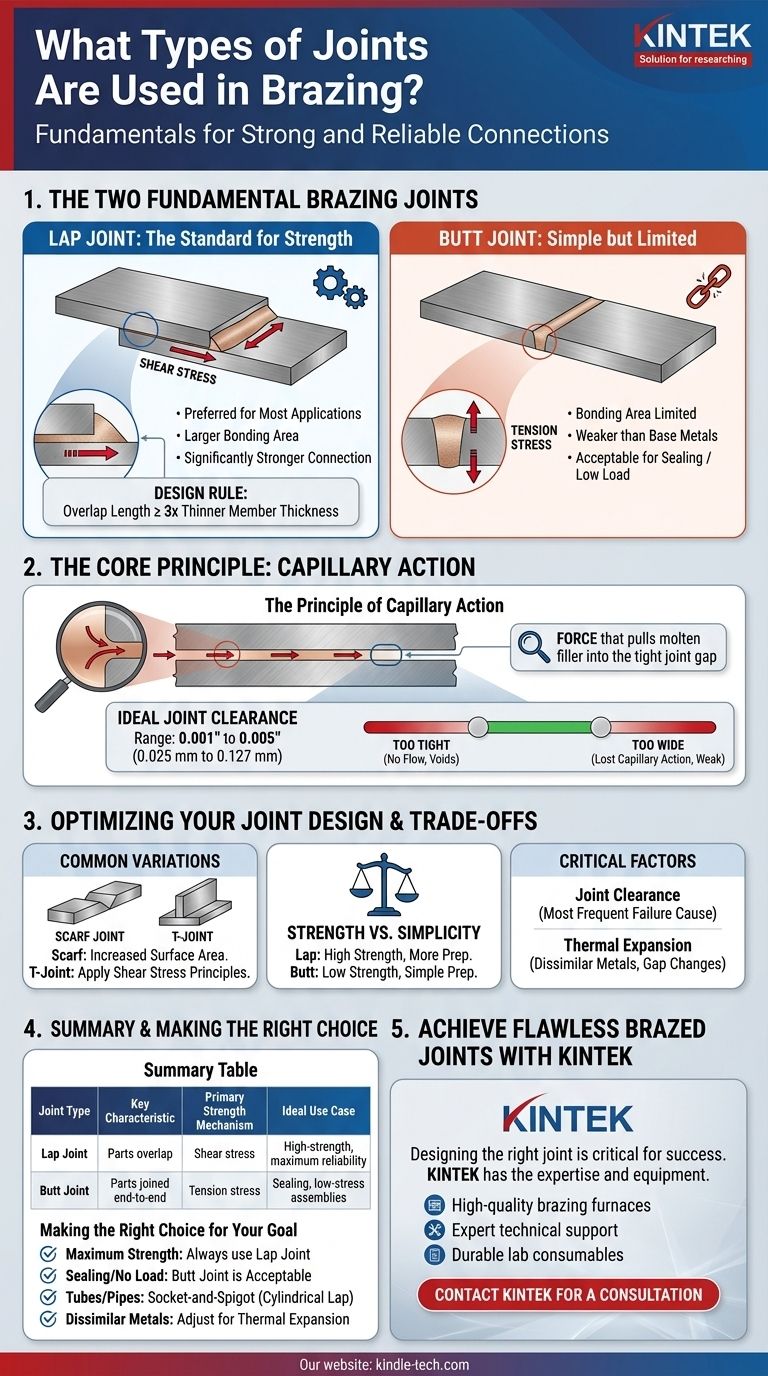
Pour le brasage, il existe deux types de joints fondamentaux : le joint à recouvrement et le joint bout à bout. Presque toutes les conceptions de joints brasés sont une variation ou une combinaison de ces deux types. Le joint à recouvrement, où les deux pièces se chevauchent, est de loin le plus privilégié pour la plupart des applications car il offre une plus grande surface de collage et crée une connexion nettement plus solide que le joint bout à bout (assemblage extrémité contre extrémité).
