
L'attrait de la capacité
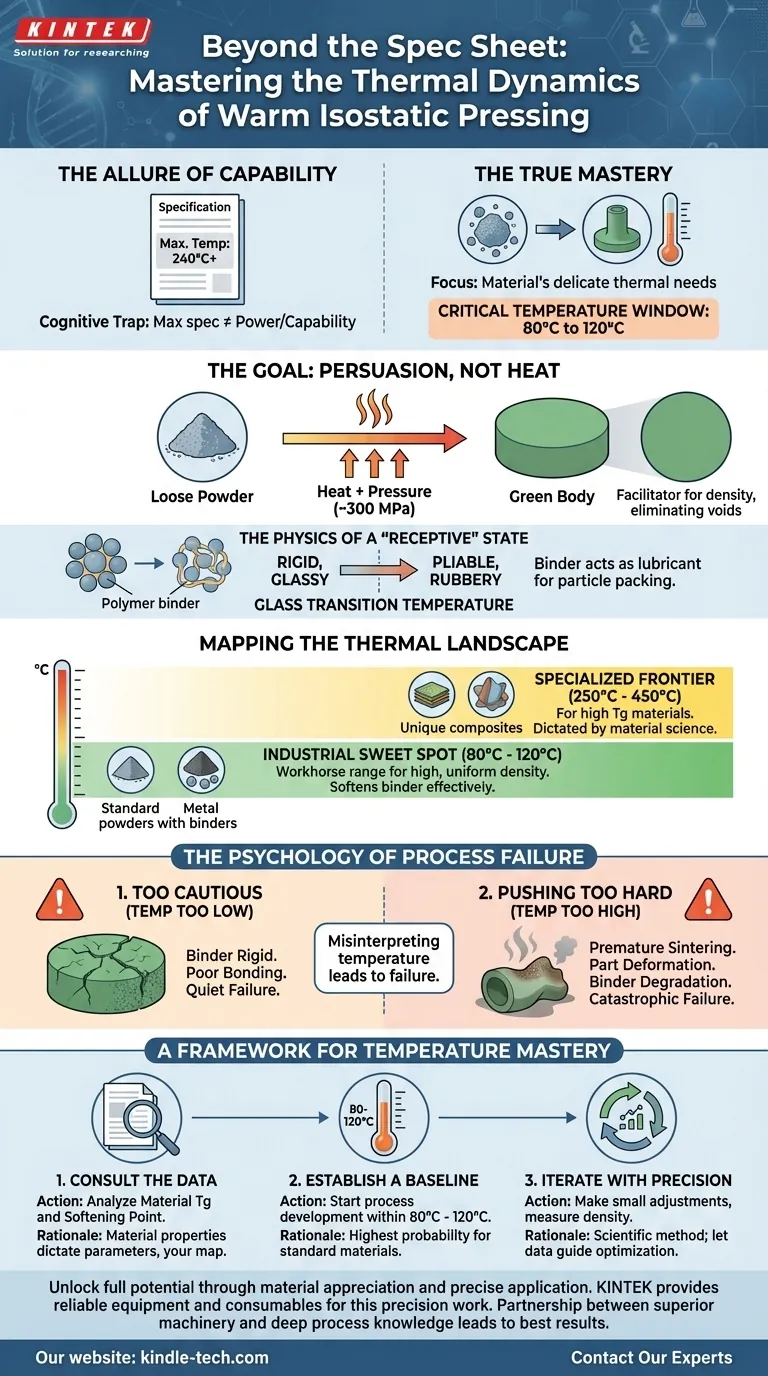
Lorsque les ingénieurs évaluent un nouvel équipement, ils sont souvent attirés par la fiche technique. Une presse isostatique à chaud (WIP) peut se vanter d'une température maximale de 240 °C ou plus, et l'impulsion psychologique immédiate est de considérer cela comme une mesure de puissance ou de capacité.
C'est un piège cognitif subtil.
La véritable maîtrise du pressage isostatique à chaud ne réside pas dans l'utilisation de toute la plage de la machine, mais dans la compréhension des besoins thermiques délicats de la poudre que vous formez. La fenêtre de température la plus critique est souvent une bande étroite et discrète : 80 °C à 120 °C.
Le but n'est pas la chaleur, mais la persuasion
Le but de la température dans un WIP n'est pas de cuire ou de faire fondre quoi que ce soit. C'est de persuader.
L'objectif principal est de créer un « corps vert » – une pièce dense, uniforme et non cuite – à partir d'une poudre libre. La pression seule ne peut pas faire grand-chose. La chaleur est le facilitateur crucial, rendant les particules de poudre plus plastiques et réceptives à la pression immense et uniforme (souvent autour de 300 MPa).
Considérez cela comme convaincre les particules de trouver leur arrangement le plus efficace, en éliminant les vides entre elles.
La physique d'un état « réceptif »
Pour la plupart des matériaux, en particulier les céramiques ou les poudres métalliques mélangées à un liant polymère, cet état de réceptivité est atteint juste au-dessus de leur température de transition vitreuse.
