
Le fantôme dans le composant
Imaginez un isolant céramique haute performance, conçu avec précision pour une application aérospatiale critique. Il semble parfait. Il passe toutes les inspections de surface. Mais au cœur de sa structure se trouve une région microscopique de densité plus faible – un fantôme laissé par une pression inégale lors de sa formation.
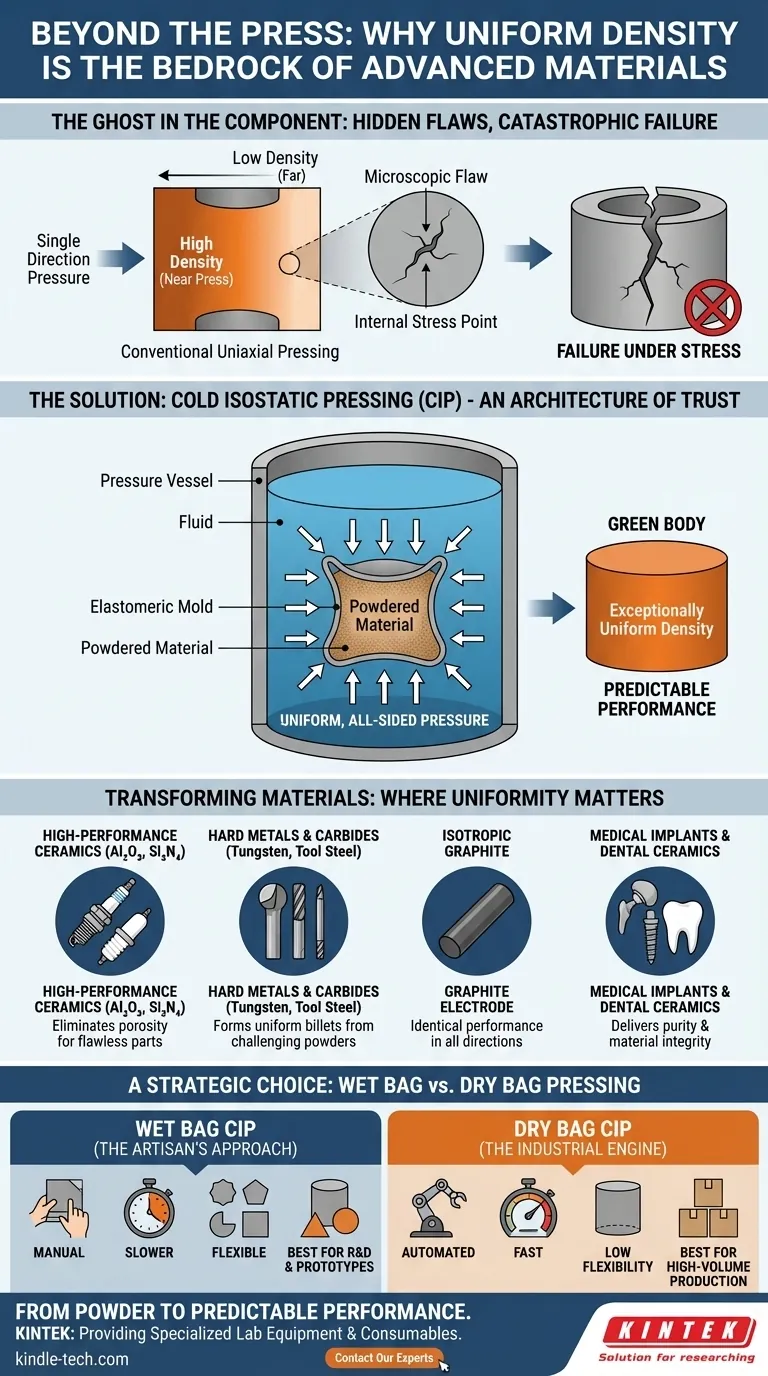
Sous des contraintes électriques ou thermiques extrêmes, ce défaut caché devient l'épicentre de la défaillance. Une fissure se propage. Le composant échoue.
Ce n'est pas une défaillance du matériau lui-même. C'est une défaillance du processus. C'est un rappel brutal que dans le monde des matériaux avancés, ce que vous ne pouvez pas voir peut absolument vous briser.
La psychologie de l'uniformité
Les ingénieurs obsèdent sur l'uniformité pour une raison qui va au-delà des simples spécifications. Il s'agit de prévisibilité. Il s'agit de confiance.
Lorsque vous appliquez une pression d'une seule direction, comme dans le pressage uniaxial conventionnel, vous créez des gradients. Les particules les plus proches de la presse sont compactées étroitement, tandis que celles plus éloignées le sont moins. Cela introduit des contraintes internes et des points faibles imprévisibles. Cela intègre l'incertitude au cœur même du composant.
Le désir d'une pression uniforme et multidirectionnelle est un désir d'éliminer cette incertitude. C'est un engagement à créer une pièce aussi solide à l'intérieur qu'elle en a l'air à l'extérieur.
