
Un seul défaut invisible
Imaginez une aube de turbine critique dans un réacteur d'avion, tournant à des milliers de tours par minute. Si elle échoue, la cause est rarement une fissure massive et visible. Plus souvent, il s'agit d'un vide microscopique, un espace vide pas plus grand qu'un grain de poussière, laissé lors de sa création.
Ce n'est pas une défaillance du métal lui-même. C'est une défaillance de la pression.
Notre confiance profonde dans les composants conçus est une confiance en leur intégrité interne. Nous supposons qu'ils sont parfaitement solides. Mais la fabrication traditionnelle, qui implique souvent une force directionnelle — comme un marteau ou une presse — peut créer des contraintes et des incohérences cachées. C'est une méthode de force brute.
Il existe une manière plus élégante, plus fondamentale. Un processus qui utilise la pression non pas comme un marteau, mais comme une étreinte universelle.
Le principe d'uniformité
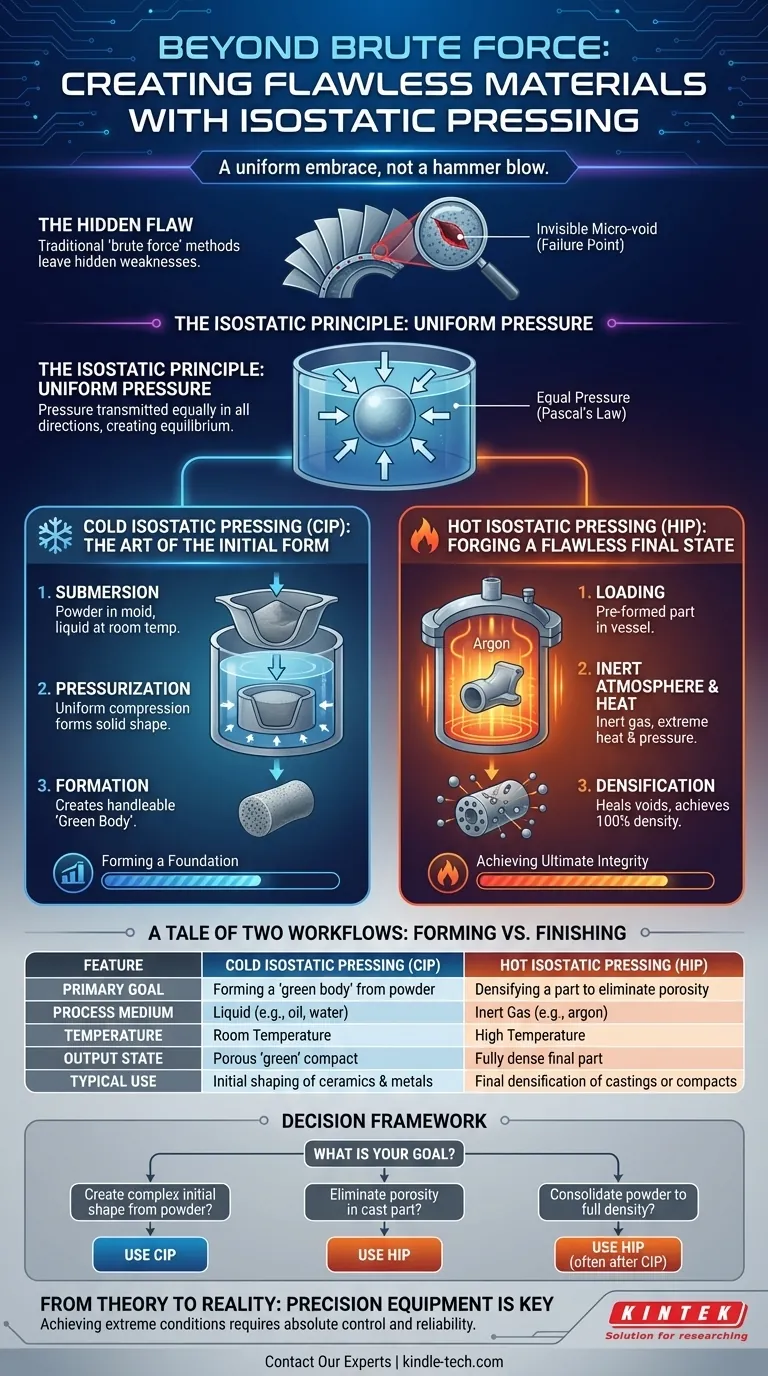
Le pressage isostatique à froid et à chaud (CIP et HIP) sont tous deux fondés sur une loi simple et puissante de la physique : la pression appliquée à un fluide contenu est transmise également dans toutes les directions.
Au lieu de presser une pièce d'un ou deux côtés, le composant est immergé dans un milieu fluide (liquide ou gazeux) qui applique une pression parfaitement uniforme à chaque point de sa surface.
Le changement psychologique est profond. Nous passons d'une logique de coercition à une logique d'équilibre. Le résultat est une pièce d'une densité très uniforme et d'un comportement prévisible, exempte des faiblesses internes nées d'une force inégale.
