
L'illusion de la simplicité
En surface, la création d'un composant de haute densité à partir de poudre semble simple : prendre un moule, ajouter la poudre, et appliquer chaleur et pression. C'est une recette qui semble presque primale.
Pourtant, cette simplicité est une illusion. Le véritable défi, et là où la science des matériaux devient un art, n'est pas que vous appliquez une force, mais comment vous l'appliquez. La méthode de pressurisation à l'intérieur d'un four de pressage à chaud sous vide est l'une des décisions les plus critiques qu'un ingénieur prend — un choix qui dicte l'intégrité, la performance et la fiabilité de la pièce finale.
La physique de la persuasion
La chaleur seule est un agent puissant. Elle donne aux atomes l'énergie nécessaire pour bouger, rendant les particules de matériau malléables et disposées à se lier. Mais la volonté ne suffit pas.
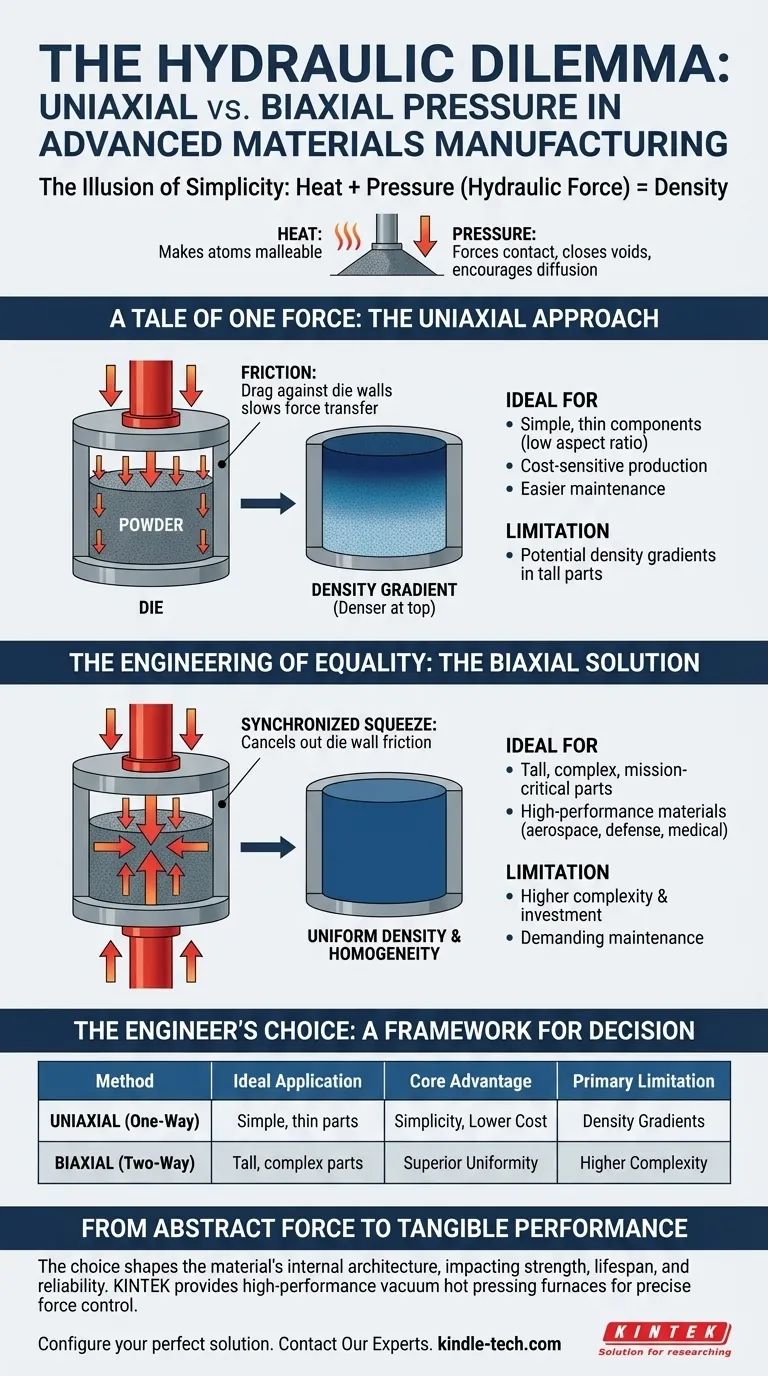
La pression est l'acte de persuasion. C'est la force immense et dirigée qui ferme physiquement les vides microscopiques entre les particules de poudre. Elle surmonte la réticence du matériau, forçant un contact intime et encourageant la diffusion atomique qui crée une pièce unique, dense et monolithique.
C'est le rôle élégant du système hydraulique. Utilisant un fluide incompressible, il traduit le travail d'une petite pompe en tonnes de force contrôlée et précise, nous donnant le pouvoir de remodeler la matière à un niveau fondamental.
Un conte d'une seule force : l'approche uniaxiale
La méthode la plus courante pour appliquer cette force est la pressurisation uniaxiale. Un seul vérin hydraulique, agissant généralement par le dessus, appuie sur le matériau à l'intérieur d'une matrice. Le poinçon inférieur reste stationnaire. C'est une solution directe, puissante et mécaniquement simple.