Pressage Isostatique à Froid : une architecture de confiance
Le pressage isostatique à froid (CIP) est la solution élégante à ce problème fondamental. Le principe est simple, mais son impact est profond.
Le mécanisme de la perfection
- La matière pulvérulente est scellée dans un moule souple en élastomère.
- Ce moule est immergé dans une chambre de pression remplie de liquide.
- Le liquide est pressurisé – souvent à des milliers de fois la pression atmosphérique.
Comme la pression est transmise par un liquide, elle s'exerce uniformément sur chaque point de la surface du moule. Le résultat est une pièce pré-frittée, ou "corps vert", d'une densité exceptionnellement uniforme. Il n'y a pas de gradients cachés, pas de faiblesses intégrées.
Où ce principe transforme les matériaux
Cette méthode n'est pas une technique de niche ; c'est un processus fondamental pour les matériaux où la défaillance n'est pas une option.
-
Céramiques haute performance (Al₂O₃, Si₃N₄) : Pour des composants tels que les culots de bougies d'allumage ou les isolants électriques, la porosité est l'ennemi. Le CIP garantit que le corps vert est uniformément dense, ce qui est essentiel pour créer une pièce finale sans défaut et sans vide après cuisson.
-
Métaux durs et carbures (Tungstène, Acier à outils) : Ces matériaux résistent au pressage conventionnel. Le CIP est utilisé pour former des billettes uniformes à partir de ces poudres difficiles, souvent comme première étape critique avant un processus à haute température finale comme le pressage isostatique à chaud (HIP).
-
Graphite isotrope : Pour des applications telles que les électrodes de haute pureté, les performances doivent être identiques dans toutes les directions. Le CIP compacte les particules de graphite sans créer de direction de grain préférentielle, garantissant une conductivité thermique et électrique prévisible.
-
Implants médicaux et céramiques dentaires : Dans les composants biocompatibles, l'intégrité du matériau est non négociable. Le CIP fournit la pureté et l'uniformité structurelle requises pour les pièces qui seront à l'intérieur du corps humain.
Un choix stratégique : sac humide vs sac sec
La philosophie de la pression uniforme est appliquée par deux méthodes distinctes, représentant un compromis classique entre polyvalence et échelle.
L'approche de l'artisan : le pressage par sac humide
Dans la méthode du sac humide, chaque moule scellé est manuellement immergé dans le récipient sous pression. Ce processus est plus lent et plus exigeant en main-d'œuvre.
Cependant, sa force réside dans son immense flexibilité. Il est idéal pour les prototypes, les petites séries de production et la création d'une grande variété de formes complexes. C'est l'outil de la recherche et du développement.
Le moteur industriel : le pressage par sac sec
Dans la méthode du sac sec, le moule souple fait partie intégrante du récipient sous pression lui-même. La poudre est chargée, le système est scellé et la pression est appliquée dans un cycle rapide et répétable.
Cette approche est conçue pour la vitesse et l'automatisation, ce qui en fait la norme pour la fabrication à haut volume de pièces standardisées, comme les millions d'isolants de bougies d'allumage produits chaque année.
| Caractéristique | CIP par sac humide | CIP par sac sec |
|---|---|---|
| Processus | Chargement manuel du moule dans le récipient | Moule intégré, chargement automatisé de la poudre |
| Vitesse | Plus lent, débit inférieur | Rapide, débit élevé |
| Flexibilité | Élevée ; idéal pour diverses formes et tailles | Faible ; conçu pour des pièces spécifiques et répétées |
| Idéal pour | R&D, prototypes, séries petites et complexes | Production à haut volume et standardisée |
De la poudre à la performance prévisible
Atteindre une uniformité parfaite n'est pas seulement un objectif technique ; c'est le fondement de la fiabilité. Le choix du processus – et de l'équipement qui le permet – est donc l'une des décisions les plus critiques dans la fabrication de composants avancés.
Chez KINTEK, nous fournissons l'équipement de laboratoire spécialisé et les consommables qui transforment le potentiel en poudre en réalité solide et fiable. Comprendre les différences subtiles mais critiques entre les méthodes et les matériaux permet une véritable innovation.
Si votre travail dépend de la création de composants auxquels vous pouvez faire confiance, vous assurer d'avoir le bon processus est la première et la plus critique étape. Pour une expertise dans la sélection et la mise en œuvre de l'équipement adapté à votre application, Contactez nos experts.
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
Articles associés
- Étapes de l'opération de pressage isostatique divisée
- Principe et procédé de pressage isostatique à froid
- Sélection d'un équipement de pressage isostatique pour le moulage à haute densité
- Au-delà de la matrice : L'avantage invisible du pressage isostatique à froid
- Comprendre le pressage isostatique à froid de la céramique de zircone












