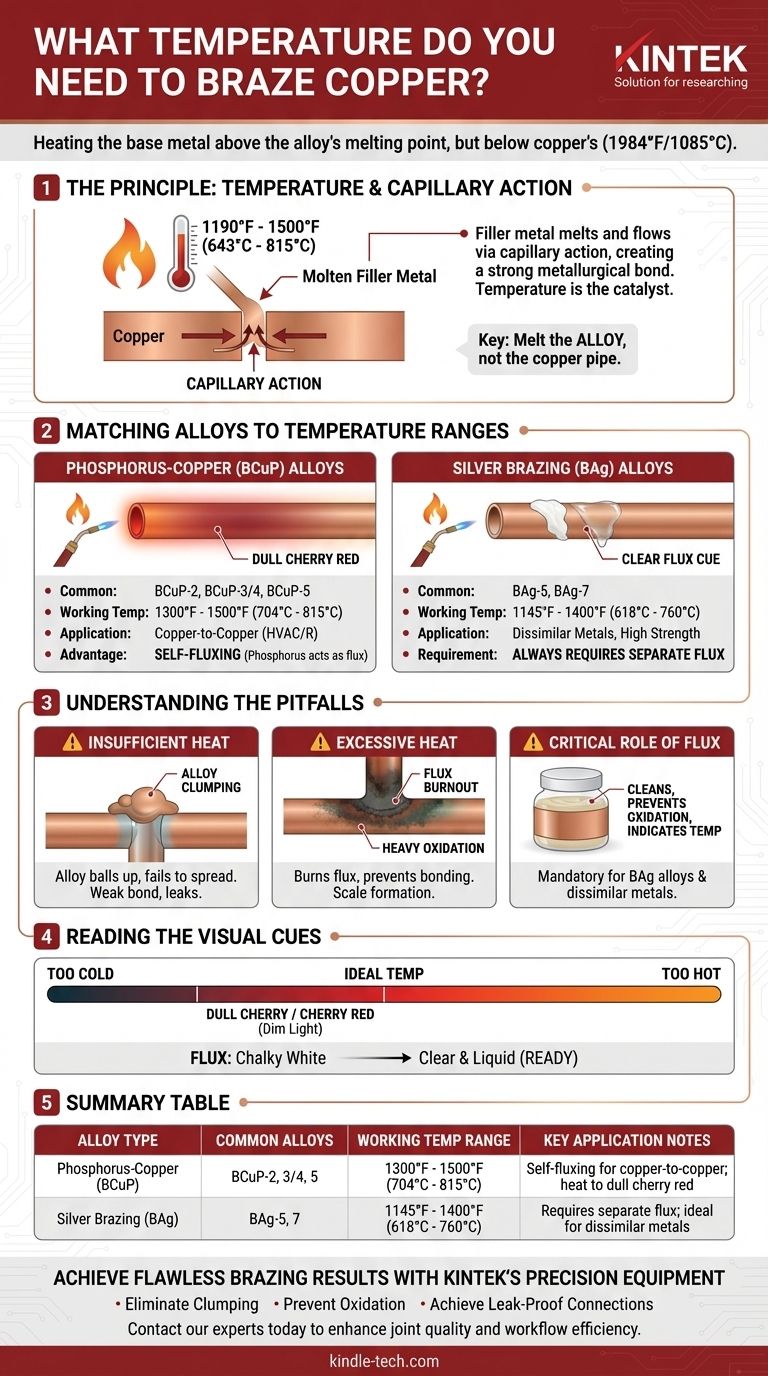
Pour braser le cuivre, vous devez chauffer le métal de base à une température supérieure au point de fusion de l'alliage de brasure choisi, mais inférieure au point de fusion du cuivre lui-même. Cette température de travail se situe généralement entre 1190°F et 1500°F (643°C et 815°C), dépendant entièrement du métal d'apport spécifique que vous utilisez. La clé est de faire fondre l'alliage, et non le tuyau en cuivre.
La question n'est pas seulement « quelle température », mais « quelle température est appropriée pour mon alliage de brasure spécifique ? » L'alliage dicte la température cible, et atteindre cette chaleur précise fait la différence entre un joint parfait et étanche et un échec total.

