À la base, le traitement thermique par pressage isostatique à chaud (HIP) est un processus qui applique simultanément une température élevée et une pression de gaz uniforme et élevée à un matériau. Cette combinaison "comprime" efficacement les défauts internes tels que les pores microscopiques (porosité), créant un composant entièrement dense avec des propriétés mécaniques supérieures. Les étapes clés consistent à charger la pièce dans une enceinte scellée, à la chauffer, à mettre l'enceinte sous pression avec un gaz inerte comme l'argon, à la maintenir dans ces conditions, puis à la refroidir.
L'objectif central du HIP n'est pas simplement de chauffer un matériau, mais d'utiliser la chaleur pour le rendre suffisamment malléable pour que le gaz inerte à haute pression puisse physiquement s'effondrer et éliminer les vides internes. Cela transforme un composant potentiellement défectueux en un composant solide et fiable.

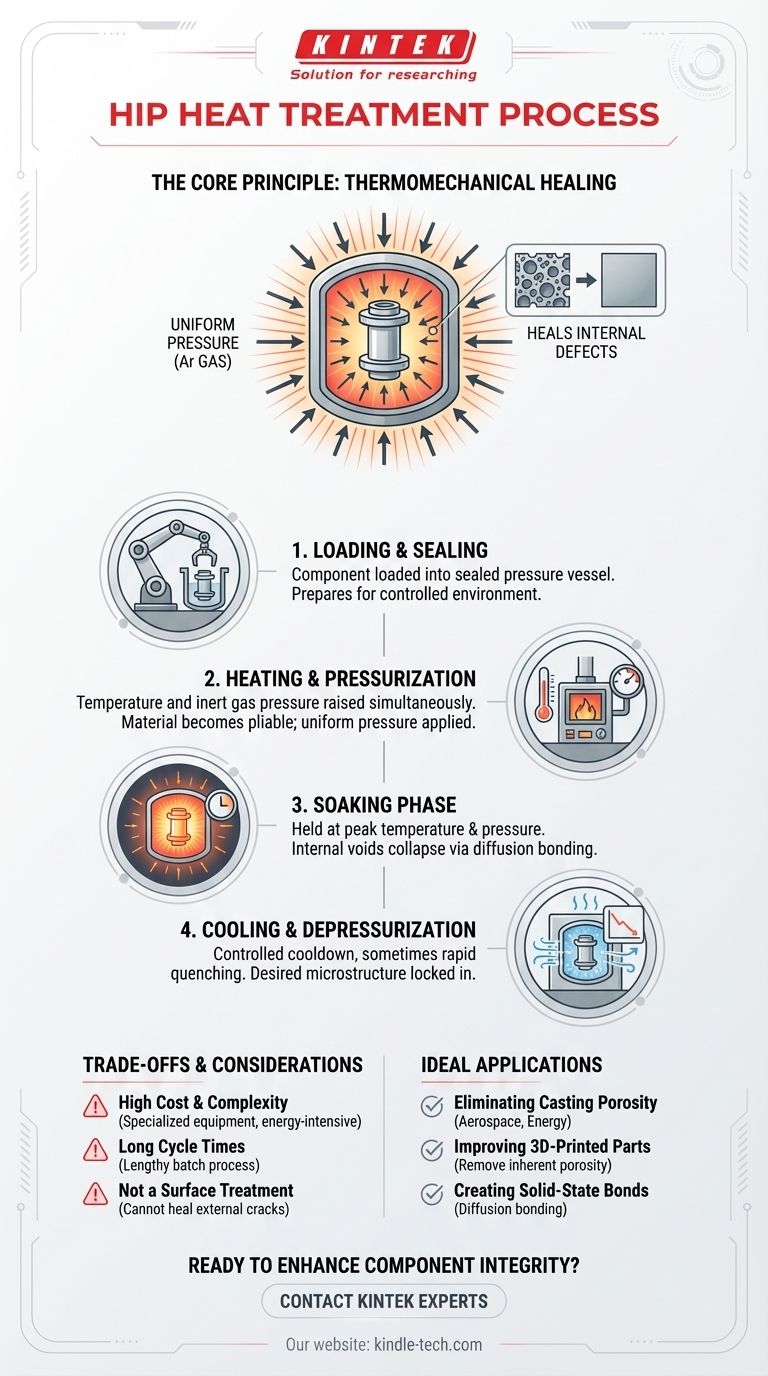
Le principe fondamental : Comment le HIP répare les matériaux
Pour vraiment comprendre le processus HIP, vous devez le reconnaître comme un traitement thermomécanique. La chaleur et la pression fonctionnent en parfaite harmonie, chacune jouant un rôle essentiel dans la transformation de la structure interne du matériau.
Le rôle de la température élevée
La première étape est la chaleur. L'élévation de la température du matériau bien au-delà de sa plage de déformation plastique le rend doux et malléable. Cette énergie thermique permet aux atomes à l'intérieur du matériau de se déplacer plus librement, une condition préalable nécessaire à la réparation des défauts.
La fonction de la pression isostatique
Pendant que le matériau est chaud et mou, un gaz inerte (généralement de l'argon) est pompé dans l'enceinte scellée, créant une pression immense. Le terme isostatique est clé : il signifie que la pression est appliquée de manière égale dans toutes les directions. Cette force uniforme comprime doucement le composant, effondrant tous les pores internes, les vides ou les microfissures.
L'importance du gaz inerte
L'utilisation d'un gaz inerte comme l'argon est non négociable. À ces températures élevées, un gaz réactif comme l'oxygène provoquerait une oxydation sévère et endommagerait le composant. L'argon sert de milieu propre et non réactif pour transmettre la pression sans altérer la chimie du matériau.
