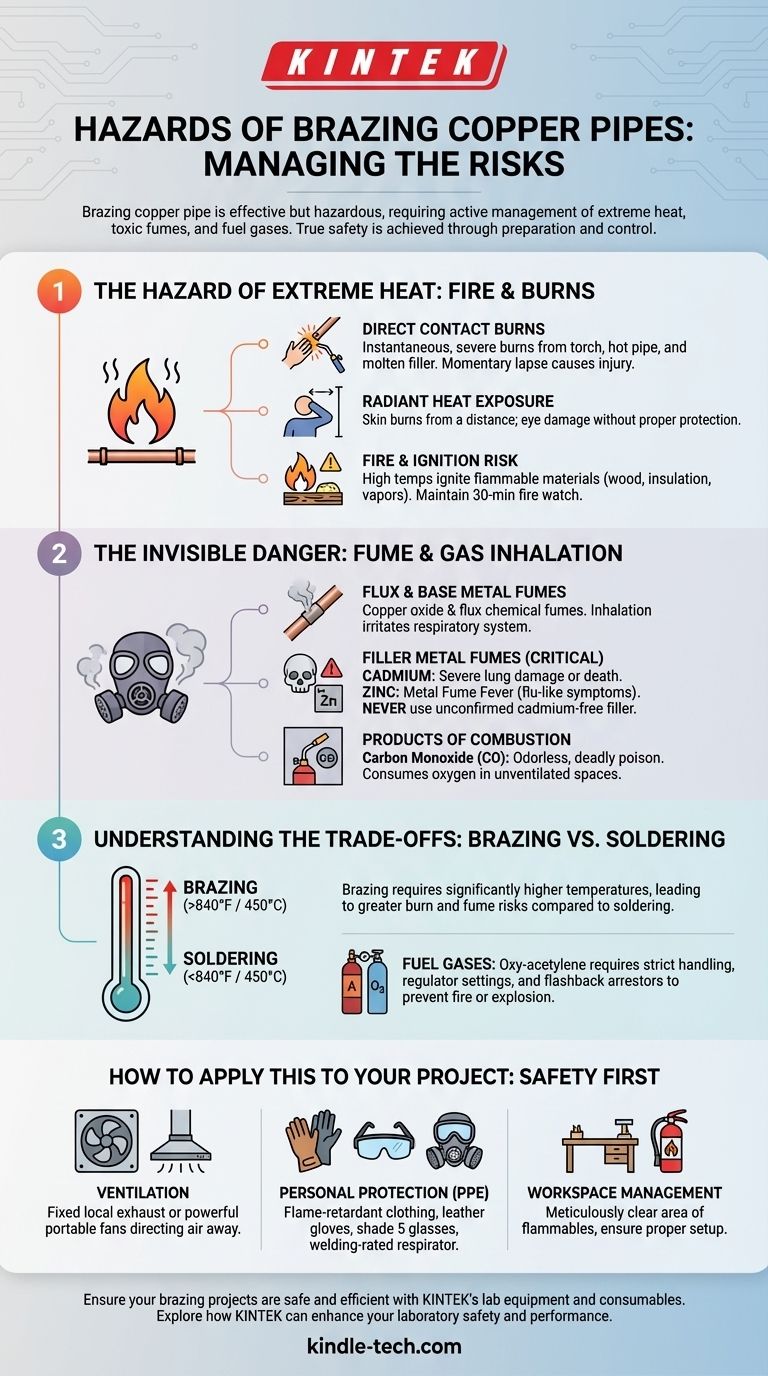
Le brasage des tuyaux en cuivre est une méthode d'assemblage très efficace, mais il comporte des dangers importants qui doivent être gérés activement. Les principaux risques proviennent de la chaleur extrême requise, qui peut provoquer de graves brûlures et enflammer les matériaux voisins. De plus, le processus génère des fumées toxiques provenant du décapant, des métaux d'apport et du cuivre lui-même, tandis que les gaz combustibles utilisés, tels que l'acétylène, présentent un risque d'incendie ou d'explosion s'ils sont manipulés de manière inappropriée.
Les dangers fondamentaux du brasage — incendie, brûlures et fumées toxiques — ne sont pas des accidents inévitables, mais des conséquences prévisibles d'une préparation inadéquate. La véritable sécurité n'est atteinte non pas en étant simplement conscient des dangers, mais en mettant en œuvre systématiquement des contrôles pour la ventilation, la protection personnelle et la gestion du lieu de travail.

Le danger de la chaleur extrême : Incendie et brûlures
Le brasage nécessite de chauffer les tuyaux en cuivre à des températures bien supérieures à 450 °C (840 °F), créant un environnement de chaleur intense et concentrée. Cette énergie est la source des dangers les plus immédiats et les plus évidents.
Brûlures par contact direct
La flamme du chalumeau, le tuyau en cuivre rougeoyant et l'alliage d'apport en fusion peuvent tous provoquer des brûlures graves et instantanées au contact. Même une brève perte de concentration peut entraîner une blessure grave.
Exposition à la chaleur rayonnante
Vous n'avez pas besoin de toucher une surface chaude pour être brûlé. La chaleur rayonnante émise par la pièce à travailler et le chalumeau peut provoquer des brûlures cutanées à distance et est particulièrement dangereuse pour les yeux sans protection adéquate.
Risque d'incendie et d'inflammation
La température élevée de la flamme et du tuyau peut facilement enflammer les matériaux inflammables présents dans la zone de travail. Cela inclut les montants en bois, l'isolation, le papier, les cloisons sèches, la sciure de bois, et même les vapeurs de solvants ou de nettoyants. Maintenez toujours une « surveillance incendie » pendant au moins 30 minutes après la fin du brasage, car les matériaux couvant peuvent s'enflammer longtemps après l'extinction de la flamme.
