Les précautions les plus critiques pour le traitement thermique de l'acier impliquent le contrôle méticuleux de trois facteurs : la température, le temps et la vitesse de refroidissement. Ces variables doivent être gérées avec précision pour obtenir la transformation métallurgique souhaitée sans introduire de défauts tels que la fissuration ou la déformation. Le succès dépend de la compréhension de votre alliage d'acier spécifique et de la garantie que votre équipement est calibré et que votre environnement est sûr.
Le principe fondamental du traitement thermique n'est pas seulement de chauffer et de refroidir ; il s'agit de guider l'acier à travers des transformations de phase spécifiques. Chaque précaution est conçue pour contrôler ces transformations afin d'améliorer les propriétés de manière prévisible tout en empêchant les contraintes internes immenses qui peuvent détruire le composant.

Précautions Fondamentales : Environnement et Équipement
Avant le début du processus, la base du succès est établie en préparant l'espace de travail et en vérifiant l'équipement. Ignorer cette étape est une source fréquente d'échec et d'incidents de sécurité.
Vérifier la Précision du Four et du Pyromètre
Vos relevés de température sont le point de données le plus important dans le traitement thermique. Un pyromètre inexact ou un four avec des points chauds rendra toute procédure peu fiable.
L'étalonnage régulier de l'équipement de mesure de température par rapport à une norme connue n'est pas facultatif ; il est essentiel pour des résultats précis et reproductibles.
Assurer une Ventilation Adéquate
De nombreux processus de traitement thermique, en particulier la trempe à l'huile, produisent de la fumée, des vapeurs et des vapeurs potentiellement inflammables. Un espace de travail bien ventilé est une exigence de sécurité fondamentale pour prévenir les risques d'inhalation et les risques d'incendie.
Choisir le Bon Milieu de Trempe
Le milieu de trempe — généralement l'eau, la saumure, l'huile ou l'air — dicte la vitesse de refroidissement. Une trempe plus rapide augmente la dureté mais augmente également le risque de distorsion et de fissuration.
Le choix correct dépend entièrement de la trempabilité de l'alliage d'acier. Utiliser un agent de trempe agressif comme l'eau sur un acier à haute teneur en alliage conçu pour la trempe à l'huile est une cause principale de fissuration.
Utiliser l'Équipement de Protection Individuelle (EPI) Approprié
La manipulation de matériaux extrêmement chauds nécessite des EPI spécialisés. Cela comprend des gants haute température, des écrans faciaux complets et des vêtements ininflammables comme des manteaux en cuir ou aluminisés.
Contrôles de Processus Critiques
Une fois que l'environnement est préparé, l'accent est mis sur l'exécution précise du cycle de chauffage et de refroidissement. Chaque étape présente un ensemble unique de risques qui doivent être gérés activement.
Contrôler les Vitesses de Chauffage
Chauffer l'acier trop rapidement peut provoquer un choc thermique, en particulier dans les pièces aux géométries complexes ou aux sections transversales variables. Cela entraîne des contraintes internes qui provoquent une déformation avant même que la pièce n'atteigne sa température cible.
Une étape de préchauffage plus lente est souvent utilisée pour les aciers à haute teneur en alliage ou les pièces complexes afin de permettre à la température de s'égaliser dans tout le composant.
Assurer un Maintien Uniforme (Soaking)
Le « maintien » (soaking) est la période pendant laquelle l'acier est maintenu à la température cible (par exemple, sa température d'austénitisation). Toute la section transversale de la pièce doit atteindre cette température et être maintenue suffisamment longtemps pour que la structure cristalline interne se transforme complètement.
Un temps de maintien insuffisant entraîne une trempe incomplète et des propriétés incohérentes sur toute la pièce.
Gérer le Processus de Trempe
La trempe est l'étape la plus dynamique et la plus risquée. Agiter la pièce ou le milieu de trempe est crucial pour briser les barrières de vapeur (la « veste de vapeur ») qui peuvent se former à la surface et provoquer des points mous.
L'orientation de la pièce lorsqu'elle entre dans le bain de trempe est également importante. Les pièces longues et minces doivent entrer verticalement pour minimiser la déformation.
