Oui, tout processus impliquant de la chaleur peut provoquer la déformation du métal, mais le brasage est spécifiquement conçu et choisi pour minimiser considérablement cet effet. Contrairement au soudage, le brasage chauffe les métaux à une température beaucoup plus basse et ne les fait pas fondre, ce qui est la principale raison pour laquelle il est préféré dans les applications où la précision dimensionnelle est essentielle.
La raison principale pour laquelle le brasage provoque beaucoup moins de déformation que le soudage est la température. En opérant en dessous du point de fusion des métaux de base, le brasage introduit beaucoup moins de contraintes thermiques, ce qui en fait la méthode supérieure pour maintenir la forme et l'alignement d'origine d'un assemblage.

Pourquoi la chaleur provoque-t-elle la déformation : Le principe de la contrainte thermique
Comprendre pourquoi la déformation se produit est essentiel pour la prévenir. Tout le problème réside dans la façon dont le métal se comporte lorsqu'il est chauffé et refroidi.
Expansion et contraction
Lorsque vous chauffez un morceau de métal, il se dilate. Lorsqu'il refroidit, il se contracte pour retrouver sa taille d'origine. Cette propriété physique est inévitable.
Le problème du chauffage inégal
La déformation ne se produit pas uniquement à cause de l'expansion. Elle se produit à cause de l'expansion et de la contraction inégales.
Si vous chauffez une partie d'une feuille de métal intensément tandis que le reste reste froid, la section chaude essaie de se dilater mais est contrainte par le métal froid et rigide qui l'entoure. Cette lutte crée une immense contrainte interne.
Relâchement des contraintes et distorsion
Lorsque le métal chauffé finit par refroidir et se contracter, ces contraintes emprisonnées doivent être relâchées. Le métal relâche cette contrainte en se tirant et en se tordant pour prendre une nouvelle forme déformée. Ce changement de forme permanent est ce que nous appelons la déformation (warping).
Comment le brasage atténue la déformation
Le brasage est fondamentalement différent du soudage de manière à combattre directement les causes profondes de la déformation.
La différence de température critique
C'est le facteur le plus important. Le soudage fait fondre les métaux de base, nécessitant des températures extrêmement élevées et localisées (souvent des milliers de degrés au-dessus du point de fusion).
Le brasage fonctionne en faisant fondre un métal d'apport qui s'écoule entre les métaux de base à une température beaucoup plus basse — toujours en dessous du point de fusion des pièces à joindre. Moins d'apport de chaleur signifie moins d'expansion, ce qui signifie moins de contrainte interne.
Trempage de la chaleur contre chaleur localisée
De nombreux procédés de soudage, comme le TIG ou le MIG, introduisent un point de chaleur très intense et concentré. Cela crée un gradient de température sévère entre la zone de soudure et le métal environnant, ce qui est une recette parfaite pour la déformation.
Le brasage, en particulier à la torche ou au four, implique souvent de chauffer une zone plus large de manière plus douce et uniforme. Amener toute la zone de joint à température ensemble permet aux pièces de se dilater et de se contracter davantage comme une seule unité, réduisant ainsi les contraintes.
Pas de fusion, pas de retrait de solidification
Lorsqu'un bain de soudure passe de l'état liquide à l'état solide, il subit un retrait important. Ce retrait de solidification ajoute une autre force de contraction puissante qui tire sur le métal environnant.
Comme le brasage ne fait jamais fondre les métaux de base, il évite complètement ce type de retrait, éliminant une source majeure de distorsion.
Comprendre les compromis
Choisir le brasage pour éviter la déformation est une excellente stratégie, mais vous devez être conscient des compromis par rapport au soudage.
Résistance du joint
Un soudage correctement exécuté fusionne les métaux de base, créant un joint qui peut être aussi résistant que le matériau d'origine, voire plus résistant.
La résistance d'un joint brasé est déterminée par la résistance au cisaillement du métal d'apport et la conception du joint. Bien que très solide, il n'est généralement pas aussi résistant qu'une soudure à pleine pénétration dans une application structurelle supportant des charges.
Limites de température
Un joint brasé ne peut pas être utilisé dans un environnement où les températures de service approcheront le point de fusion de l'alliage d'apport. Le joint tomberait simplement en morceaux. Les joints soudés peuvent généralement résister à des températures beaucoup plus élevées.
Le besoin de propreté et d'ajustement
Le brasage repose sur l'action capillaire pour attirer le métal d'apport en fusion dans l'espace étroit entre les pièces. Cette action ne fonctionne que si les surfaces sont exceptionnellement propres et que l'espace (jeu) entre les pièces est petit et constant. Le soudage peut souvent être plus tolérant à un ajustement imparfait.
Faire le bon choix pour votre projet
Utilisez votre objectif principal pour guider votre décision entre le brasage et le soudage.
- Si votre objectif principal est de préserver la précision dimensionnelle, en particulier sur un cadre ou un assemblage complexe : Le brasage est un choix exceptionnel qui minimise le risque de distorsion.
- Si votre objectif principal est de joindre des matériaux minces ou délicats qui seraient détruits par un soudage à haute température : Le brasage est souvent la méthode supérieure, et parfois la seule, viable.
- Si votre objectif principal est la résistance maximale du joint pour des charges structurelles lourdes : Un soudage correctement conçu et exécuté est généralement le choix le plus solide et le plus conventionnel.
- Si votre objectif principal est de joindre des métaux dissemblables (comme le cuivre à l'acier) : Le brasage est l'une des méthodes les plus efficaces et les plus utilisées, car le soudage de ces matériaux est souvent impossible.
