Oui, vous pouvez braser sous vide. Ce processus, connu sous le nom de brasage sous vide, est une méthode hautement contrôlée réalisée à l'intérieur d'un four scellé. En éliminant l'oxygène et d'autres gaz réactifs, l'environnement sous vide empêche l'oxydation et permet au métal d'apport de créer une liaison exceptionnellement solide et propre sans avoir besoin de flux chimique.
La fonction essentielle du vide en brasage est de créer un environnement ultra-pur. En éliminant l'atmosphère plutôt que de simplement la remplacer, vous supprimez la cause première de l'oxydation, permettant des liaisons métallurgiques supérieures sur les composants critiques.

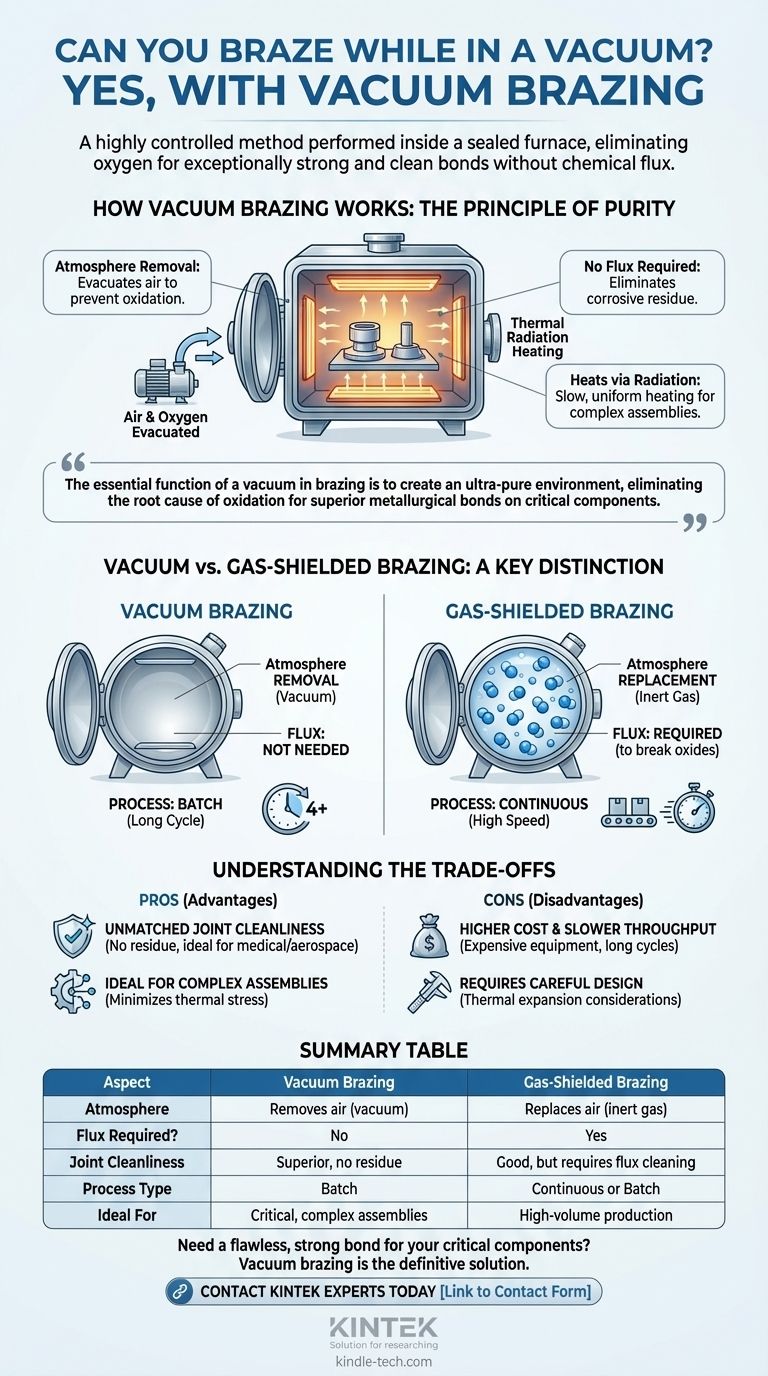
Comment fonctionne le brasage sous vide : le principe de la pureté
Le brasage sous vide est fondamentalement différent des méthodes conventionnelles qui reposent sur le flux ou un gaz protecteur. Il permet d'obtenir un résultat supérieur en contrôlant l'environnement au niveau moléculaire.
Supprimer le problème : l'atmosphère
Le but principal du vide est d'évacuer presque tout l'air et la vapeur d'eau de la chambre du four. L'oxygène est le principal moteur de l'oxydation sur les surfaces métalliques chauffées, ce qui empêche le métal d'apport de brasage de mouiller et de se lier correctement aux matériaux de base. Un vide résout ce problème en éliminant physiquement l'oxygène.
Un environnement sans flux
Parce que le vide empêche la formation d'oxydes, les flux chimiques ne sont pas nécessaires. Dans certains alliages d'apport, une petite quantité de magnésium est incluse. Ce magnésium agit comme un "getter", se vaporisant pendant le processus pour se combiner avec toutes les molécules d'oxygène résiduelles, purifiant davantage le joint.
Chauffage par rayonnement
Sous vide, il n'y a pas d'air pour transférer la chaleur par convection. Par conséquent, le chauffage est entièrement réalisé par rayonnement thermique. Les éléments chauffants du four brillent, rayonnant de l'énergie qui est absorbée par les pièces. Cette méthode permet un chauffage lent et uniforme, ce qui est essentiel pour les assemblages complexes.
Brasage sous vide vs. brasage sous atmosphère gazeuse : une distinction clé
Pour comprendre la valeur du brasage sous vide, il est utile de le comparer à une alternative plus courante : le brasage sous atmosphère gazeuse.
