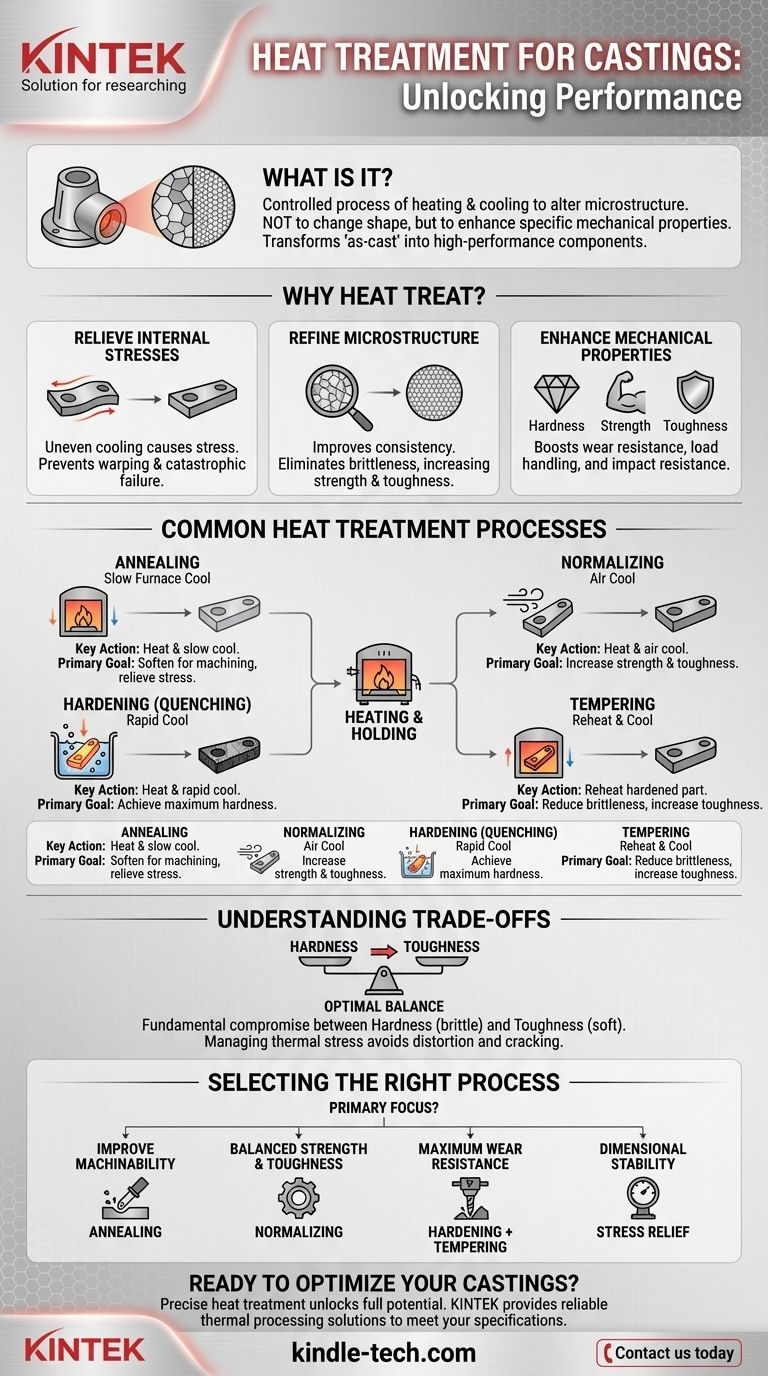
À la base, le traitement thermique des pièces moulées est un processus hautement contrôlé de chauffage et de refroidissement d'une pièce métallique afin de modifier délibérément sa microstructure interne. Ceci n'est pas fait pour changer la forme de la pièce moulée, mais pour libérer ou améliorer des propriétés mécaniques spécifiques qui ne sont pas présentes à l'état « brut de moulage ». L'objectif est de transformer une pièce moulée standard en un composant haute performance adapté à une exigence d'ingénierie spécifique.