Le danger invisible : Inhalation de fumées et de gaz
Lorsque les matériaux sont chauffés aux températures de brasage, ils libèrent un mélange complexe de fumées et de gaz dans l'air. Sans ventilation adéquate, ceux-ci peuvent s'accumuler à des niveaux dangereux.
Fumées provenant du décapant et des métaux de base
Le chauffage du cuivre produit des fumées d'oxyde de cuivre. Le décapant utilisé pour nettoyer le métal se vaporise également, libérant ses propres composants chimiques dans l'air. Leur inhalation peut irriter le système respiratoire.
Fumées provenant des métaux d'apport (alliages)
C'est une préoccupation de sécurité critique. Certains alliages de brasage plus anciens contiennent du cadmium, un métal extrêmement toxique dont les fumées peuvent provoquer de graves lésions pulmonaires ou la mort, souvent avec des symptômes retardés. N'utilisez jamais un métal d'apport si vous ne pouvez pas confirmer qu'il est exempt de cadmium.
Même les alliages « sans cadmium » contiennent souvent du zinc, qui peut provoquer la fièvre des fondeurs (ou fièvre des fumées métalliques). Cette affection provoque des symptômes pseudo-grippaux tels que fièvre, frissons et courbatures, généralement plusieurs heures après l'exposition.
Produits de combustion
L'utilisation d'un chalumeau à gaz combustible dans un espace clos et non ventilé consomme de l'oxygène et peut produire du monoxyde de carbone (CO). Ce gaz inodore et incolore est un poison mortel qui peut rapidement neutraliser l'opérateur.
Comprendre les compromis : Sécurité du brasage par rapport au brasage tendre (soudage)
Bien que souvent confondus, le brasage fort (brazing) et le brasage tendre (soldering) ont des profils de sécurité distincts directement liés aux températures impliquées.
Pourquoi le brasage fort est plus dangereux
Le brasage tendre est effectué en dessous de 450 °C (840 °F), tandis que le brasage fort est effectué au-dessus. Cette exigence de température plus élevée pour le brasage fort signifie plus d'énergie thermique, un risque accru de brûlures graves et un taux de génération de fumées beaucoup plus élevé.
Le rôle des gaz combustibles
Le brasage tendre peut souvent être réalisé avec un simple chalumeau air-propane. Le brasage fort, en particulier sur les tuyaux plus grands, nécessite fréquemment une installation oxyacétylénique. L'acétylène est un combustible plus volatil et plus énergétique, exigeant des procédures de manipulation plus strictes, des réglages de pression de régulateur appropriés et l'utilisation de pare-retour de flamme pour empêcher la flamme de remonter dans les tuyaux ou les cylindres.
Comment appliquer cela à votre projet
Une opération de brasage sûre est le résultat direct d'un opérateur discipliné et bien informé. Votre approche doit être dictée par le contexte de votre travail.
- Si votre objectif principal est le brasage professionnel quotidien : Votre norme non négociable doit inclure des contrôles d'ingénierie tels qu'une ventilation locale fixe par aspiration (extracteurs de fumées) et une politique d'EPI (équipement de protection individuelle) stricte et obligatoire comprenant des respirateurs homologués pour le soudage.
- Si votre objectif principal est une réparation ou une installation occasionnelle : Vos outils principaux sont la ventilation portable (ventilateurs puissants dirigeant l'air loin de vous et hors de l'espace) et un ensemble complet d'équipement de protection individuelle (EPI), y compris un respirateur, des vêtements ignifuges, des gants en cuir et des lunettes de sécurité avec filtre d'ombrage 5.
- Si vous envisagez un projet unique : Évaluez honnêtement si le brasage tendre, un processus à plus basse température et moins dangereux, peut répondre aux exigences techniques. Si le brasage fort est essentiel, investissez pleinement dans tous les équipements de sécurité recommandés et nettoyez et préparez méticuleusement votre zone de travail avant de commencer.
En fin de compte, maîtriser les procédures de sécurité est aussi important que de maîtriser la technique de brasage elle-même.
Tableau récapitulatif :
| Catégorie de danger | Risques spécifiques | Mesures de sécurité clés |
|---|---|---|
| Chaleur extrême | Brûlures graves, exposition à la chaleur rayonnante, inflammation de matériaux inflammables | Utiliser des vêtements ignifuges, des lunettes de sécurité avec filtre d'ombrage 5, maintenir une surveillance incendie |
| Fumées toxiques | Oxyde de cuivre, produits chimiques du décapant, fumées de cadmium/zinc (fièvre des fondeurs), monoxyde de carbone | Assurer une ventilation adéquate, utiliser des respirateurs homologués pour le soudage, confirmer l'absence de cadmium dans les alliages |
| Gaz combustibles | Risque d'incendie/explosion dû à l'acétylène, appauvrissement en oxygène | Utiliser des pare-retour de flamme, vérifier les réglages du régulateur, travailler dans des zones bien ventilées |
Assurez-vous que vos projets de brasage sont sûrs et efficaces grâce aux équipements de laboratoire et aux consommables de KINTEK. Que vous soyez un professionnel effectuant un brasage quotidien ou que vous entrepreniez un projet unique, nos outils spécialisés prennent en charge la ventilation appropriée, l'extraction des fumées et la protection personnelle. Contactez-nous dès aujourd'hui pour découvrir comment KINTEK peut améliorer la sécurité et la performance de votre laboratoire !
Guide Visuel