
L'illusion d'une surface unique
Considérez la surface lisse d'un plan de travail moderne ou la structure dense et inflexible d'une carte de circuit imprimé multicouche. Nous les percevons comme des objets uniques et solides. Nos esprits acceptent leur solidité et leur stabilité sans question.
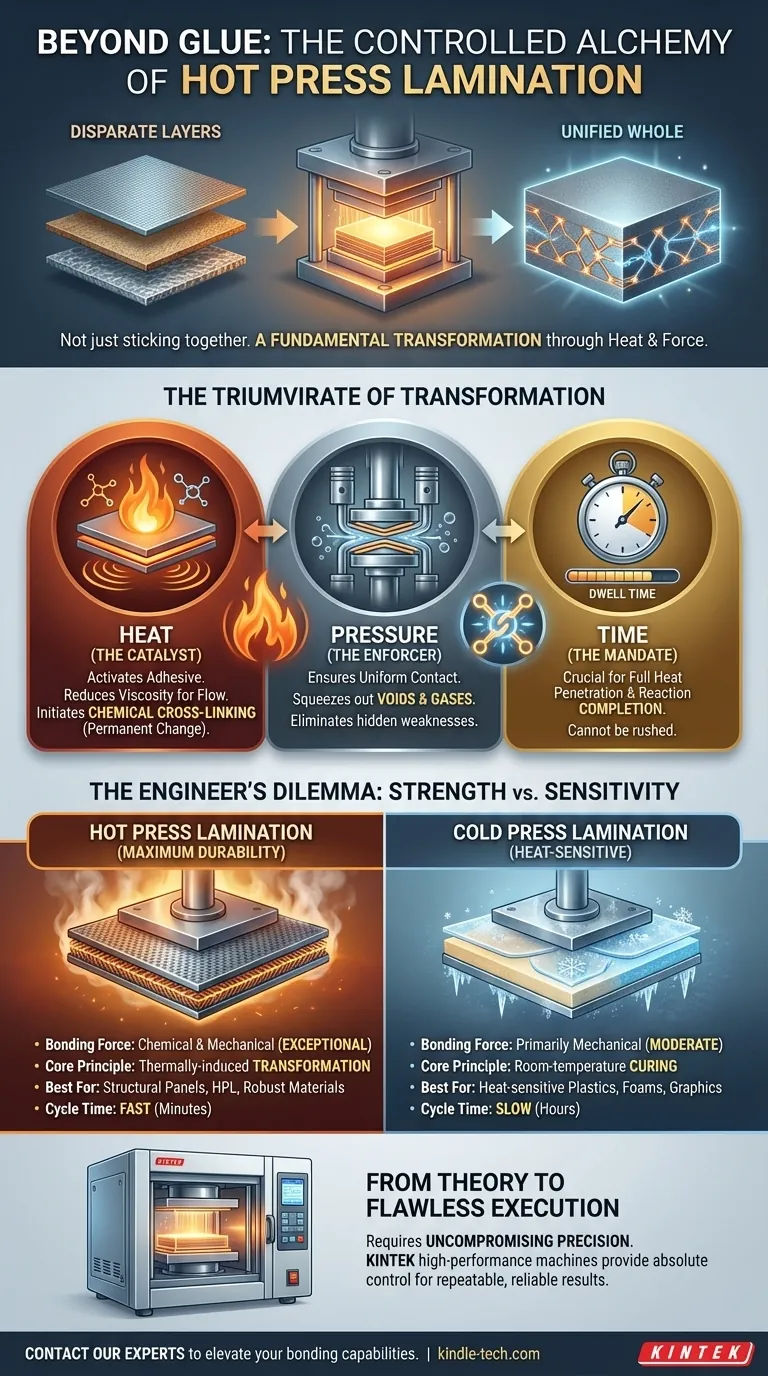
Cette perception est une illusion soigneusement conçue. Ces objets ne naissent pas monolithiques ; ils sont forgés. Ce sont des composites, créés par un processus de chaleur immense et de force écrasante. Ce processus, connu sous le nom de lamination sous presse à chaud, vise moins à coller des éléments ensemble qu'à forcer des couches disparates à devenir un tout nouveau et unifié. C'est une technique fondamentale basée sur une vérité physique simple mais puissante : dans les bonnes conditions, les matériaux peuvent être fondamentalement transformés.
Le triumvirat de la transformation
Réaliser cette transformation nécessite de maîtriser un équilibre délicat de trois variables. Une mauvaise gestion de l'une d'elles entraîne une liaison faible, un produit endommagé ou un échec complet. C'est un processus à enjeux élevés où la précision est primordiale.
La chaleur : le catalyseur du changement
La chaleur est l'agent d'activation. Son rôle principal est d'énergiser l'adhésif, réduisant sa viscosité jusqu'à ce qu'il coule comme de l'eau. Cela lui permet de pénétrer les pores microscopiques des matériaux de substrat, créant une adhérence mécanique profonde.
