À la base, le recuit n'est pas un processus unique mais une famille de traitements thermiques, chacun ayant un objectif spécifique. Les principales méthodes comprennent le recuit complet, le recuit de stabilisation, la relaxation des contraintes et la sphéroïdisation, toutes conçues pour modifier la microstructure d'un matériau en le chauffant à une température spécifique, en le maintenant à cette température, puis en le refroidissant à une vitesse contrôlée. La méthode choisie dépend entièrement du résultat souhaité, allant de l'obtention d'une malléabilité maximale à la simple élimination des contraintes internes.
La méthode de recuit spécifique que vous choisissez est une décision stratégique dictée par votre objectif final. Il s'agit d'équilibrer le besoin de réduire la dureté, de soulager les contraintes internes ou d'améliorer l'usinabilité par rapport aux considérations de temps, de coût et de résistance finale requise du matériau.

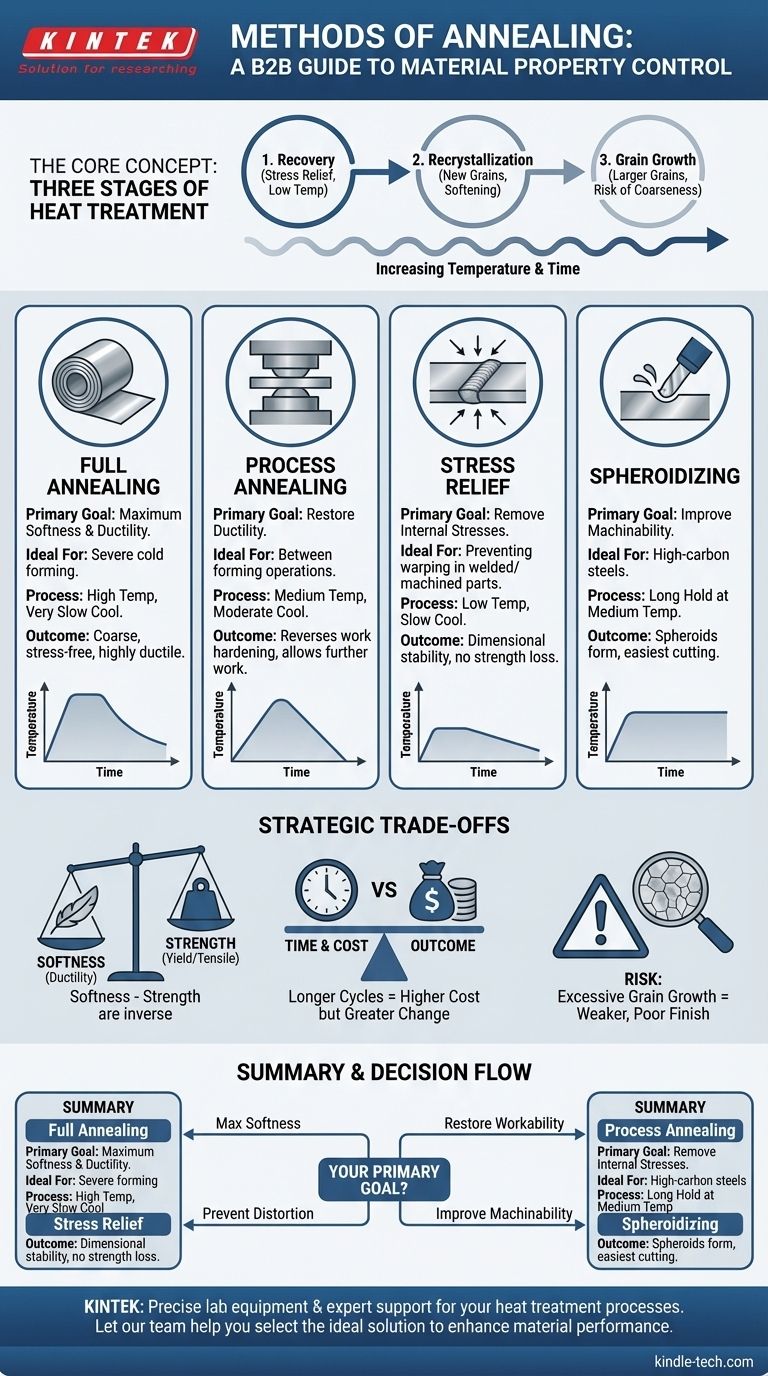
Le fondement : Trois étapes du recuit
Avant d'examiner les différentes méthodes, il est crucial de comprendre les trois étapes fondamentales qui se produisent dans le matériau lorsque la chaleur est appliquée. Chaque processus de recuit manipule ces étapes pour atteindre son objectif.