En comprenant les principes thermiques en jeu, vous pouvez choisir et contrôler avec confiance le processus de brasage pour obtenir des joints solides et précis avec une distorsion minimale.
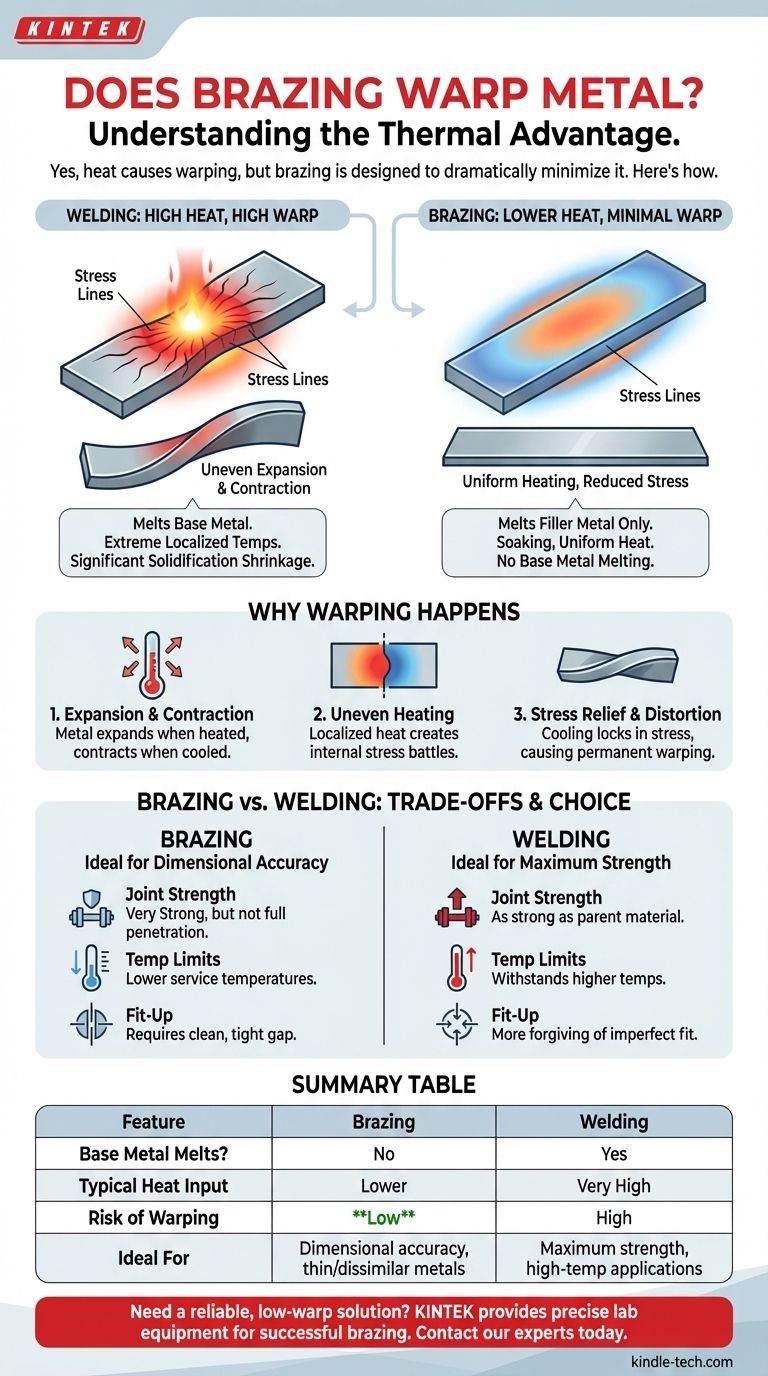
Tableau récapitulatif :
| Caractéristique | Brasage | Soudage |
|---|---|---|
| Le métal de base fond-il ? | Non | Oui |
| Apport de chaleur typique | Plus faible | Très élevé |
| Risque de déformation | Faible | Élevé |
| Idéal pour | Précision dimensionnelle, métaux minces/dissimilaires | Résistance maximale, applications à haute température |
Besoin d'une solution fiable et à faible déformation pour vos projets d'assemblage de métaux ? KINTEK se spécialise dans la fourniture des équipements de laboratoire et des consommables précis nécessaires à des processus de brasage réussis. Notre expertise garantit que vous obtenez des joints solides et dimensionnellement précis à chaque fois. Contactez nos experts dès aujourd'hui pour trouver la solution parfaite pour les besoins de votre laboratoire.
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Four de traitement thermique sous vide au molybdène
- Four de traitement thermique sous vide et four de fusion par induction à lévitation
- Four de traitement thermique et de frittage sous vide de tungstène à 2200 ℃
- Four de frittage de fil de molybdène sous vide pour le frittage sous vide
Les gens demandent aussi
- Quel est le coût d'un four de brasage sous vide ? Un guide des facteurs clés et de la stratégie d'investissement
- Quel est le processus d'un four sous vide ? Atteignez la pureté et la précision dans le traitement à haute température
- Où utilise-t-on les fours sous vide ? Essentiel pour le traitement thermique de haute pureté dans les industries critiques
- À quoi sert un four sous vide ? Atteignez la pureté dans le traitement à haute température
- Quelle est la différence entre le soudage et le brasage sous vide ? Choisissez la bonne méthode d'assemblage pour votre projet



















