Déterminer la température de brasage correcte est une question d'observation, pas de supposition. L'indicateur visuel le plus fiable est le décapant de brasage. Lorsque le décapant appliqué sur votre pièce cesse de bouillonner et devient complètement clair et liquide, comme de l'eau, le métal de base a atteint la température appropriée pour accepter le métal d'apport.
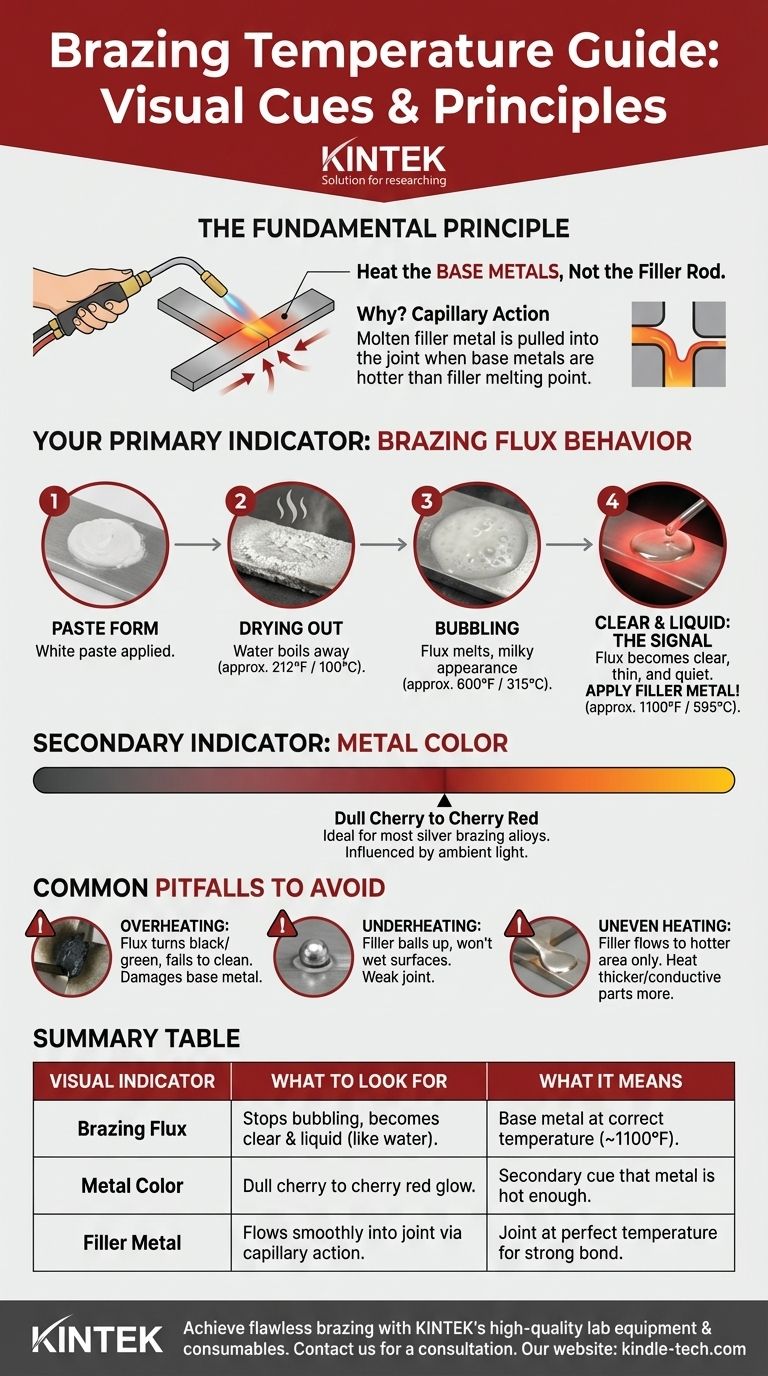
Le principe fondamental du brasage est de chauffer les métaux de base, et non la baguette d'apport. Le joint lui-même doit être suffisamment chaud pour faire fondre le métal d'apport au contact, permettant à l'action capillaire de l'aspirer pour une liaison solide. Votre décapant est le thermomètre le plus précis dont vous disposez.

Le principe fondamental : laissez le métal de base faire le travail
Le brasage crée une liaison métallurgique puissante, mais seulement lorsque la température et le processus de chauffage sont gérés correctement. Comprendre le « pourquoi » derrière le processus est essentiel.
Pourquoi la température est primordiale
Un brasage réussi repose sur l'action capillaire, la force qui attire le métal d'apport en fusion dans l'espace étroit entre vos pièces. Cela ne peut se produire que lorsque les surfaces des métaux de base sont plus chaudes que le point de fusion de votre apport.
Si le métal de base est trop froid, la baguette d'apport fondra simplement sous l'effet de la chaleur de la torche, formera une gouttelette et ne parviendra pas à s'écouler dans le joint. Cela entraîne une liaison faible sans pénétration.
Le rôle de la torche
Le but de la torche est de chauffer les métaux de base uniformément et complètement. Vous ne devez jamais pointer la flamme directement sur la baguette d'apport pour la faire fondre.
Considérez le métal de base comme la poêle et le métal d'apport comme le beurre. Vous chauffez la poêle, et la poêle fait fondre le beurre uniformément sur sa surface. Vous ne pointeriez jamais un chalumeau sur une plaquette de beurre pour essayer de recouvrir une poêle froide.