Le Principe : Pourquoi la Température Est Plus Qu'un Simple Chiffre
Le brasage crée une liaison métallurgique souvent plus solide que les métaux de base assemblés. Ce processus repose sur un principe appelé action capillaire, où le métal d'apport en fusion est aspiré dans l'espace étroit entre les deux pièces de cuivre. La température est le catalyseur de tout ce processus.
Le Rôle du Métal d'Apport
Contrairement au soudage, le brasage ne fait pas fondre le métal de base (le cuivre). Au lieu de cela, vous ne faites fondre qu'un métal d'apport, souvent appelé baguette ou alliage de brasure. Chaque alliage possède une plage de température spécifique à laquelle il devient liquide et s'écoule correctement.
Atteindre l'Action Capillaire
Pour que l'action capillaire fonctionne, le cuivre doit être suffisamment chaud pour faire fondre instantanément la baguette de brasure au contact. Si le cuivre est trop froid, l'alliage va « s'agglomérer » et ne parviendra pas à pénétrer le joint. La température idéale crée une action de « mouillage », permettant à l'alliage liquide de se répartir uniformément sur les surfaces métalliques.
Le Danger de la Surchauffe
Le point de fusion du cuivre est de 1984°F (1085°C). Bien qu'il soit peu probable que vous fassiez fondre le tuyau avec un chalumeau standard, la surchauffe est une erreur courante et sérieuse. Une chaleur excessive provoque une oxydation de surface importante, ce qui empêche le métal d'apport de se lier. Elle peut également brûler le décapant nécessaire au processus et potentiellement affaiblir le cuivre lui-même.
Adapter les Alliages de Brasage aux Plages de Température
L'alliage spécifique que vous choisissez est déterminé par votre application (par exemple, CVC, plomberie, assemblage de métaux dissemblables). Ce choix dicte ensuite votre température cible.
Alliages Phosphore-Cuivre (BCuP)
Ce sont les alliages les plus courants pour assembler du cuivre sur du cuivre, en particulier dans les domaines CVC et réfrigération. Leur principal avantage est que le phosphore agit comme un agent de décapage, ce qui signifie qu'aucun décapant séparé n'est nécessaire pour les joints cuivre-cuivre.
- Alliages courants : BCuP-2 (0% argent), BCuP-3/4 (5-6% argent), BCuP-5 (15% argent).
- Température de travail : Généralement 1300°F à 1500°F (704°C à 815°C).
- Indice visuel : Chauffez le cuivre jusqu'à ce qu'il devienne rouge cerise pâle à terne.
Alliages de Brasage Argenté (BAg)
Souvent appelés « soudure à l'argent » (terme techniquement incorrect mais courant), ces alliages sont utilisés pour une plus grande résistance, une meilleure résistance aux vibrations ou pour assembler du cuivre avec d'autres métaux comme le laiton ou l'acier. Ils contiennent des pourcentages variables d'argent.
- Alliages courants : BAg-5 (45% argent), BAg-7 (56% argent).
- Température de travail : Généralement plus basse, de 1145°F à 1400°F (618°C à 760°C).
- Note : Ces alliages nécessitent toujours un décapant séparé, même lors de l'assemblage cuivre sur cuivre.
Comprendre les Compromis et les Pièges
Un brasage réussi nécessite de gérer la chaleur, la propreté et les matériaux. Éviter les erreurs courantes est essentiel.
Le Rôle Critique du Décapant
Sauf si vous utilisez un alliage BCuP sur un joint cuivre-cuivre, le décapant est obligatoire. Le décapant est une pâte chimique qui nettoie la surface, empêche l'oxydation pendant le chauffage et indique quand le métal a atteint la bonne température. Appliquer trop peu de décapant, ou le surchauffer et le brûler, entraînera l'échec du joint.
Le Danger d'une Chaleur Insuffisante
Si le métal de base n'est pas assez chaud, la baguette d'apport ne s'écoulera pas dans le joint. Vous la verrez s'agglomérer et refuser de s'étaler, ce qui entraînera une liaison superficielle sans résistance ni étanchéité. C'est une cause fréquente de fuites.