C'est le point où le matériau, en particulier le liant, passe d'un état rigide et vitreux à un état plus souple et caoutchouteux. Il ne fond pas ; il devient simplement suffisamment malléable pour s'écouler et se déformer, agissant comme un lubrifiant qui permet aux particules de poudre primaires de glisser les unes sur les autres et de se compacter dans une configuration incroyablement dense.
Ce processus est le fondement d'une pièce plus solide et plus cohérente après l'étape finale de frittage.
Cartographier le paysage thermique
La température correcte n'est pas un réglage ; c'est une destination déterminée entièrement par votre matériau. Comprendre la carte thermique est la clé pour naviguer avec succès dans le processus.
Le point idéal industriel : 80 °C - 120 °C
Cette plage est le cheval de bataille de l'industrie. C'est le climat idéal pour la grande majorité des poudres céramiques et métalliques qui dépendent de liants polymères. Elle fournit suffisamment d'énergie thermique pour ramollir efficacement le liant sans risquer de dégradation du matériau. Opérer dans cette fenêtre est le chemin le plus court pour obtenir une densité élevée et uniforme pour la plupart des applications standard.
La frontière spécialisée : 250 °C - 450 °C
Des températures plus élevées ne sont pas une « mise à niveau » ; elles sont un territoire différent pour des matériaux spécifiques. Certains polymères spécialisés ou composites uniques ont une température de transition vitreuse beaucoup plus élevée et nécessitent plus d'énergie thermique pour devenir malléables. S'aventurer dans cette plage est un choix délibéré dicté par la science des matériaux, et non par le désir « d'augmenter la puissance ».
La psychologie de l'échec du processus
Les deux modes de défaillance les plus courants dans le pressage isostatique à chaud sont des conséquences directes d'une mauvaise interprétation du rôle de la température.
1. Le coût d'être trop prudent (température trop basse)
Si la température est insuffisante, le liant reste trop rigide. Les particules résistent à la densification. Le résultat est un corps vert avec une densité faible ou non uniforme, une mauvaise liaison des particules et des faiblesses inhérentes. C'est un échec silencieux – la pièce peut sembler correcte, mais elle ne fonctionnera pas. Cela découle souvent de la peur de « surchauffer », conduisant à un processus inefficace et gaspilleur.
2. Le péril de forcer trop fort (température trop élevée)
Inversement, une chaleur excessive est un échec catastrophique. Si la température devient trop élevée, vous franchissez la ligne entre la persuasion et la coercition.
- Frittage prématuré : Les particules de poudre commencent à fusionner, ce qui est un processus qui ne devrait se produire que dans un four de frittage dédié.
- Déformation de la pièce : Le matériau devient trop mou et peut se déformer sous pression.
- Dégradation du liant : Les liants organiques peuvent brûler ou se dégrader, compromettant l'intégrité structurelle de toute la pièce.
C'est un cas classique de « plus n'est pas mieux ». C'est une tentative de résoudre un problème de précision par la force brute, et cela se termine presque toujours par un échec.
Un cadre pour la maîtrise de la température
Obtenir des résultats constants et de haute qualité de votre WIP est une question de discipline systématique, pas de devinettes. Cela nécessite de traiter la température comme la variable de contrôle critique qu'elle est.
| Étape | Action | Raison |
|---|---|---|
| 1. Consulter les données | Analyser la fiche technique du matériau pour sa température de transition vitreuse (Tg) et son point de ramollissement. | C'est votre carte. Sans elle, vous naviguez à l'aveugle. Les propriétés du matériau dictent les paramètres du processus, et non l'inverse. |
| 2. Établir une base de référence | Pour les céramiques ou les métaux standard avec liants, commencer le développement du processus dans la plage de 80 °C à 120 °C. | C'est le point de départ le plus probable pour réussir, basé sur des décennies de pratique industrielle. |
| 3. Itérer avec précision | Effectuer de petits ajustements de température incrémentiels et mesurer méticuleusement la densité et l'intégrité de chaque pièce résultante. | C'est la méthode scientifique appliquée à la fabrication. Documentez tout. Laissez les données vous guider vers le réglage optimal pour votre mélange de poudres spécifique. |
En fin de compte, libérer tout le potentiel du pressage isostatique à chaud vient de l'appréciation de l'ingénieur pour le matériau lui-même. L'équipement est un outil puissant, mais la véritable expertise réside dans le savoir comment l'appliquer précisément. Chez KINTEK, nous fournissons l'équipement de laboratoire et les consommables fiables qui constituent la base de ce travail de précision. Nous pensons que les meilleurs résultats proviennent d'un partenariat entre des machines supérieures et une connaissance approfondie du processus.
Si vous êtes prêt à aller au-delà de la fiche technique et à maîtriser véritablement votre processus de densification, Contactez nos experts.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
Articles associés
- Pressage isostatique à chaud Un aperçu du processus et de l'équipement
- Présentation complète de la presse isostatique chaude et de ses applications
- Explorer les capacités et les applications du pressage isostatique à chaud (WIP)
- WIP – Équipement de presse isostatique à chaud : conception, caractéristiques et avantages
- Facteurs clés à prendre en compte lors de l'utilisation d'une presse isostatique chaude

