Étape 1 : Récupération
C'est l'étape à basse température où l'effet principal est la relaxation des contraintes. Pendant la récupération, la chaleur permet aux atomes à l'intérieur du réseau cristallin de se déplacer, réduisant le nombre de défauts internes (dislocations) et soulageant les contraintes internes causées par des processus tels que le travail à froid ou le soudage.
Les propriétés mécaniques du matériau, telles que la dureté et la résistance, ne changent pas de manière significative au cours de cette étape.
Étape 2 : Recristallisation
Lorsque la température augmente, le processus entre dans la phase de recristallisation. Ici, de nouveaux grains exempts de déformation commencent à se former et à croître, remplaçant les grains déformés et chargés de défauts créés lors du travail à froid.
C'est l'étape où les effets de l'écrouissage sont inversés. Le matériau devient nettement plus mou, plus ductile, et sa résistance diminue à mesure que la nouvelle structure de grain prend le dessus.
Étape 3 : Croissance du grain
Si le matériau est maintenu à la température de recuit trop longtemps ou si la température est trop élevée, les grains nouvellement formés continueront de croître. Les grains plus petits fusionnent pour former des grains plus grands.
Bien que cela puisse augmenter davantage la ductilité, une croissance excessive du grain peut être préjudiciable, entraînant une structure grossière avec une résistance réduite et une mauvaise finition de surface si la pièce est formée ultérieurement.
Analyse des principales méthodes de recuit
Chaque méthode utilise un cycle de température et de refroidissement spécifique pour cibler différentes étapes et produire un résultat distinct.
Recuit complet
Ce processus est utilisé pour rendre un matériau aussi mou et ductile que possible. Le matériau est chauffé bien au-dessus de sa température critique supérieure, maintenu suffisamment longtemps pour que sa structure interne se transforme complètement, puis refroidi très lentement, souvent en le laissant dans le four pour refroidir pendant la nuit.
Ceci résulte en une microstructure grossière qui est extrêmement molle, ductile et exempte de contraintes internes, ce qui la rend idéale pour les opérations de formage à froid sévères.
Recuit de stabilisation (ou recuit de fabrication)
Aussi appelé recuit intermédiaire, cette méthode est utilisée pour restaurer la ductilité d'une pièce écrouie entre les opérations de formage. Le matériau est chauffé à une température juste en dessous de son point critique inférieur, ce qui est suffisant pour provoquer la recristallisation mais pas un changement de phase complet.
Ceci inverse les effets de l'écrouissage, permettant un étirage, un emboutissage ou un pliage ultérieur sans fracturer le matériau. Parce qu'il utilise une température plus basse, il est plus rapide et moins coûteux que le recuit complet.
Recuit de relaxation des contraintes
Il s'agit d'un processus à basse température conçu uniquement pour éliminer les contraintes internes causées par le soudage, la coulée ou l'usinage lourd. La température est maintenue suffisamment basse pour éviter tout changement significatif dans les propriétés mécaniques du matériau.
L'objectif principal est la stabilité dimensionnelle. En relaxant les contraintes internes, vous empêchez la pièce de se déformer, de se fissurer ou de changer de forme avec le temps ou lors d'usinages ultérieurs. Il utilise principalement l'étape de récupération.
Sphéroïdisation
Cette méthode est spécifique aux aciers à haute teneur en carbone pour améliorer leur usinabilité. L'acier est chauffé à une température juste en dessous du point critique inférieur et maintenu pendant une période prolongée (souvent plus de 24 heures).
Ce cycle long provoque la rupture des couches de carbure dures dans la microstructure de l'acier et la formation de petites particules rondes (sphéroïdes) au sein de la matrice de fer plus molle. Une structure sphéroïdisée offre une résistance minimale à un outil de coupe, améliorant considérablement l'usinabilité.
Comprendre les compromis
Le choix d'un processus de recuit implique de mettre en balance des facteurs concurrents. Comprendre ces compromis est essentiel pour prendre la bonne décision d'ingénierie.
