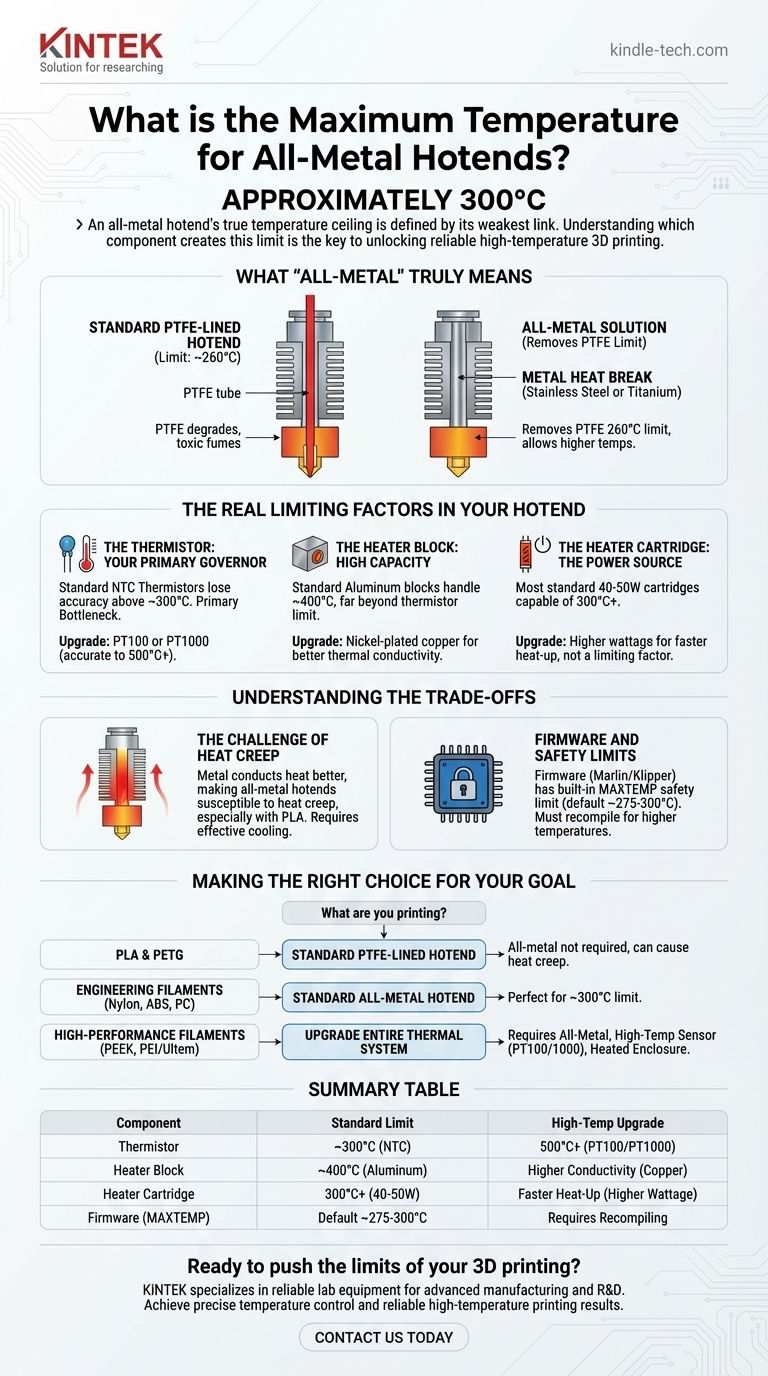
La température maximale d'un hotend entièrement métallique n'est pas déterminée par sa construction métallique, mais par les limitations de ses composants électroniques. Pour la grande majorité des modèles grand public et semi-professionnels, cette limite est d'environ 300°C, principalement régie par le type de thermistance utilisé pour mesurer la température. Dépasser cette limite nécessite une mise à niveau systémique, et pas seulement un hotend différent.
Le véritable plafond de température d'un hotend entièrement métallique est défini par son maillon le plus faible. Comprendre quel composant crée cette limite est la clé pour débloquer une impression 3D fiable à haute température.
Ce que signifie réellement "entièrement métallique"
Pour comprendre les limites de température, nous devons d'abord définir ce qu'est un hotend "entièrement métallique". La distinction réside dans un seul composant critique.
Le hotend standard, doublé de PTFE
La plupart des imprimantes 3D d'entrée de gamme utilisent un hotend où un tube PTFE (Téflon) à faible friction descend jusqu'à la buse. Cette conception est rentable et fonctionne bien pour les matériaux à basse température comme le PLA.
La faiblesse critique est le PTFE lui-même. Il commence à se dégrader et à libérer des fumées toxiques autour de 260°C, créant un plafond strict pour un fonctionnement sûr.
La solution entièrement métallique
Un hotend "entièrement métallique" remplace cette doublure interne en PTFE par un tube métallique, généralement en acier inoxydable ou en titane, appelé barrière thermique (heat break).
Ce seul changement supprime la limitation de 260°C du PTFE, permettant au hotend d'atteindre des températures beaucoup plus élevées en toute sécurité. Cependant, cela introduit de nouveaux facteurs limitants.
Les vrais facteurs limitants de votre hotend
Une fois la doublure en PTFE éliminée, la température maximale est transférée à d'autres composants du système. Le cadre "entièrement métallique" peut supporter une chaleur extrême, mais ses pièces de support ne le peuvent pas.
La thermistance : votre principal régulateur
La thermistance est le capteur qui renvoie la température à la carte mère de l'imprimante. C'est presque toujours le véritable goulot d'étranglement.