Revenir Immédiatement Après la Trempe
Pour de nombreux aciers au carbone et alliés, l'état après trempe est extrêmement dur mais aussi très cassant et plein de contraintes internes. Cet état est instable et la pièce risque fortement de se fissurer d'elle-même.
Le revenu, qui est un processus de chauffage à plus basse température, doit être effectué dès que possible après que la pièce a refroidi de la trempe pour soulager les contraintes et augmenter la ténacité.
Pièges et Idées Fausses Courantes
La véritable expertise vient non seulement de la connaissance de la procédure, mais aussi de la compréhension des façons courantes dont elle peut échouer. Éviter ces pièges est aussi important que de suivre correctement les étapes.
Interpréter Erronément la Dureté pour la Ténacité
L'objectif est rarement d'atteindre la dureté maximale possible. Un acier dur au toucher est souvent trop cassant pour une utilisation pratique. Le but du revenu est d'échanger une partie de cette dureté maximale contre un gain significatif de ténacité — la capacité à résister à la fracture.
Supposer que Tous les Aciers se Comportent de la Même Manière
Une procédure qui fonctionne pour un acier au carbone 1045 simple détruira un acier à outils D2. Vous devez connaître l'alliage spécifique avec lequel vous travaillez. Sa composition chimique dicte ses températures critiques, les temps de maintien requis et le milieu de trempe approprié.
Négliger la Géométrie de la Pièce
Les coins internes vifs sont des concentrateurs de contraintes naturels. Lors du changement de température rapide d'une trempe, ces zones sont les points les plus probables pour l'initiation d'une fissure.
Chaque fois que possible, la conception de pièces avec des rayons généreux et des épaisseurs uniformes rend le traitement thermique réussi beaucoup plus probable.
Faire le Bon Choix pour Votre Objectif
Vos précautions doivent être adaptées à votre objectif spécifique. Le processus idéal pour un résultat est souvent incorrect pour un autre.
- Si votre objectif principal est la dureté maximale : Utilisez un four calibré pour atteindre la température d'austénitisation correcte pour votre alliage spécifique et trempez dans le milieu approprié le plus rapide sans provoquer de fissures.
- Si votre objectif principal est de minimiser la déformation : Privilégiez un chauffage lent et uniforme, un support approprié pour la pièce dans le four et une trempe symétrique pour assurer un refroidissement uniforme.
