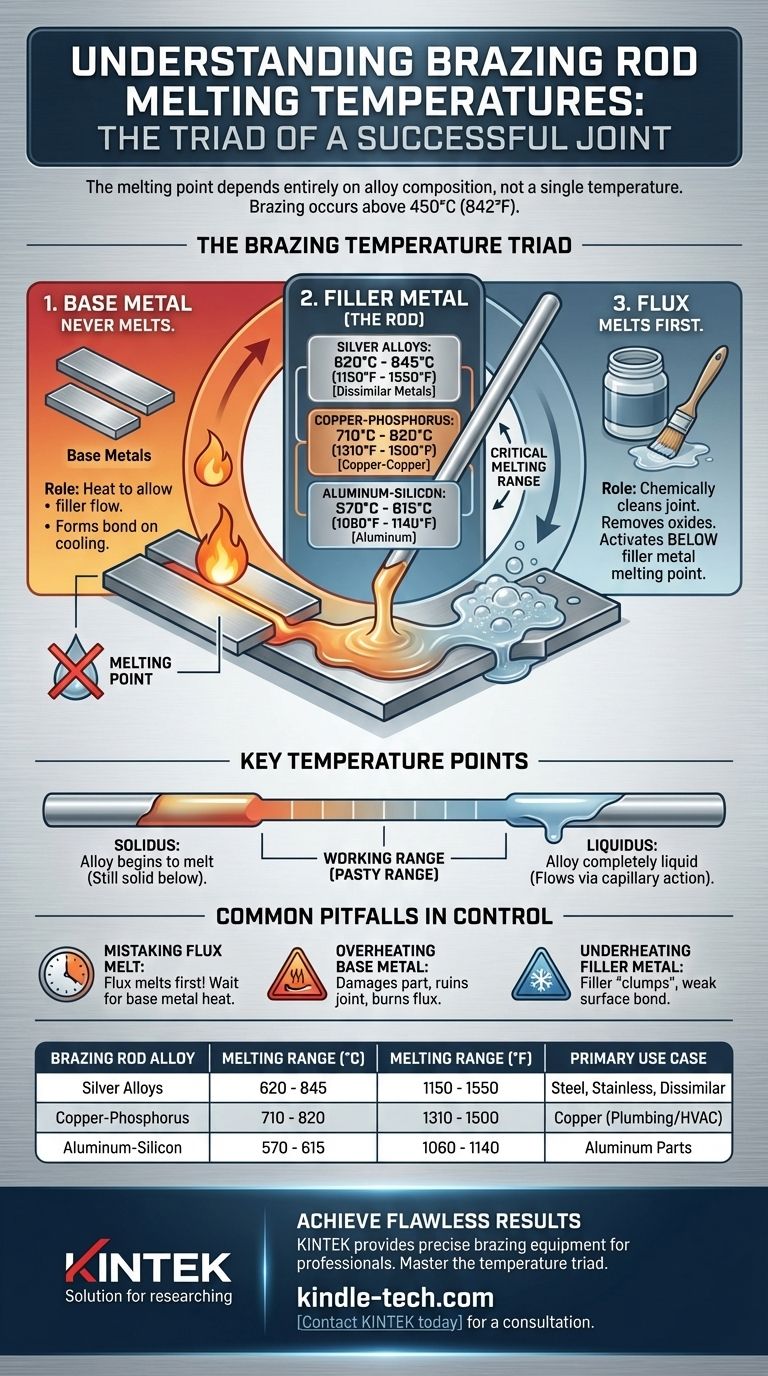
Le point de fusion d'une baguette de brasage dépend entièrement de la composition spécifique de son alliage. Par définition, le processus de brasage utilise un métal d'apport qui fond au-dessus de 450°C (842°F) mais en dessous du point de fusion des métaux de base à assembler. Il n'y a donc pas de température unique ; une baguette à base d'argent fondra à une température différente de celle d'une baguette en cuivre-phosphore ou en aluminium-silicium.
