
Le défaut caché
Imaginez une aube de turbine dans un réacteur d'avion, tournant à des milliers de tours par minute à des températures qui feraient fondre l'acier. Ou un implant chirurgical conçu pour supporter une articulation humaine pendant des décennies.
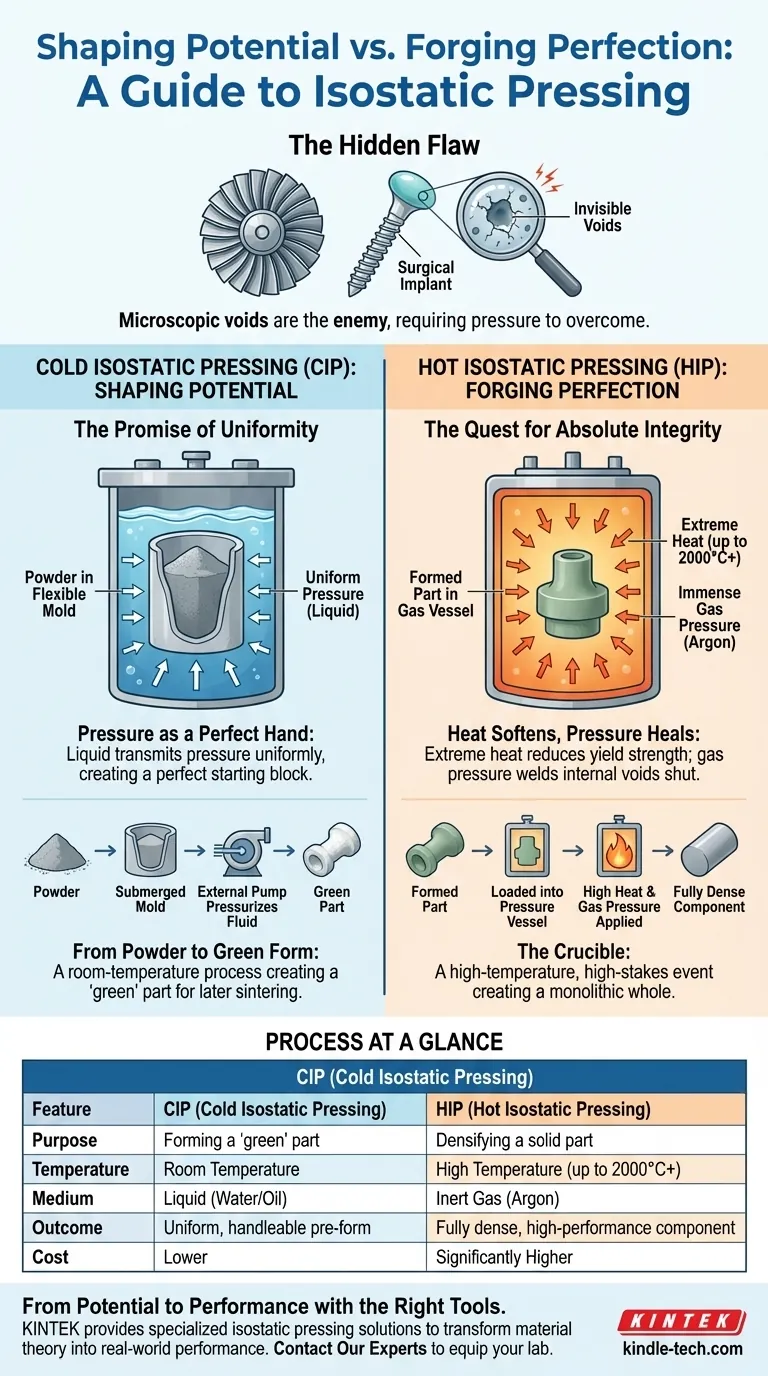
Dans ces mondes, l'échec n'est pas une option. Le plus grand ennemi n'est pas une fissure visible, mais un vide microscopique — une poche invisible de néant enfouie au plus profond du matériau, attendant que le stress la trouve.
La quête de la perfection matérielle est une histoire de lutte contre ces défauts invisibles. Cette bataille se mène souvent avec une pression immense, et les deux stratégies principales sont le pressage isostatique à froid (CIP) et le pressage isostatique à chaud (HIP). Elles ne sont pas interchangeables ; elles représentent deux philosophies fondamentalement différentes. L'une vise à façonner le potentiel, l'autre à forger la perfection.
La promesse d'uniformité : Le pressage isostatique à froid (CIP)
Le pressage isostatique à froid est un acte de création. Son objectif n'est pas de produire une pièce finie, mais de créer le bloc de départ parfait — une pièce "verte" où chaque particule est compactée avec une égalité démocratique.
Le principe : la pression comme une main parfaite
Le CIP fonctionne grâce à une loi physique simple et élégante : un liquide transmet la pression uniformément dans toutes les directions.
Lorsqu'un moule flexible rempli de poudre est immergé dans un fluide, la pression le comprime doucement et uniformément sous tous les angles imaginables. Il n'y a pas de matrices, pas de poinçons, pas de forces directionnelles qui créent des points faibles. C'est la manière la plus uniforme de compacter une poudre en une forme solide.
Le rituel : de la poudre à la forme "verte"
Le processus est une affaire propre, à température ambiante.