Les deux voies vers la perfection isostatique
Bien qu'ils partagent un principe de base, le CIP et le HIP servent des objectifs distincts dans le cheminement vers un matériau sans défaut. Ils représentent deux étapes différentes : la création de la forme et la perfection de la substance.
Pressage Isostatique à Froid (CIP) : L'art de la forme initiale
Le CIP est une étape de formage. Il commence avec une poudre — céramique, métal ou polymère — placée à l'intérieur d'un moule souple et scellé.
- Immersion : Le moule est immergé dans une chambre de liquide, généralement de l'huile ou de l'eau, à température ambiante.
- Pressurisation : La chambre est mise sous pression, ce qui amène le liquide à comprimer uniformément le moule de tous les côtés.
- Formation : Les particules de poudre sont forcées ensemble, créant un objet solide et manipulable appelé « corps vert ».
Ce corps vert est comme une boule de neige parfaitement tassée. Il a une forme et suffisamment de résistance pour être manipulé, mais il n'est pas encore devenu de la glace. C'est une base uniforme, prête pour la prochaine étape.
Pressage Isostatique à Chaud (HIP) : Forger un état final sans défaut
Le HIP est une étape de finition, conçue pour atteindre une intégrité matérielle ultime. Il prend une pièce préformée (comme un corps vert issu du CIP ou une coulée métallique) et la perfectionne.
- Chargement : La pièce est placée à l'intérieur d'une cuve à haute pression.
- Atmosphère inerte : La cuve est remplie d'un gaz inerte de haute pureté, comme l'argon.
- Densification : La température et la pression sont augmentées à des niveaux extrêmes.
Sous cette chaleur et cette pression intenses et uniformes, les atomes du matériau commencent eux-mêmes à se déplacer. Ils diffusent à travers les frontières de tout vide interne, guérissant efficacement la pièce de l'intérieur. Les pores microscopiques disparaissent simplement. Le résultat est un composant d'une densité quasi de 100 %.
Un conte de deux flux de travail : Formage contre finition
Le choix entre le CIP et le HIP dépend entièrement de votre objectif. Cherchez-vous à créer une forme, ou cherchez-vous à perfectionner une forme existante ?
| Caractéristique | Pressage Isostatique à Froid (CIP) | Pressage Isostatique à Chaud (HIP) |
|---|---|---|
| Objectif principal | Formation d'un « corps vert » à partir de poudre | Densification d'une pièce pour éliminer la porosité |
| Milieu de processus | Liquide (par ex. huile, eau) | Gaz inerte (par ex. argon) |
| Température | Température ambiante | Haute température |
| État de sortie | Compact « vert » poreux | Pièce finale entièrement dense |
| Utilisation typique | Mise en forme initiale de céramiques et de métaux | Densification finale de coulées ou de compacts |
Cela conduit à un cadre de décision clair :
- Pour créer une forme initiale complexe à partir de poudre : Le CIP est la méthode idéale pour former un « corps vert » uniforme.
- Pour éliminer la porosité dans une pièce métallique coulée : Le HIP est l'étape de finition essentielle pour une résistance maximale.
- Pour consolider la poudre en une pièce finale entièrement dense : Vous utiliserez presque toujours le HIP, souvent sur une pièce préformée par CIP.
De la théorie à la réalité : le rôle essentiel de l'équipement
Atteindre les conditions extrêmes requises pour le pressage isostatique est un défi d'ingénierie monumental. Les cuves doivent contenir des pressions des centaines de fois supérieures à celles d'un submersible en eaux profondes, et les fours HIP doivent atteindre des températures capables de faire couler le métal comme de l'argile.
La différence entre un composant parfaitement dense et une expérience ratée réside dans la précision et la fiabilité de l'équipement de laboratoire. C'est là que la théorie rencontre la réalité. Transformer le principe élégant de la pression uniforme en un matériau tangible et parfait nécessite des systèmes capables de gérer ces forces avec un contrôle absolu.
Chez KINTEK, nous sommes spécialisés dans l'équipement de laboratoire qui rend cette transformation possible. Qu'il s'agisse de former une forme fondamentale avec le CIP ou de rechercher la densité théorique avec le HIP, nos systèmes offrent le contrôle et la fiabilité nécessaires pour dépasser la fabrication par force brute. Pour créer des matériaux auxquels vous pouvez faire confiance, sans exception.
Pour une discussion plus approfondie sur la manière d'appliquer ces principes dans votre travail, Contactez nos experts
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
Articles associés
- Présentation complète de la presse isostatique chaude et de ses applications
- Facteurs clés à prendre en compte lors de l'utilisation d'une presse isostatique chaude
- Au-delà de la fiche technique : Maîtriser la dynamique thermique du pressage isostatique à chaud
- Pressage isostatique à chaud Un aperçu du processus et de l'équipement
- Pressage isostatique à chaud : une technologie de fabrication avancée

















