
Le dilemme de l'ingénieur : Un défaut que vous ne pouvez pas voir
Imaginez concevoir une aube de turbine pour un réacteur d'avion de nouvelle génération. Sa forme est une courbe organique complexe, optimisée par d'innombrables heures de simulation de dynamique des fluides. Les contraintes qu'elle subira sont immenses, passant de la chaleur extrême au froid cryogénique, tout en tournant à des milliers de tours par minute.
Dans ce monde, l'échec n'est pas une option. Un seul vide microscopique caché au cœur du métal — un défaut que vous ne pouvez pas voir — peut devenir le point de départ d'une fracture catastrophique. Votre travail n'est pas seulement de fabriquer une pièce ; c'est de forger la perfection. C'est d'éliminer toute ombre de doute.
Cette quête d'intégrité matérielle nous amène à un choix fondamental entre deux technologies puissantes : le Pressage à Chaud et le Pressage Isostatique à Chaud (HIP). La décision n'est pas seulement technique ; c'est un choix stratégique concernant le risque, l'objectif et la géométrie même des forces que nous utilisons pour créer.
Le piston inflexible contre l'étreinte parfaite
À la base, la différence entre ces deux méthodes est une histoire de la manière dont la pression est appliquée. L'une est une force directe et linéaire. L'autre est une étreinte uniforme et enveloppante. Cette seule distinction dicte tout ce qui suit, des formes que vous pouvez créer à la confiance que vous pouvez leur accorder.
Pressage à Chaud : La puissance de la force uniaxiale
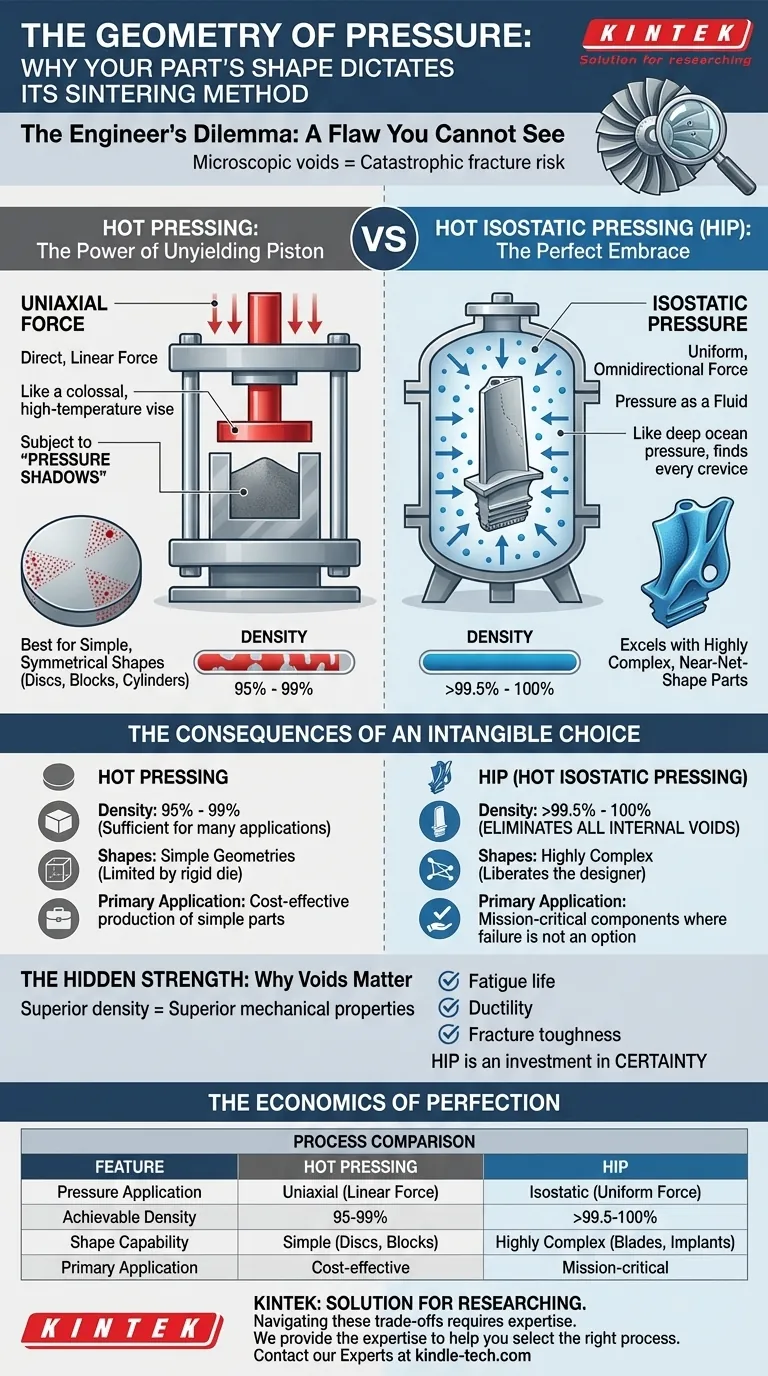
Le pressage à chaud est d'une simplicité désarmante. La poudre est placée dans une matrice, chauffée et comprimée par un poinçon le long d'un seul axe. C'est comme un étau colossal à haute température.
Cette méthode est puissante, rapide et économique. Elle excelle à consolider les matériaux en formes simples et symétriques : disques, blocs et cylindres.
Mais sa force est aussi sa limite. Comme la force est uniaxiale, elle peut créer des « ombres de pression ». Les zones qui ne sont pas directement alignées avec la force peuvent ne pas se consolider aussi complètement, laissant une porosité résiduelle. C'est un outil qui pense en lignes droites.
Pressage Isostatique à Chaud : La pression comme un fluide