Atmosphère : Élimination vs. Remplacement
Le brasage sous vide élimine l'atmosphère. Le brasage sous atmosphère gazeuse, en revanche, remplace l'atmosphère, généralement en purgeant le four avec un gaz inerte comme l'azote pour déplacer l'oxygène. Bien qu'efficace, il n'atteint pas le même niveau de pureté qu'un vide poussé.
Le dilemme du flux : Non nécessaire vs. Requis
C'est la différence opérationnelle la plus significative. L'environnement propre du brasage sous vide rend le flux inutile. Le brasage sous atmosphère gazeuse, même avec une protection à l'azote, nécessite toujours l'utilisation de flux pour décomposer les oxydes de surface tenaces (comme l'oxyde d'aluminium, Al₂O₃).
Le processus : Discontinu vs. Continu
Le brasage sous vide est un processus discontinu. Les pièces sont chargées, le four est scellé, un vide est créé, et le cycle de chauffage/refroidissement dure plusieurs heures. En revanche, le brasage sous atmosphère gazeuse peut être un processus continu, les pièces se déplaçant dans un four sur un tapis roulant à une vitesse beaucoup plus élevée (par exemple, 350 mm/min).
Comprendre les compromis du brasage sous vide
Comme tout processus spécialisé, le brasage sous vide présente des avantages et des inconvénients distincts qui le rendent idéal pour certaines applications et inadapté à d'autres.
Avantage : Propreté des joints inégalée
L'absence de flux signifie qu'il n'y a pas de résidu corrosif à nettoyer après le brasage. Il en résulte des joints exceptionnellement propres, ce qui est une exigence non négociable pour les implants médicaux, les composants aérospatiaux et les dispositifs électroniques sensibles.
Avantage : Idéal pour les assemblages complexes
Les cycles de chauffage et de refroidissement lents et hautement contrôlés minimisent les contraintes thermiques sur la pièce. Cela rend le brasage sous vide parfait pour assembler des formes complexes ou des métaux dissemblables avec des taux de dilatation thermique différents, prévenant la distorsion et la fissuration.
Inconvénient : Coût plus élevé et débit plus lent
Les fours sous vide sont des équipements coûteux, et les longs temps de cycle (souvent plus de 4 heures par lot) rendent le processus intrinsèquement plus lent et plus coûteux que le brasage continu sous atmosphère. Il n'est pas conçu pour la fabrication en grand volume et à faible coût.
Inconvénient : Nécessite une conception soignée
Étant donné que les pièces sont chauffées lentement sous vide, les différences de dilatation thermique entre les métaux dissemblables doivent être calculées avec soin. Le jeu initial du joint à température ambiante doit être conçu pour obtenir l'écart parfait à la température de brasage cible.
Faire le bon choix pour votre application
Le choix de la méthode de brasage correcte dépend entièrement des exigences techniques et des objectifs commerciaux de votre projet.
- Si votre objectif principal est une intégrité et une propreté maximales des joints pour les composants critiques : Le brasage sous vide est le choix supérieur en raison de son processus sans flux et de sa qualité de liaison supérieure.
- Si votre objectif principal est la production en grand volume et la rentabilité : Le brasage sous atmosphère gazeuse est souvent la solution la plus pratique et la plus économique.
Comprendre le rôle fondamental de l'atmosphère – qu'elle soit éliminée ou remplacée – est la clé pour choisir le bon processus de brasage pour votre objectif d'ingénierie spécifique.
Tableau récapitulatif :
| Aspect | Brasage sous vide | Brasage sous atmosphère gazeuse |
|---|---|---|
| Atmosphère | Élimine l'air (vide) | Remplace l'air (gaz inerte) |
| Flux requis ? | Non | Oui |
| Propreté du joint | Supérieure, sans résidu | Bonne, mais nécessite un nettoyage du flux |
| Type de processus | Discontinu | Continu ou Discontinu |
| Idéal pour | Assemblages critiques et complexes | Production en grand volume |
Besoin d'une liaison impeccable et solide pour vos composants critiques ?
Le brasage sous vide est la solution définitive pour les applications où l'intégrité et la propreté des joints sont primordiales, comme dans l'aérospatiale, le médical et l'électronique. KINTEK est spécialisé dans les solutions de traitement thermique avancées, y compris les systèmes de brasage sous vide conçus pour la précision et la fiabilité.
Notre expertise garantit que votre laboratoire ou votre installation de production dispose de l'équipement adéquat pour obtenir des liaisons métallurgiques supérieures sans compromis.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont le brasage sous vide peut résoudre vos défis spécifiques d'assemblage métallique.
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Système de fusion par induction sous vide pour la fabrication de bandes et de fils
- Machine de Moulage à Froid sous Vide pour la Préparation d'Échantillons
- Assemblage d'étanchéité de conducteur pour traversée d'électrode sous vide à bride CF KF pour systèmes sous vide
- Robinet à boisseau sphérique à vide en acier inoxydable 304 316, vanne d'arrêt pour systèmes à vide poussé
Les gens demandent aussi
- Comment fonctionne un four de brasage sous vide ? Obtenez un assemblage métallique supérieur, sans flux.
- Qu'est-ce que le traitement thermique sous vide ? Obtenez un contrôle, une propreté et une qualité supérieurs
- Quelles sont les fonctions spécifiques de l'introduction d'atmosphères réductrices ou d'environnements de gaz inertes dans le brasage sous vide ?
- Qu'est-ce qu'un four de traitement thermique sous vide ? Atteignez une pureté et un contrôle inégalés
- Qu'est-ce qu'un four de traitement thermique sous vide ? Le guide ultime du traitement sous atmosphère contrôlée



