Les Conséquences d'une Chaleur Excessive
Appliquer trop de chaleur est tout aussi néfaste. Vous brûlerez le décapant, créerez une écaille noire lourde (oxyde cuivrique) sur le cuivre et empêcherez la formation d'une liaison. Cela peut également faire couler le métal d'apport à travers le joint sans le sceller correctement.
Lire les Indices Visuels
Votre outil le plus important est votre œil. Apprendre à lire la couleur du métal et le comportement du décapant est la clé pour maîtriser le brasage.
- Couleur : Pour la plupart des brasages de cuivre, vous recherchez une couleur rouge cerise terne ou rouge cerise dans un environnement peu éclairé. Si le cuivre est orange vif ou jaune, il est beaucoup trop chaud.
- Décapant : Lorsque vous utilisez un décapant, il sèche d'abord et devient blanc crayeux. À mesure que la température augmente, il devient clair et liquide, comme de l'eau. Cette phase « claire » est le signe que le métal de base est prêt pour l'alliage de brasure.
Comment Appliquer Cela à Votre Projet
Votre objectif détermine vos outils et votre température. Choisissez votre approche en fonction des exigences spécifiques du travail.
- Si votre objectif principal est le CVC/R standard (cuivre sur cuivre) : Utilisez un alliage Phosphore-Cuivre (BCuP) auto-décapant et chauffez le joint uniformément jusqu'à obtenir un rouge cerise terne avant d'appliquer la baguette.
- Si votre objectif principal est d'assembler des métaux dissemblables (par exemple, cuivre sur laiton) : Utilisez un alliage à base d'argent (BAg) avec le décapant de brasure blanc approprié, et surveillez le décapant jusqu'à ce qu'il devienne clair et liquide avant d'introduire l'alliage.
- Si votre objectif principal est une résistance maximale du joint ou des vibrations élevées : Choisissez un alliage BAg à haute teneur en argent et concentrez-vous sur un chauffage précis et uniforme pour éviter la surchauffe des pièces tout en assurant une pénétration complète.
En fin de compte, un brasage réussi ne consiste pas à atteindre un chiffre magique sur un thermomètre, mais à comprendre et à contrôler la relation entre votre métal, votre alliage et votre source de chaleur.
Tableau Récapitulatif :
| Type d'alliage de brasure | Alliages courants | Plage de température de travail | Notes d'application clés |
|---|---|---|---|
| Phosphore-Cuivre (BCuP) | BCuP-2, BCuP-3/4, BCuP-5 | 1300°F à 1500°F (704°C à 815°C) | Auto-décapant pour les joints cuivre-cuivre ; chauffer jusqu'au rouge cerise terne |
| Brasage Argenté (BAg) | BAg-5, BAg-7 | 1145°F à 1400°F (618°C à 760°C) | Nécessite un décapant séparé ; idéal pour les métaux dissemblables et la haute résistance |
Obtenez des Résultats de Brasage Impeccables avec l'Équipement de Précision de KINTEK
Que vous travailliez sur des systèmes CVC, de la plomberie ou des assemblages métalliques spécialisés, un contrôle précis de la température est non négociable pour un brasage du cuivre réussi. Chez KINTEK, nous nous spécialisons dans l'équipement de laboratoire et les consommables qui fournissent la chaleur constante et précise requise pour une action capillaire parfaite et des liaisons métallurgiques solides.
Nos solutions de brasage vous aident à :
- Éliminer les agglomérations et les joints défectueux grâce à un contrôle précis de la température
- Prévenir l'oxydation et la brûlure du décapant grâce à une répartition uniforme de la chaleur
- Obtenir des connexions étanches avec des résultats fiables et reproductibles
Nous servons les professionnels dans les domaines suivants : CVC/R, plomberie, fabrication métallique et laboratoires de recherche qui exigent un équipement à la hauteur de leur expertise technique.
Prêt à transformer votre processus de brasage ? Contactez nos experts dès aujourd'hui pour discuter de la manière dont l'équipement spécialisé de KINTEK peut améliorer la qualité de vos joints et l'efficacité de votre flux de travail.
Guide Visuel