Le frottement invisible
Imaginez les particules de poudre comme une foule dans un couloir étroit. Lorsqu'on pousse par une extrémité, les personnes à l'avant bougent facilement. Mais le frottement contre les murs ralentit le transfert du mouvement. Les personnes à l'arrière ressentent une poussée beaucoup plus faible et retardée.
Il en va de même à l'intérieur de la matrice. Les particules de poudre les plus proches du vérin mobile reçoivent la pleine force de compression. Mais à mesure que cette force pénètre plus profondément dans le compact, le frottement entre la poudre et les parois de la matrice dissipe son énergie. Cela crée un gradient de densité — la pièce est plus dense en haut qu'en bas.
Quand la simplicité est intelligente
Pour de nombreuses applications, cela est parfaitement acceptable. Dans les composants qui sont minces ou qui ont un faible rapport d'aspect (plus larges que hauts), l'effet de ce frottement est négligeable. La simplicité, le coût inférieur et la maintenance plus facile du système uniaxiale en font le choix intelligent et pragmatique pour une vaste gamme de produits.
L'ingénierie de l'égalité : la solution biaxiale
Et si un gradient de densité n'est pas acceptable ? Et si votre composant est grand, complexe, ou destiné à une application critique où toute incohérence interne est un point de défaillance potentiel ?
C'est là que le système biaxial démontre son génie. Au lieu d'un seul vérin poussant par le haut, deux vérins hydrauliques opposés appliquent simultanément une force par le haut et par le bas.
La quête de l'homogénéité
Ce n'est pas une poussée ; c'est un serrage synchronisé. Les deux fronts de pression se rencontrent au milieu du compact de matériau, annulant efficacement les effets principaux du frottement de la paroi de la matrice.
Chaque particule, quelle que soit sa position, subit une force de compression quasi identique. Le résultat est un composant d'une uniformité et d'une homogénéité de densité exceptionnelles. Cette intégrité structurelle est essentielle pour les céramiques de haute performance, les alliages avancés et les matériaux composites utilisés dans l'aérospatiale, la défense et les implants médicaux.
Le prix de la perfection
Cette solution élégante a un coût. Une presse biaxiale est mécaniquement plus complexe, nécessitant des systèmes de contrôle sophistiqués pour synchroniser parfaitement les vérins opposés. Cela se traduit par un investissement initial plus élevé et des protocoles de maintenance plus exigeants. C'est un choix délibéré fait lorsque l'objectif est la performance ultime du matériau, et que le compromis n'est pas une option.
Le choix de l'ingénieur : un cadre de décision
La sélection n'est pas une question de savoir quel système est « meilleur », mais lequel convient à l'objectif. La décision est un équilibre stratégique entre performance, géométrie et coût.
| Méthode de pressurisation | Application idéale | Avantage principal | Limitation principale |
|---|---|---|---|
| Unidirectionnelle (Uniaxiale) | Composants simples et minces ; production sensible aux coûts. | Simplicité, coût inférieur, maintenance plus facile. | Gradients de densité potentiels dans les pièces hautes. |
| Bidirectionnelle (Biaxiale) | Pièces hautes, complexes ou de haute performance. | Uniformité et homogénéité de densité supérieures. | Complexité et investissement plus élevés. |
De la force abstraite à la performance tangible
Le choix entre un système uniaxiale et biaxial est là où les principes d'ingénierie abstraits deviennent des caractéristiques de performance tangibles. C'est une décision qui façonne l'architecture interne invisible d'un matériau, impactant directement sa résistance, sa durée de vie et sa fiabilité.
Réaliser cette traduction de la théorie à la réalité nécessite le bon instrument. Chez KINTEK, nous fournissons les fours de pressage à chaud sous vide haute performance qui permettent aux ingénieurs d'orchestrer ces forces avec précision. Que votre projet exige la simplicité pragmatique d'un système uniaxiale ou la performance sans compromis d'un système biaxial, notre équipe est prête à vous aider à configurer la solution parfaite pour vos besoins de laboratoire.
Comprendre vos objectifs est la première étape pour les atteindre. Contactez nos experts
Guide Visuel
Produits associés
- Four de Pressage à Chaud sous Vide Machine de Pressage sous Vide Chauffée
- Four à presse à chaud sous vide pour stratification et chauffage
- Presse à chaud sous vide automatique à écran tactile
- Four à Pressage à Chaud sous Vide Machine à Pressage sous Vide Four Tubulaire
- Presse à chaud sous vide hydraulique chauffée électriquement pour laboratoire
Articles associés
- Le paradoxe de la pureté : choisir le cœur de votre four de pressage à chaud sous vide
- L'Art du Vide : Maîtriser la Chaleur dans un Four à Vide
- Le dilemme de l'ingénieur : vitesse vs certitude dans le refroidissement par four sous vide
- L'architecture du néant : Comment un four sous vide maîtrise la transformation des matériaux
- Four de presse à chaud sous vide : un guide complet



