Le traitement thermique n'est pas une action unique, mais une famille de processus thermiques. Le choix du processus — de l'adoucissement au durcissement — dépend entièrement de l'exigence de performance finale, qu'il s'agisse d'une dureté extrême pour la résistance à l'usure, de la ductilité pour la mise en forme, ou de la stabilité interne pour éviter la déformation.

Pourquoi traiter thermiquement une pièce moulée ?
La décision de traiter thermiquement une pièce moulée est motivée par la nécessité de surmonter les limites de son état brut, tel que moulé. Le processus répond à trois défis fondamentaux de l'ingénierie.
Pour soulager les contraintes internes
Lorsque le métal en fusion refroidit et se solidifie dans un moule, différentes sections refroidissent à des vitesses différentes. Ce refroidissement inégal crée des contraintes internes dans la pièce moulée, ce qui peut entraîner une déformation avec le temps ou une rupture catastrophique sous charge.
Pour affiner la microstructure
La structure de grain « brute de moulage » du métal peut être grossière et non uniforme, ce qui entraîne souvent de mauvaises propriétés mécaniques telles que la fragilité. Le traitement thermique affine cette structure de grain, la rendant plus fine et plus cohérente, ce qui améliore directement la résistance et la ténacité.
Pour améliorer les propriétés mécaniques
L'objectif principal est souvent d'améliorer considérablement les caractéristiques de performance. Cela inclut l'augmentation de la dureté pour la résistance à l'usure, l'amélioration de la résistance pour supporter des charges plus élevées et l'augmentation de la ténacité pour résister aux chocs sans se fracturer.
Processus de traitement thermique courants
Chaque processus implique un cycle unique de chauffage, de maintien à une température spécifique (maintien en température) et de refroidissement à une vitesse contrôlée. La combinaison de ces trois variables détermine les propriétés finales.
Recuit : Douceur et usinabilité maximales
Le recuit consiste à chauffer la pièce moulée à une température spécifique, à la maintenir à cette température, puis à la refroidir très lentement, souvent en la laissant dans le four éteint.
Ce processus de refroidissement lent produit un matériau doux, ductile et sans contrainte. Le but principal du recuit est de rendre une pièce moulée dure ou cassante plus facile à usiner.
Normalisation : Résistance et uniformité structurelle
La normalisation consiste à chauffer la pièce moulée au-dessus de sa température critique supérieure, puis à la laisser refroidir à l'air libre.
Ce refroidissement à l'air est plus rapide que le refroidissement au four utilisé dans le recuit. Il en résulte une structure de grain plus fine et plus uniforme, ce qui augmente à la fois la résistance et la ténacité par rapport à une pièce recuite.
Durcissement (Trempe) : Dureté maximale
Pour obtenir une dureté maximale, une pièce moulée est chauffée à une température élevée, puis refroidie rapidement en la submergeant dans un milieu de trempe tel que l'huile, l'eau ou la saumure.
Ce processus, connu sous le nom de trempe, fige le matériau dans un état microstructural très dur mais aussi très fragile. Ceci est idéal pour les applications nécessitant une résistance élevée à l'usure et à l'abrasion.
Revenu : Augmentation de la ténacité des pièces trempées
Une pièce qui a été durcie est souvent trop fragile pour une utilisation pratique. Le revenu est un processus secondaire effectué après la trempe pour réduire cette fragilité.
La pièce moulée est réchauffée à une température beaucoup plus basse, maintenue pendant un temps spécifique, puis refroidie. Ce processus sacrifie une petite quantité de dureté pour gagner une amélioration significative de la ténacité et de la ductilité, rendant la pièce plus durable et résistante aux chocs.
Comprendre les compromis
Le traitement thermique est un outil puissant, mais il n'est pas sans compromis ni risques. Les comprendre est essentiel pour prendre de bonnes décisions d'ingénierie.
Le compromis dureté vs ténacité
Le compromis le plus fondamental dans le traitement thermique est entre la dureté et la ténacité. Un matériau très dur est généralement très fragile, tandis qu'un matériau très tenace est généralement plus doux. Le but de processus tels que la trempe et le revenu est de trouver l'équilibre optimal pour l'application.