Le principe fondamental du brasage est une hiérarchie de températures contrôlée : le flux doit fondre en premier pour nettoyer le joint, suivi du métal d'apport (baguette), tout en maintenant les métaux de base solides. Un brasage réussi dépend de la compréhension de cette séquence, et pas seulement d'un point de fusion unique.

La triade de températures de brasage
Un joint brasé solide est créé par l'interaction de trois éléments clés, chacun ayant un rôle distinct lié à la température. Le processus est une séquence, pas un événement unique.
Le rôle du métal de base
Les métaux de base sont les pièces que vous avez l'intention d'assembler. Lors du brasage, les métaux de base ne doivent jamais atteindre leur point de fusion.
Leur rôle est de devenir suffisamment chauds pour permettre au métal d'apport fondu de s'écouler dans le joint par capillarité, formant une liaison métallurgique solide lors du refroidissement.
Le métal d'apport (la baguette de brasage)
Il s'agit de la baguette de brasage elle-même. Sa plage de fusion est le facteur le plus critique et varie considérablement selon le type.
- Alliages d'argent : Un choix courant pour l'assemblage de métaux dissemblables comme l'acier et le cuivre. Les plages de fusion se situent généralement entre 620°C et 845°C (1150°F et 1550°F).
- Alliages cuivre-phosphore : Souvent utilisés pour l'assemblage de cuivre sur cuivre sans flux. Ils fondent dans la plage de 710°C à 820°C (1310°F à 1500°F).
- Alliages aluminium-silicium : Spécifiquement pour le brasage de l'aluminium. Ceux-ci fondent à une plage inférieure, autour de 570°C à 615°C (1060°F à 1140°F), ce qui est juste en dessous du point de fusion de l'aluminium.
La fonction du flux
Le flux est un agent de nettoyage chimique. Son rôle est d'éliminer les oxydes de la surface des métaux de base afin que le métal d'apport puisse se lier correctement.
Il est crucial que le flux soit conçu pour fondre et devenir actif à une température inférieure au point de fusion du métal d'apport. La température que vous avez citée, 565-572°C (1049-1062°F), est une plage de fusion typique pour un flux de brasage, et non pour la baguette de brasage elle-même.
Points de température clés à comprendre
Lorsque vous consultez une fiche technique pour une baguette de brasage, vous verrez deux températures indiquées. Comprendre les deux est essentiel pour une technique appropriée.
La température 'Solidus'
C'est la température à laquelle l'alliage commence tout juste à fondre. En dessous de ce point, le métal d'apport est complètement solide.
La température 'Liquidus'
C'est la température à laquelle l'alliage devient complètement liquide. Un écoulement correct dans le joint par capillarité ne se produira qu'à ou au-dessus de cette température.
Pourquoi la plage de travail est importante
L'écart de température entre le solidus et le liquidus est la "plage de travail" ou "plage pâteuse" de l'alliage. Les alliages avec un petit écart passent rapidement de l'état solide à l'état liquide, ce qui est idéal pour les joints ajustés. Un écart plus large permet plus de temps pour travailler le métal d'apport dans un joint plus grand avant qu'il ne se solidifie complètement.
Pièges courants dans le contrôle de la température
Atteindre la bonne température est le défi le plus courant en brasage. Une mauvaise compréhension du processus conduit à des joints défectueux.
Confondre la fusion du flux avec la température de brasage
L'erreur la plus fréquente est de voir le flux fondre et bouillonner, puis d'appliquer immédiatement la baguette de brasage. Les métaux de base ne sont pas encore assez chauds pour que le métal d'apport s'écoule correctement. La fusion du flux est simplement votre indicateur que le joint approche de la bonne température de brasage.
Surchauffer le métal de base
Appliquer trop de chaleur pendant trop longtemps peut endommager ou déformer les métaux de base. Dans les cas extrêmes, vous pouvez faire fondre la pièce, ce qui ruine le joint et la pièce. Cela peut également brûler le flux, laissant le joint sans protection contre l'oxydation.
Sous-chauffer le métal d'apport
Si les métaux de base ne sont pas assez chauds lorsque vous introduisez la baguette, le métal d'apport va "s'agglomérer" et ne pas s'écouler dans le joint. Il en résulte une liaison faible et peu fiable qui reste en surface plutôt que de pénétrer l'espace.