Une analyse étape par étape du cycle HIP
Bien que les paramètres spécifiques varient selon le matériau et l'application, chaque cycle HIP suit une séquence distincte et contrôlée qui peut durer de 8 à 12 heures ou plus.
Chargement et scellement
Les composants sont soigneusement chargés dans la section du four de l'enceinte de pression HIP. Une fois chargés, le récipient est hermétiquement scellé pour contenir les pressions et températures extrêmes qui seront appliquées.
Chauffage et pressurisation
Le four interne commence à chauffer les composants selon un profil thermique prédéfini. Simultanément, du gaz argon est pompé dans l'enceinte, élevant la pression interne au niveau cible. La chaleur et la pression augmentent ensemble de manière contrôlée.
La phase de maintien (Soaking)
C'est la phase de traitement principale où le matériau est "maintenu" à une température et une pression maximales spécifiques. Pendant ce temps de maintien, la combinaison de la chaleur et de la force isostatique force les surfaces des vides internes à se lier au niveau atomique, un processus connu sous le nom de liaison par diffusion. C'est ce qui élimine la porosité.
Refroidissement et dépressurisation
Après la période de maintien, le cycle se termine par une phase de refroidissement contrôlé. Certaines unités HIP avancées peuvent effectuer un refroidissement rapide sous pression, qui agit comme une étape de trempe. Cela peut verrouiller une microstructure souhaitable, combinant les avantages du HIP avec un traitement thermique en un seul cycle.
Comprendre les compromis et les considérations
Le HIP est un processus incroyablement puissant, mais ce n'est pas une solution universelle. Comprendre ses limites est essentiel pour son application efficace.
Coût élevé et complexité
Les unités HIP sont des équipements hautement spécialisés et coûteux, nécessitant une enceinte sous pression capable de résister à des conditions extrêmes. Le processus est énergivore et consomme de grandes quantités de gaz argon, ce qui en fait une étape coûteuse réservée aux composants de grande valeur.
Longs temps de cycle
Comme mentionné, un cycle HIP typique est un long processus par lots. Cette longue durée doit être prise en compte dans les délais et les coûts de production, car elle peut constituer un goulot d'étranglement important par rapport à d'autres méthodes de traitement thermique.
Pas un traitement de surface
Le HIP est conçu pour éliminer les défauts internes. Il ne peut pas réparer les fissures ou les vides qui sont ouverts à la surface de la pièce. Le gaz pressurisé entrerait simplement dans la fissure par l'extérieur, égalisant la pression et l'empêchant de se fermer.
Faire le bon choix pour votre objectif
L'application du HIP doit être une décision délibérée motivée par un besoin d'ingénierie spécifique.
- Si votre objectif principal est d'éliminer la porosité de coulée : Le HIP est la solution standard de l'industrie pour augmenter la densité et la durée de vie en fatigue des composants moulés critiques dans les applications aérospatiales et énergétiques.
- Si votre objectif principal est d'améliorer les pièces métalliques imprimées en 3D : Le HIP est une étape de post-traitement vitale pour éliminer la porosité inhérente à la fabrication additive, améliorant considérablement la résistance et la fiabilité de la pièce.
- Si votre objectif principal est de créer des liaisons à l'état solide : Le processus est exceptionnellement efficace pour la liaison par diffusion de matériaux dissemblables ou la consolidation de poudres métalliques en pièces entièrement denses, proches de la forme finale.
En fin de compte, comprendre le processus HIP vous permet de spécifier une étape de fabrication qui transforme de bons composants en composants exceptionnels.
Tableau récapitulatif :
| Étape du processus HIP | Fonction clé | Résultat |
|---|---|---|
| Chargement et scellement | Le composant est placé dans une enceinte sous pression scellée. | Prépare l'environnement contrôlé. |
| Chauffage et pressurisation | La température et la pression du gaz inerte sont augmentées simultanément. | Le matériau devient malléable ; la pression est appliquée uniformément. |
| Phase de maintien | Maintenu à température et pression maximales. | Les vides internes s'effondrent par liaison par diffusion. |
| Refroidissement et dépressurisation | Refroidissement contrôlé, parfois avec trempe rapide. | La microstructure souhaitée est verrouillée ; le cycle est terminé. |
Prêt à améliorer l'intégrité et la performance de vos composants critiques ?
KINTEK est spécialisée dans les équipements de laboratoire avancés et les consommables, répondant aux besoins précis des laboratoires dans les secteurs de l'aérospatiale, de la fabrication additive et de l'énergie. Le processus HIP est une pierre angulaire de la création de pièces fiables et de grande valeur.
Laissez nos experts vous aider à déterminer si le HIP est la bonne solution pour votre application. Nous fournissons la technologie et le support nécessaires pour éliminer la porosité et obtenir des propriétés matérielles supérieures.
Contactez notre équipe dès aujourd'hui pour une consultation et découvrez comment KINTEK peut soutenir vos objectifs de qualité et d'innovation.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Moules de Pressage Isostatique pour Laboratoire
- Presse hydraulique automatique chauffante à haute température avec plaques chauffantes pour laboratoire
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
Les gens demandent aussi
- Quel est le processus du pressage isostatique ? Obtenir une densité uniforme et des formes complexes
- Comment les presses isostatiques à chaud améliorent-elles les performances des électrodes sèches ? Améliorez la conductivité des batteries tout solides grâce à la chaleur et à la pression
- Quelle est la température d'une presse isostatique à chaud ? Atteindre la densification optimale pour vos matériaux
- Quelle est la fonction d'une presse isostatique à chaud (WIP) dans les cellules à poche entièrement à état solide ? Optimiser la densité de la batterie
- Combien de temps dure le pressage isostatique à chaud ? Déverrouiller les variables qui contrôlent le temps de cycle

