- Une poudre est scellée dans un moule flexible et étanche.
- Le moule est immergé dans une cuve sous pression remplie d'eau ou d'huile.
- Une pompe externe met le fluide sous pression, comprimant la poudre en un solide.
Le résultat est une pièce "verte". Elle a la consistance de la craie — assez solide pour être manipulée et même usinée, mais ses particules ne sont qu'interverrouillées mécaniquement. Elle porte la promesse de solidité, mais cette promesse doit être remplie par un processus ultérieur à haute température, comme le frittage.
La quête de l'intégrité absolue : Le pressage isostatique à chaud (HIP)
Le pressage isostatique à chaud ne vise pas la création, mais le raffinement. Il prend une pièce déjà formée et la soumet à des conditions qui imitent celles du noyau d'une planète, fermant les derniers interstices de sa structure atomique.
Le principe : la chaleur adoucit, la pression guérit
Le HIP combine deux forces puissantes. Une chaleur extrême réduit la limite d'élasticité du matériau, le rendant momentanément mou et malléable à l'échelle microscopique.
Simultanément, une immense pression de gaz (utilisant un gaz inerte comme l'argon pour éviter les réactions chimiques) est appliquée. Cette pression trouve chaque vide interne, pore ou micro-fissure et les écrase, soudant définitivement le matériau en un tout monolithique.
Le creuset : forger dans le feu et la force
Le processus HIP est un événement thermique à enjeux élevés. Les pièces sont chargées dans une cuve sous pression spécialisée, qui est ensuite chauffée à des températures pouvant dépasser 2 000 °C. Pendant que la chaleur pénètre, la pression du gaz est augmentée à des niveaux des centaines de fois supérieurs à notre atmosphère.
La pièce est maintenue à cette température et pression maximales pendant une durée précise, permettant à sa structure interne d'être reformée et perfectionnée. Le résultat est un composant dont la densité est aussi proche que possible de 100 % de la valeur théorique.
Le dilemme de l'ingénieur : choisir la bonne philosophie
La décision entre CIP et HIP ne porte pas sur le fait de savoir lequel est "meilleur", mais sur la compréhension de ce que vous essayez d'accomplir. C'est un choix stratégique entre la formation d'un début et la perfection d'une fin.
Le but définit le processus
La différence fondamentale réside dans l'étape de fabrication.
- Le CIP est un processus de formage. Son but est de créer une préforme complexe et uniformément dense à partir de poudre, préparant le terrain pour le frittage.
- Le HIP est un processus de densification. Son but est de prendre une pièce solide (comme une pièce moulée ou un composant fritté) et d'éliminer sa porosité interne pour maximiser ses propriétés mécaniques.
Parfois, ces processus fonctionnent même en séquence : une pièce est formée par CIP, renforcée par frittage, puis perfectionnée par HIP pour répondre aux spécifications les plus exigeantes.
L'économie de la perfection
La simplicité du CIP — utilisant un liquide à température ambiante — rend l'équipement et le processus relativement peu coûteux et rapides. C'est le cheval de bataille de la métallurgie des poudres.
Le HIP, nécessitant une cuve capable de résister à la fois à une chaleur extrême et à une pression de gaz, est une entreprise beaucoup plus complexe et coûteuse. Il est réservé aux applications où le coût de la défaillance est astronomiquement élevé, et où l'intégrité matérielle absolue est la seule norme acceptable.
Le processus en un coup d'œil
| Caractéristique | Pressage Isostatique à Froid (CIP) | Pressage Isostatique à Chaud (HIP) |
|---|---|---|
| Objectif | Formation d'une pièce "verte" à partir de poudre | Densification d'une pièce solide pour éliminer les défauts |
| Température | Température ambiante | Haute température (jusqu'à 2000°C+) |
| Milieu | Liquide (eau/huile) | Gaz inerte (argon) |
| Résultat | Préforme uniforme et manipulable pour le frittage | Composant final entièrement dense et haute performance |
| Coût | Plus faible | Significativement plus élevé |
Du potentiel à la performance avec les bons outils
Comprendre si votre objectif est de façonner le potentiel ou de forger la perfection est la clé du succès en science des matériaux. Le choix entre CIP et HIP dicte non seulement votre processus, mais aussi la fiabilité ultime de votre composant final.
Que vous créiez des préformes céramiques complexes ou que vous éliminiez les derniers vides microscopiques dans un alliage aérospatial critique, ce voyage nécessite un équipement de précision. KINTEK fournit les solutions spécialisées de pressage isostatique qui transforment la théorie des matériaux en performance du monde réel. Pour équiper votre laboratoire des outils permettant de façonner ou de perfectionner vos matériaux, Contactez nos experts.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse isostatique à froid électrique de laboratoire CIP pour pressage isostatique à froid
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
Articles associés
- Pressage isostatique à chaud pour les matériaux à haute densité et à faible défaut
- Pressage isostatique à chaud : une technologie de fabrication avancée
- Choisir la bonne presse isostatique à chaud : Facteurs clés à prendre en compte
- Un guide pour choisir la bonne température pour une presse isostatique chaude
- Au-delà de la fiche technique : Maîtriser la dynamique thermique du pressage isostatique à chaud

