Adapter votre baguette à votre objectif
La baguette et la température correctes sont dictées par les matériaux que vous assemblez.
- Si votre objectif principal est d'assembler des tuyaux en cuivre pour la plomberie ou le CVC : Utilisez une baguette cuivre-phosphore. Celles-ci sont économiques et auto-décapantes sur le cuivre, ce qui simplifie le processus.
- Si votre objectif principal est d'assembler de l'acier, de l'acier inoxydable ou des métaux dissemblables : Un alliage de brasage à base d'argent est le choix le plus polyvalent et le plus fiable en raison de sa résistance et de son point de fusion plus bas.
- Si votre objectif principal est d'assembler des pièces en aluminium : Vous devez utiliser un alliage d'apport aluminium-silicium spécialisé et son flux correspondant, car la fenêtre de température est très étroite.
En fin de compte, un brasage réussi est obtenu en chauffant le métal de base uniformément, permettant à la chaleur de la pièce – et non à la flamme – de faire fondre la baguette d'apport.
Tableau récapitulatif :
| Alliage de baguette de brasage | Plage de fusion courante (°C) | Plage de fusion courante (°F) | Cas d'utilisation principal |
|---|---|---|---|
| Alliages d'argent | 620°C - 845°C | 1150°F - 1550°F | Assemblage d'acier, d'acier inoxydable, de métaux dissemblables |
| Alliages cuivre-phosphore | 710°C - 820°C | 1310°F - 1500°F | Assemblage de cuivre sur cuivre (courant en plomberie/CVC) |
| Alliages aluminium-silicium | 570°C - 615°C | 1060°F - 1140°F | Assemblage de pièces en aluminium |
Obtenez des résultats de brasage impeccables avec le bon équipement
Comprendre les points de fusion précis de vos baguettes de brasage n'est que la moitié du chemin. Des joints cohérents et de haute qualité nécessitent un équipement de chauffage fiable et précis.
KINTEK est spécialisé dans l'équipement de laboratoire et d'atelier, y compris les torches de brasage et les systèmes de contrôle de la température conçus pour les professionnels qui exigent de la précision. Nous fournissons les outils dont vous avez besoin pour maîtriser la triade des températures – garantissant que votre flux, votre métal d'apport et vos métaux de base interagissent parfaitement pour des liaisons solides et durables à chaque fois.
Laissez-nous vous aider à améliorer votre processus de brasage. Que vous travailliez dans le CVC, la plomberie ou la fabrication métallique spécialisée, notre expertise vous assure d'avoir le bon équipement pour vos alliages et applications spécifiques.
Contactez KINTEL dès aujourd'hui pour une consultation sur les solutions de brasage idéales pour les besoins de votre atelier ou de votre laboratoire.
Guide Visuel
Produits associés
- Supports personnalisés en PTFE pour la laboratoire et le traitement des semi-conducteurs
- Moule spécial de presse à chaud pour laboratoire
- Fabricant de pièces personnalisées en PTFE Téflon pour brucelles en PTFE
- Plaques céramiques de forme spéciale en alumine-zircone sur mesure pour le traitement avancé de céramiques fines d'ingénierie
- Séparateur en polyéthylène pour batterie au lithium
Les gens demandent aussi
- Comment prévenir la corrosion du porte-échantillon lors de l'utilisation de produits chimiques corrosifs ? Protégez l'intégrité de votre laboratoire
- Quelles sont les méthodes de nettoyage recommandées et interdites pour le support d'électrode en PTFE ? Protégez votre équipement de laboratoire
- Quelles sont les limitations de température et de pression pour l'utilisation du porte-échantillon ? Guide essentiel pour la sécurité en laboratoire
- Quelles sont les exigences de stockage pour le support d'électrode en PTFE après le nettoyage ? Préserver la pureté et la longévité de l'équipement
- Qu'est-ce qu'un matériau de substrat pour le dépôt chimique en phase vapeur ? La base pour des films minces de haute qualité