- Si votre objectif principal est d'améliorer l'usinabilité : Votre objectif est probablement le recuit, qui nécessite un refroidissement très lent et contrôlé — souvent en laissant la pièce refroidir lentement dans le four pendant la nuit.
En fin de compte, un traitement thermique réussi est une discipline de précision, où un contrôle minutieux et une compréhension approfondie du matériau mènent à des résultats prévisibles et puissants.
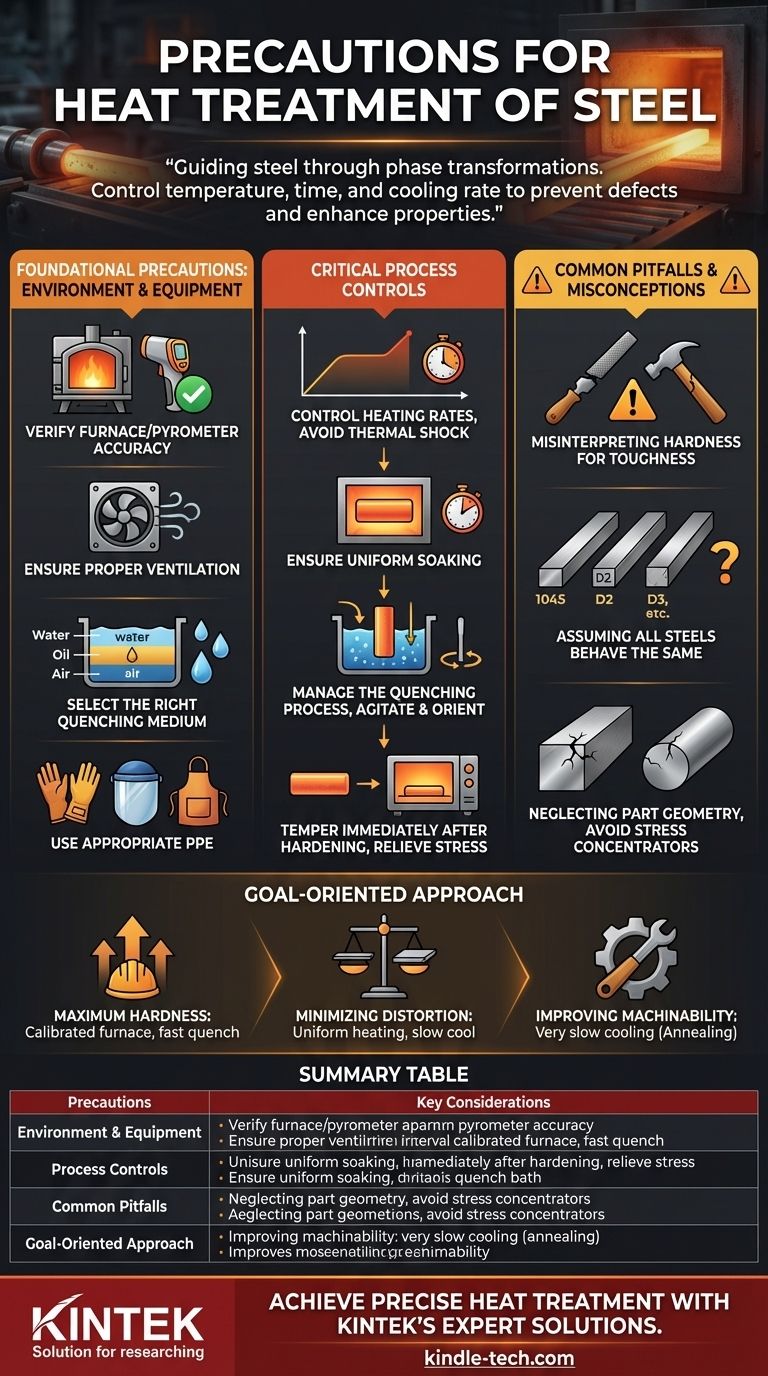
Tableau Récapitulatif :
| Précautions | Considérations Clés |
|---|---|
| Environnement et Équipement | Vérifier la précision du four/pyromètre, assurer une ventilation adéquate, sélectionner le bon milieu de trempe, utiliser les EPI appropriés. |
| Contrôles du Processus | Contrôler les vitesses de chauffage pour éviter le choc thermique, assurer un maintien uniforme, gérer le processus de trempe, revenir immédiatement après la trempe. |
| Pièges Courants | Éviter d'interpréter la dureté pour la ténacité, connaître votre alliage d'acier spécifique, considérer la géométrie de la pièce pour éviter les concentrations de contraintes. |
| Approche Axée sur l'Objectif | Adapter les précautions pour une dureté maximale, une déformation minimale ou une usinabilité améliorée en fonction de votre objectif spécifique. |
Obtenez un traitement thermique de l'acier précis et fiable avec les solutions expertes de KINTEK.
Naviguer dans les complexités du contrôle de la température, de la trempe et des exigences spécifiques au matériau est essentiel pour un traitement thermique réussi. KINTEK se spécialise dans les fours de laboratoire de haute qualité, l'équipement d'étalonnage de température et les consommables conçus pour la précision et la répétabilité. Que vous travailliez avec des aciers au carbone, des aciers alliés ou des aciers à outils, nos produits vous aident à maintenir le contrôle précis nécessaire pour prévenir les défauts et obtenir des propriétés matérielles optimales.
Laissez-nous soutenir le succès de votre laboratoire :
- Contrôle Précis de la Température : Nos fours calibrés assurent un chauffage uniforme et des temps de maintien précis.
- Solutions de Trempe Adaptées : Accédez aux bons milieux de trempe et aux outils d'agitation pour votre alliage d'acier spécifique.
- Sécurité et Conformité : Équipement conçu avec des fonctionnalités de ventilation et de sécurité pour protéger votre équipe.
Prêt à améliorer votre processus de traitement thermique ? Contactez nos experts dès aujourd'hui pour discuter de vos besoins spécifiques et découvrir comment KINTEK peut vous aider à obtenir des résultats cohérents et de haute qualité.
Guide Visuel