Douceur contre Résistance
Le compromis fondamental dans le recuit est la résistance contre la ductilité. Un recuit complet produit l'état le plus mou possible, mais cela se fait au prix d'une réduction significative de la limite d'élasticité et de la résistance à la traction. Si la pièce finale nécessite un certain niveau de résistance, un recuit complet peut être inapproprié.
Temps et coût contre Résultat
Les cycles de recuit plus complexes, comme le recuit complet et la sphéroïdisation, nécessitent un refroidissement lent ou de longs temps de maintien. Cela consomme un temps de four et une énergie considérables, augmentant le coût. Un processus plus simple comme la relaxation des contraintes est beaucoup plus rapide et moins cher, mais n'offre aucun des avantages d'adoucissement.
Le risque de croissance excessive du grain
Vouloir obtenir une malléabilité maximale en utilisant une température trop élevée ou en maintenant trop longtemps peut se retourner contre vous. Une croissance excessive du grain (Étape 3) peut entraîner un matériau non seulement plus faible, mais qui peut également présenter une mauvaise durée de vie en fatigue et une finition de surface rugueuse connue sous le nom de « peau d'orange » s'il est formé par la suite.
Sélectionner la bonne méthode pour votre objectif
Votre choix doit être guidé par les propriétés spécifiques dont vous avez besoin dans le matériau à une étape donnée de la production.
- Si votre objectif principal est une malléabilité maximale pour un formage sévère : Utilisez le recuit complet pour créer l'état le plus ductile et sans contrainte possible.
- Si votre objectif principal est de restaurer la capacité de travail entre les étapes de travail à froid : Utilisez le recuit de stabilisation comme moyen rapide et rentable de retrouver la ductilité.
- Si votre objectif principal est d'éviter la distorsion d'une pièce finie : Utilisez le recuit de relaxation des contraintes pour éliminer les contraintes internes sans modifier la résistance.
- Si votre objectif principal est d'améliorer l'usinabilité de l'acier à haute teneur en carbone : Utilisez la sphéroïdisation pour transformer la microstructure afin de faciliter la coupe.
Maîtriser ces méthodes permet un contrôle précis des propriétés d'un matériau, transformant un composant brut en un composant parfaitement adapté à sa fonction prévue.
Tableau récapitulatif :
| Méthode de recuit | Objectif principal | Idéal pour |
|---|---|---|
| Recuit complet | Malléabilité et ductilité maximales | Opérations de formage à froid sévères |
| Recuit de stabilisation | Restaurer la ductilité entre les étapes de formage | Inverser l'écrouissage |
| Relaxation des contraintes | Éliminer les contraintes internes | Prévenir la déformation des pièces soudées ou usinées |
| Sphéroïdisation | Améliorer l'usinabilité | Aciers à haute teneur en carbone avant la coupe |
Besoin de contrôler précisément les propriétés de vos matériaux ? Le bon processus de recuit est essentiel pour obtenir l'équilibre parfait entre résistance, ductilité et stabilité pour votre travail en laboratoire ou votre production. KINTEK se spécialise dans la fourniture de l'équipement de laboratoire précis et du support d'experts nécessaires pour tous vos processus de traitement thermique. Laissez notre équipe vous aider à sélectionner la solution idéale pour améliorer les performances de votre matériau et garantir des résultats fiables.
Contactez nos experts dès aujourd'hui pour discuter de votre application !
Guide Visuel
Produits associés
- Four à atmosphère d'hydrogène contrôlée à l'azote
- Four de traitement thermique sous vide avec revêtement en fibre céramique
- Four à moufle haute température pour déliantage et pré-frittage en laboratoire
Les gens demandent aussi
- Quelles sont les caractéristiques et les risques d'une atmosphère d'hydrogène dans un four ? Maîtriser l'équilibre du pouvoir et le contrôle
- Quelle est la fonction d'un four à atmosphère contrôlée dans la production de carbure de tungstène ? Obtenir une synthèse de haute pureté
- Pourquoi l'hydrogène est-il utilisé dans les fours ? Obtenez une pureté supérieure et des finitions brillantes
- Quel est le rôle d'un four à atmosphère d'hydrogène dans le post-traitement des composites diamant/cuivre après dépôt de cuivre chimique?
- Quel rôle joue un four à atmosphère utilisant du gaz hydrogène dans le prétraitement de la poudre d'alliage Cu-Cr-Nb ? (Informations clés)