Risque de déformation et de fissuration
Les changements rapides de température impliqués dans des processus comme la trempe introduisent des contraintes thermiques importantes. Si elles ne sont pas gérées correctement, cela peut provoquer le gauchissement, la déformation ou même la fissuration de la pièce moulée, la rendant inutilisable.
Considérations de coût et de temps
Le traitement thermique est une étape de fabrication supplémentaire qui ajoute à la fois des coûts et des délais à un projet. Il nécessite des équipements de four spécialisés, de l'énergie et une main-d'œuvre qualifiée. Par conséquent, il ne doit être spécifié que lorsque les avantages en matière de performance sont essentiels et justifient la dépense supplémentaire.
Sélectionner le bon processus pour votre application
Le cycle de traitement thermique correct est dicté par l'utilisation finale du composant. Commencez toujours par les propriétés mécaniques requises à l'esprit.
- Si votre objectif principal est d'améliorer l'usinabilité : Le recuit est le processus le plus efficace pour adoucir le matériau et soulager les contraintes internes.
- Si votre objectif principal est une augmentation équilibrée de la résistance et de la ténacité : La normalisation offre une bonne combinaison de propriétés et une microstructure uniforme.
- Si votre objectif principal est une résistance maximale à l'usure : La trempe (durcissement) suivie d'un cycle de revenu soigneusement sélectionné fournira une dureté élevée avec une ténacité suffisante.
- Si votre objectif principal est d'assurer la stabilité dimensionnelle après usinage : Un cycle de soulagement des contraintes à basse température est le meilleur choix pour éliminer les contraintes internes sans modifier significativement la dureté.
En fin de compte, considérer le traitement thermique comme un outil d'ingénierie précis vous permet de transformer une pièce moulée générique en un composant optimisé pour son objectif spécifique.
Tableau récapitulatif :
| Processus | Action clé | Objectif principal |
|---|---|---|
| Recuit | Chauffer & refroidir lentement | Adoucir pour l'usinage, soulager les contraintes |
| Normalisation | Chauffer & refroidir à l'air | Augmenter la résistance et la ténacité |
| Durcissement (Trempe) | Chauffer & refroidir rapidement | Atteindre la dureté maximale |
| Revenu | Réchauffer la pièce trempée | Réduire la fragilité, augmenter la ténacité |
Prêt à optimiser vos pièces moulées ?
Un traitement thermique précis est essentiel pour libérer tout le potentiel de vos composants métalliques. Le bon four et le contrôle du processus sont essentiels pour obtenir l'équilibre souhaité entre dureté, résistance et ténacité tout en minimisant la déformation.
KINTEK se spécialise dans l'équipement de laboratoire et les consommables, au service des besoins des laboratoires. Nous fournissons les solutions de traitement thermique fiables dont vous avez besoin pour garantir que vos pièces moulées répondent à des spécifications exigeantes. Notre expertise vous aide à sélectionner le bon équipement pour des processus tels que le recuit, le durcissement et le revenu.
Contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons soutenir vos applications de traitement thermique et vous aider à produire des composants plus performants et plus fiables.
Guide Visuel
Produits associés
- Four de traitement thermique sous vide avec revêtement en fibre céramique
- Four de traitement thermique sous vide graphite 2200 ℃
- Four de traitement thermique sous vide au molybdène
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four de traitement thermique sous vide et de frittage sous pression pour applications à haute température
Les gens demandent aussi
- Quelles sont les trois principales méthodes de refroidissement d'un four de traitement thermique sous vide ? Optimiser la dureté et l'état de surface
- Quels sont les inconvénients du traitement thermique sous vide ? Coûts élevés et limitations techniques expliqués
- Quelle est la température du traitement thermique sous vide ? Obtenez des propriétés de matériaux supérieures et des finitions impeccables
- Quel est le principe du traitement thermique sous vide ? Obtenez des propriétés de matériau supérieures avec un contrôle total
- Quelles sont les défaillances liées aux opérations de traitement thermique ? Prévenir la distorsion, la fissuration et les points mous



