Pour les résines thermodurcissables, la chaleur fait quelque chose de plus profond. Elle initie une réaction chimique appelée réticulation, tissant les chaînes polymères individuelles en un réseau rigide tridimensionnel. Ce n'est pas juste du séchage de colle ; c'est un changement chimique permanent et irréversible. La liaison fait partie de la structure même du matériau.
La pression : le garant de l'intimité
La pression est le garant. Son rôle est d'assurer un contact absolu et uniforme entre chaque couche. Mesurée en tonnes, cette force expulse l'air piégé ou les gaz volatils qui pourraient créer des vides — les faiblesses cachées qui conduisent à la délamination.
D'un point de vue psychologique, la pression élimine l'incertitude. Elle ne laisse aucune place aux lacunes ou aux imperfections, forçant l'adhésif en fusion dans chaque crevasse possible et assurant que la liaison finale soit aussi complète et prévisible que les lois de la physique le permettent.
Le temps : le mandat d'achèvement
Le temps, ou "temps de maintien", est la période pendant laquelle le matériau est maintenu captif sous l'effet de la chaleur et de la pression. Ce n'est pas une attente passive. C'est la fenêtre cruciale nécessaire à la chaleur pour pénétrer entièrement l'ensemble du matériau et à la réaction de réticulation pour suivre son cours.
Raccourcir ce temps, c'est parier contre la chimie — un pari que vous perdrez toujours. Trop peu de temps entraîne une liaison partiellement durcie et peu fiable. C'est un témoignage du fait que certaines transformations ne peuvent être précipitées.
Le dilemme de l'ingénieur : résistance contre sensibilité
La décision d'utiliser la lamination sous presse à chaud est stratégique, ancrée dans le résultat souhaité pour le produit final. Elle représente un engagement envers la résistance et la durabilité avant tout. Mais ce pouvoir s'accompagne d'un compromis important.
Les températures élevées requises sont une forme de violence contrôlée. Elles sont parfaites pour les matériaux robustes comme le bois, les phénoliques ou la fibre de verre, mais elles sont destructrices pour les substrats sensibles à la chaleur. Les plastiques minces, les mousses délicates ou les vinyles pré-imprimés se déformeraient, fondraient ou se décoloreraient dans de telles conditions.
Cela conduit à un choix fondamental :
- Pour une durabilité maximale, une intégrité structurelle et une résistance à l'usure, le processus intense de pressage à chaud est la seule voie logique.
- Pour les matériaux sensibles à la chaleur, l'alternative plus douce est la lamination à froid, qui utilise des adhésifs qui durcissent à température ambiante sur plusieurs heures, résultant en une liaison fonctionnellement plus faible.
| Aspect | Lamination sous presse à chaud | Lamination à froid |
|---|---|---|
| Force de liaison | Chimique et mécanique (exceptionnelle) | Principalement mécanique (modérée) |
| Principe de base | Transformation chimique induite thermiquement | Durcissement de l'adhésif à température ambiante |
| Idéal pour | Panneaux structurels, composites, HPL | Plastiques sensibles à la chaleur, mousses, graphiques |
| Temps de cycle | Rapide (minutes) | Lent (heures) |
De la théorie à une exécution impeccable
Comprendre la physique de la lamination sous presse à chaud est une chose. L'exécuter de manière cohérente en est une autre. Le fossé entre un idéal théorique et un résultat parfait dans le monde réel est comblé par la qualité de l'équipement.
Atteindre la température précise, appliquer une pression uniforme sur de vastes surfaces et maintenir ces conditions pendant une durée exacte nécessite des machines conçues pour une précision sans compromis. C'est là que le processus passe d'une technique industrielle brute à une science raffinée. Une presse à chaud de qualité laboratoire n'est pas juste une machine ; c'est un instrument conçu pour fournir un contrôle absolu sur les forces de transformation.
Pour les environnements de recherche, de développement et de production où l'intégrité de la liaison est non négociable, disposer d'un équipement capable d'exécuter de manière répétable et fiable un cycle programmé est primordial. KINTEK se spécialise dans la fourniture de ces presses à chaud haute performance, garantissant que vos paramètres théoriques se traduisent à chaque fois par des matériaux composites impeccables et durables. Notre équipement fournit le contrôle dont vous avez besoin pour maîtriser l'alchimie de la lamination.
Pour explorer comment le bon équipement peut améliorer vos capacités de liaison de matériaux, Contactez nos experts.
Guide Visuel
Produits associés
- Four à presse à chaud sous vide pour stratification et chauffage
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse à chaud sous vide automatique à écran tactile
- Presse à chaud sous vide hydraulique chauffée électriquement pour laboratoire
- Moule spécial de presse à chaud pour laboratoire
Articles associés
- La physique de la perfection : pourquoi le vide est l'outil le plus puissant du scientifique des matériaux
- Étapes de fonctionnement et précautions de la presse à chaud
- La physique invisible de la perfection : maîtriser la chaleur, la pression et le temps
- Guide complet pour l’application du four de presse à chaud sous vide
- Vaincre le vide : Le pouvoir silencieux du pressage à chaud sous vide


