Le principe fondamental de la conception des joints de brasage est de maximiser la surface de liaison pour le métal d'apport. C'est pourquoi les joints à recouvrement sont la norme pour la résistance, car ils sont sollicités en cisaillement, tandis que les joints bout à bout sont limités par la résistance à la traction de l'alliage d'apport, beaucoup plus faible.
Les deux joints de brasage fondamentaux
À la base, un joint brasé est simplement l'espace entre deux pièces ou plus ajustées qui sera rempli par un alliage en fusion. La géométrie de cet espace est le facteur le plus important déterminant la résistance finale de l'assemblage.
Le joint à recouvrement : La norme pour la résistance
Le joint à recouvrement est formé en faisant se chevaucher les deux pièces à joindre. Cette conception est la plus utilisée et la plus recommandée pour le brasage.
Sa résistance provient de la mise du métal d'apport en contrainte de cisaillement. La charge est répartie sur toute la surface de recouvrement, ce qui permet de concevoir facilement un joint plus résistant que les matériaux de base eux-mêmes.
Une règle de conception courante est de rendre la longueur de recouvrement au moins trois fois l'épaisseur de la pièce la plus mince. Le respect de cette simple directive garantit généralement que le métal de base cédera avant le joint brasé.
Le joint bout à bout : Simple mais limité
Le joint bout à bout assemble deux pièces bout à bout. La surface de collage est limitée à la section transversale de la pièce la plus mince.
Cette conception soumet le métal d'apport à une contrainte de traction. Étant donné que le métal d'apport de brasage est presque toujours plus faible que les métaux de base, un joint bout à bout sera toujours plus faible que les pièces qu'il assemble.
Les joints bout à bout ne sont pas recommandés pour les applications où une contrainte ou une charge importante sera appliquée. Ils sont acceptables pour des opérations d'étanchéité ou pour des assemblages où la résistance mécanique n'est pas l'exigence principale.
Optimisation de la conception de votre joint
Au-delà du choix d'une configuration à recouvrement ou bout à bout, le succès d'une connexion brasée dépend entièrement du contrôle de l'espace entre les pièces.
Le principe de l'action capillaire
Le brasage fonctionne par action capillaire, qui est la force qui attire le métal d'apport en fusion dans l'espace étroit entre les pièces. Cette force est puissante, capable d'attirer l'alliage dans le joint contre la force de gravité.
Pour que l'action capillaire soit efficace, l'espace entre les pièces — connu sous le nom de jeu de joint — doit être contrôlé avec précision.
Détermination du jeu de joint idéal
Le jeu idéal dépend du métal d'apport, des métaux de base et du processus de brasage, mais une plage générale est de 0,001" à 0,005" (0,025 mm à 0,127 mm).
Si l'espace est trop serré, le métal d'apport ne peut pas s'écouler dans le joint, ce qui entraîne des vides et une liaison faible. Si l'espace est trop large, l'action capillaire est perdue et le métal d'apport ne parvient pas à remplir tout le joint, créant une connexion faible qui dépend uniquement de la résistance limitée du métal d'apport.
Variations de conception courantes
Les principes des joints à recouvrement et bout à bout sont appliqués dans diverses configurations. Un joint à biseau est un type de joint bout à bout où les extrémités sont chanfreinées pour augmenter la surface, le rendant plus résistant qu'un simple joint bout à bout. Un joint en T est mécaniquement un type de joint à recouvrement et doit être conçu en tenant compte des mêmes principes de contrainte de cisaillement.
Comprendre les compromis
Concevoir pour le brasage implique d'équilibrer la résistance, la complexité de fabrication et le coût. Une mauvaise compréhension de ces compromis est une source fréquente de défaillance.
Résistance contre simplicité
Le joint bout à bout est le plus simple à préparer mais offre la plus faible résistance. Le joint à recouvrement nécessite plus de matériau et de préparation (assurer le chevauchement des pièces) mais offre des performances mécaniques bien supérieures. Le choix dépend entièrement des exigences de la pièce finie.