Lire les indices visuels : décapant et couleur
Vos yeux sont les meilleurs outils pour évaluer la température. Vous devez apprendre à lire les deux indicateurs principaux : l'état du décapant et la couleur du métal chauffé.
Votre indicateur principal : le comportement du décapant de brasage
Le décapant est votre guide le plus fiable. Il passe par plusieurs étapes visuelles distinctes à mesure qu'il chauffe, offrant une feuille de route claire vers la température de brasage correcte.
- Forme pâteuse : Le décapant est appliqué sous forme de pâte blanche.
- Séchage : Lorsque la chaleur est appliquée, l'eau contenue dans le décapant s'évapore (environ 100 °C / 212 °F), laissant un revêtement blanc, sec et croûté.
- Ébullition : Lorsque la température augmente davantage (environ 315 °C / 600 °F), le décapant commence à bouillonner et à fondre, prenant un aspect laiteux.
- Clair et liquide : Enfin, lorsque le métal approche de la température de brasage (environ 595 °C / 1100 °F), le décapant devient complètement clair, mince et calme. Il ressemblera à une couche d'eau sur le métal. C'est le signal pour appliquer le métal d'apport.
Votre indicateur secondaire : la couleur du métal
La couleur visible du métal chauffé est également un indicateur utile, bien que moins précis. Son apparence peut être influencée par la lumière ambiante de votre espace de travail.
Pour la plupart des alliages de brasage à l'argent courants, vous recherchez une lueur rouge cerise terne à rouge cerise dans le métal. Si le métal est orange vif ou jaune, vous avez probablement dépassé la température nécessaire.
Pièges courants à éviter
Atteindre la bonne température est un exercice d'équilibre. La surchauffe et le sous-chauffage compromettent tous deux l'intégrité de votre joint.
Le danger de la surchauffe
Appliquer trop de chaleur est une erreur courante qui peut ruiner votre travail.
La surchauffe détruit le décapant, le faisant devenir noir ou vert. À ce stade, il perd sa capacité à nettoyer le métal et à le protéger de l'oxydation, empêchant l'écoulement de l'apport. Cela peut également endommager les métaux de base eux-mêmes.
Le problème du sous-chauffage
Si le joint n'est pas assez chaud, le métal d'apport ne « mouillera » pas les surfaces. Il refusera de s'écouler dans le joint, se perlant plutôt à la surface où vous l'appliquez. Cela crée un joint faible qui manque de la résistance d'un véritable brasage.
L'erreur du chauffage inégal
Les deux pièces à joindre doivent atteindre la température cible en même temps. Si une partie est plus chaude que l'autre, le métal d'apport s'écoulera exclusivement vers la zone la plus chaude, privant le côté le plus froid du joint.
Lors du jointoiement de métaux d'épaisseurs ou de types différents (comme le cuivre à l'acier), concentrez toujours plus de chaleur sur la pièce la plus épaisse ou la plus thermiquement conductrice.
Une liste de contrôle pratique pour votre prochain brasage
Utilisez ces directives pour diagnostiquer les problèmes et garantir un résultat réussi.
- Si le métal d'apport forme des billes et ne s'écoule pas : Votre métal de base n'est pas assez chaud. Retirez la baguette d'apport, continuez à chauffer le métal de base jusqu'à ce que le décapant soit complètement clair et liquide, puis réintroduisez la baguette.
- Si le décapant devient noir avant que vous n'appliquiez l'apport : Vous surchauffez le joint. Retirez la chaleur, laissez le joint refroidir légèrement et approchez la température cible plus lentement et avec une flamme plus douce.
- Si vous brasez des métaux dissemblables (par exemple, cuivre et acier) : Concentrez la majorité de votre chaleur sur le métal ayant la conductivité thermique la plus élevée (le cuivre dans ce cas) pour vous assurer que les deux pièces atteignent la température simultanément.
Faites confiance au décapant, chauffez la pièce et non la baguette, et vous obtiendrez un brasage parfait.
Tableau récapitulatif :
| Indicateur visuel | Ce qu'il faut rechercher | Ce que cela signifie |
|---|---|---|
| Décapant de brasage | Cesse de bouillonner, devient clair et liquide comme de l'eau. | Le métal de base est à la température de brasage correcte (~595 °C / 1100 °F). |
| Couleur du métal | Lueur rouge cerise terne à rouge cerise. | Indicateur secondaire que le métal est suffisamment chaud (pour le brasage à l'argent). |
| Métal d'apport | S'écoule en douceur dans le joint par action capillaire. | Le joint est à la température idéale pour une liaison solide. |
Obtenez des joints brasés impeccables et à haute résistance à chaque fois avec l'équipement et l'expertise appropriés.
KINTEK se spécialise dans la fourniture d'équipements de laboratoire et de consommables de haute qualité pour tous vos besoins de traitement thermique. Que vous soyez en R&D, en fabrication ou en maintenance, nos torches de brasage, fours et solutions de contrôle de la température sont conçus pour offrir précision et fiabilité.
Laissez-nous vous aider à optimiser votre processus de brasage pour des résultats supérieurs. Contactez nos experts dès aujourd'hui pour une consultation personnalisée et découvrez comment KINTEK peut soutenir le succès de votre laboratoire.
Guide Visuel