Les thermistances NTC standard, courantes dans la plupart des imprimantes, perdent en précision et risquent de tomber en panne au-dessus de 285-300°C. Pour imprimer au-delà de cette plage, vous devez passer à un type de capteur différent, tel qu'un PT100 ou PT1000, qui peut mesurer avec précision jusqu'à 500°C mais peut nécessiter une carte amplificatrice dédiée.
Le bloc chauffant : haute capacité
Le bloc chauffant est la pièce métallique entourant la buse qui abrite la cartouche chauffante et la thermistance. Les blocs standard sont en aluminium, ce qui fonctionne bien jusqu'à 400°C, bien au-delà de la limite de la thermistance.
Les blocs améliorés en cuivre nickelé offrent une meilleure conductivité thermique pour des températures plus stables, mais n'augmentent pas intrinsèquement la limite de température maximale du système.
La cartouche chauffante : la source d'énergie
La cartouche chauffante fournit l'énergie nécessaire pour faire fondre le filament. La plupart des cartouches standard de 40W ou 50W sont capables d'atteindre des températures bien supérieures à 300°C. Bien que les cartouches de puissance supérieure puissent chauffer plus rapidement, elles sont rarement le facteur limitant pour la température maximale.
Comprendre les compromis
Passer à un hotend entièrement métallique n'est pas une simple décision "plus c'est mieux". Cela s'accompagne d'un compromis de performance significatif qui nécessite une gestion attentive.
Le défi du fluage thermique (heat creep)
Le rôle principal de la barrière thermique est de créer une limite thermique nette, en gardant le "côté chaud" chaud et le "côté froid" froid. Parce que le métal conduit mieux la chaleur que le PTFE, les hotends entièrement métalliques sont plus sensibles à un problème appelé fluage thermique (heat creep).
Le fluage thermique se produit lorsque la chaleur remonte trop loin dans le chemin du filament, le ramollissant avant qu'il n'atteigne la zone de fusion. Cela entraîne des obstructions et des bourrages frustrants, en particulier avec les matériaux à basse température comme le PLA. Un refroidissement efficace des pièces est bien plus critique avec un hotend entièrement métallique.
Firmware et limites de sécurité
Le firmware de votre imprimante (comme Marlin ou Klipper) a une limite de sécurité intégrée, souvent étiquetée MAXTEMP. Il s'agit d'une valeur codée en dur qui éteindra l'imprimante si la thermistance signale une température la dépassant.
Le simple fait de changer le hotend ne modifie pas cette limite du firmware. Vous devez recompiler et flasher un nouveau firmware pour permettre des températures au-delà du réglage par défaut, mais seulement après avoir confirmé que tous les composants matériels peuvent le supporter.
Faire le bon choix pour votre objectif
Le choix d'un hotend dépend entièrement des matériaux que vous avez l'intention d'imprimer. Utilisez ceci comme guide.
- Si votre objectif principal est le PLA et le PETG : Un hotend entièrement métallique n'est pas nécessaire et peut introduire des problèmes de fluage thermique si le refroidissement n'est pas optimisé. Un hotend standard doublé de PTFE est souvent plus fiable.
- Si votre objectif principal est les filaments d'ingénierie (Nylon, ABS, PC) : Un hotend entièrement métallique standard est le choix parfait, car sa limite typique de 300°C s'adapte confortablement aux températures d'impression de ces matériaux.
- Si votre objectif principal est les filaments haute performance (PEEK, PEI/Ultem) : Vous devez mettre à niveau l'ensemble du système thermique. Cela inclut un hotend entièrement métallique, un capteur haute température (PT100/1000) et une enceinte chauffée pour contrôler la température ambiante de l'air.
En fin de compte, comprendre que votre hotend est un système de composants interconnectés vous permet de prendre une décision éclairée et d'atteindre vos objectifs d'impression spécifiques.
Tableau récapitulatif :
| Composant | Limite standard | Mise à niveau haute température |
|---|---|---|
| Thermistance | ~300°C (NTC) | 500°C+ (PT100/PT1000) |
| Bloc chauffant | ~400°C (Aluminium) | Meilleure conductivité (Cuivre) |
| Cartouche chauffante | 300°C+ (40-50W) | Chauffe plus rapide (puissance plus élevée) |
| Firmware (MAXTEMP) | Par défaut ~275-300°C | Nécessite une recompilation |
Prêt à repousser les limites de votre impression 3D ?
Que vous optimisiez pour des filaments d'ingénierie comme le Nylon et l'ABS ou que vous exploriez des matériaux haute performance comme le PEEK et le PEI/Ultem, le bon équipement de laboratoire est crucial pour le succès. KINTEK est spécialisé dans la fourniture d'équipements de laboratoire fiables et de consommables pour soutenir vos besoins en fabrication avancée et en R&D.
Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions peuvent vous aider à atteindre un contrôle précis de la température et des résultats d'impression fiables à haute température.
Guide Visuel
Produits associés
Les gens demandent aussi
- Quelle est la fonction d'un four de frittage sous vide poussé dans le 3Y-TZP ? Améliorer la qualité des restaurations dentaires
- Quelles températures de frittage peuvent être nécessaires pour le tungstène dans une atmosphère d'hydrogène pur ? Atteindre 1600°C pour des performances optimales
- Qu'est-ce qu'un four de frittage sous vide à haute température ? Atteindre la pureté et la densité maximales des matériaux
- Pourquoi le tungstène est-il utilisé dans les fours ? Résistance à la chaleur inégalée pour les températures extrêmes
- Que se passe-t-il avec le tungstène lorsqu'il est chauffé ? Découvrez sa résistance extrême à la chaleur et ses propriétés uniques