Le rôle critique de l'espace du joint
Un jeu de joint incorrect est la cause la plus fréquente de défaillance du brasage. Ce n'est pas une réflexion après coup, mais un paramètre de conception critique. Vous devez concevoir les pièces et les dispositifs de maintien pour conserver le jeu correct à la température de brasage réelle, en tenant compte de la dilatation thermique.
Incompatibilités de dilatation thermique
Lors de l'assemblage de métaux dissemblables (comme le cuivre et l'acier), ils se dilateront à des vitesses différentes lorsqu'ils sont chauffés. Ce changement peut soit fermer, soit ouvrir le jeu du joint pendant le cycle de brasage. Vous devez calculer cet effet et ajuster votre jeu « à température ambiante » en conséquence pour garantir que le jeu correct existe à la température de brasage.
Faire le bon choix pour votre objectif
Le besoin spécifique de votre application doit dicter votre conception.
- Si votre objectif principal est la résistance maximale du joint : Utilisez toujours un joint à recouvrement. Assurez-vous que le recouvrement est au moins trois fois l'épaisseur de la pièce la plus mince et maintenez un jeu de joint précis.
- Si votre objectif principal est d'étanchéifier un joint sans charge : Un joint bout à bout est acceptable, car sa préparation est plus simple et la performance mécanique n'est pas une préoccupation.
- Si vous assemblez des tubes ou des tuyaux : Utilisez une conception emboîtée (socket-and-spigot), qui est un joint à recouvrement cylindrique, pour assurer l'alignement et fournir une résistance supérieure.
- Si vous assemblez des métaux dissemblables : Calculez l'effet de la dilatation thermique sur le jeu de votre joint et ajustez les dimensions à température ambiante pour compenser.
En fin de compte, un brasage réussi commence bien avant que la chaleur ne soit appliquée ; il est obtenu en concevant le joint spécifiquement pour le processus d'action capillaire.
Tableau récapitulatif :
| Type de joint | Caractéristique clé | Mécanisme de résistance principal | Cas d'utilisation idéal |
|---|---|---|---|
| Joint à recouvrement | Pièces se chevauchant | Contrainte de cisaillement | Applications à haute résistance, fiabilité maximale |
| Joint bout à bout | Pièces assemblées bout à bout | Contrainte de traction | Étanchéité, assemblages à faible contrainte |
Obtenez des joints brasés impeccables avec KINTEK
Concevoir le bon joint est essentiel pour le succès et la longévité de vos assemblages brasés. Que vous ayez besoin de la résistance supérieure d'un joint à recouvrement ou de la simplicité d'un joint bout à bout, KINTEK possède l'expertise et l'équipement pour soutenir les besoins de brasage de votre laboratoire.
Nous fournissons :
- Fours de brasage de haute qualité pour un contrôle précis de la température et un chauffage uniforme.
- Support technique expert pour vous aider à sélectionner les bons métaux d'apport et à optimiser la conception de votre joint pour les applications difficiles, y compris les métaux dissemblables.
- Consommables de laboratoire durables pour garantir des résultats constants et fiables lot après lot.
Ne laissez pas la conception du joint être le maillon faible de votre processus. Contactez nos spécialistes du brasage dès aujourd'hui pour discuter de la manière dont nous pouvons vous aider à construire des produits plus solides et plus fiables.
Contactez KINTEK pour une consultation
Guide Visuel
Produits associés
- Petite machine de moulage par injection pour laboratoire
- Machine de tamisage vibrant de laboratoire Tamis vibrant à claquement
- Soufflets à vide pour une connexion efficace et un vide stable dans les systèmes haute performance
Les gens demandent aussi
- Quel est le processus de fabrication du moulage du caoutchouc ? Moulage par injection, par compression ou par transfert ?
- Quel est un avantage du moulage par injection ? Atteindre une production à grand volume avec une efficacité inégalée
- Quels sont les paramètres à prendre en compte pour sélectionner la presse à mouler pour parois minces ? Spécifications clés pour une production à grande vitesse
- Quelle est l'application de la machine de moulage par injection ? Alimenter la production de masse pour les pièces complexes
- Quelle est la différence entre le moulage par injection et le moulage par compression ? Un guide pour choisir le bon procédé