Le HIP fonctionne selon un principe d'élégante sophistication. Le composant est placé dans une cuve à haute pression, qui est ensuite chauffée et remplie d'un gaz inerte comme l'argon.
Ce gaz agit comme un fluide, pressant la pièce avec une pression isostatique parfaitement uniforme, de toutes les directions à la fois. Pensez à l'immense pression écrasante au fond de l'océan : elle atteint chaque surface et chaque crevasse de manière égale.
Cette force omnidirectionnelle est la magie du HIP. Elle effondre les vides et les pores internes sans déformer la géométrie de la pièce, quelle que soit sa complexité. C'est l'étreinte parfaite et sans défaut.
Les conséquences d'un choix intangible
La différence philosophique dans l'application de la pression entraîne des résultats très différents dans le monde réel. Vos exigences matérielles vous indiqueront clairement le chemin à suivre.
Les derniers 1 % : Une histoire de densité
- Le pressage à chaud atteint constamment des densités relatives élevées, généralement entre 95 % et 99 %. Pour de nombreuses applications, cela est plus que suffisant.
- Le pressage isostatique à chaud atteint de manière fiable une densité théorique de >99,5 % à 100 %. Il élimine efficacement tous les vides internes.
Ce dernier point de pourcentage n'est pas un détail trivial. C'est la différence entre « très bon » et « sans défaut ». C'est là que réside le risque de défaillance due à des défauts internes. Pour une cible de pulvérisation, une densité de 98 % peut suffire. Pour un implant orthopédique, ces 2 % de porosité restants représentent un risque inacceptable.
Des briques aux aubes : La dictature de la géométrie
La méthode que vous choisissez dicte les formes que vous pouvez créer.
- Le pressage à chaud est limité aux géométries simples qui peuvent être facilement éjectées d'une matrice rigide.
- Le HIP excelle avec des pièces hautement complexes, de forme quasi finale. Comme la pression du gaz épouse parfaitement toute surface, elle peut densifier des conceptions complexes impossibles à presser uniaxalement. Elle libère le concepteur des contraintes de la presse.
La force cachée : Pourquoi les vides comptent
Une densité supérieure se traduit directement par des propriétés mécaniques supérieures. En éliminant les vides microscopiques qui agissent comme des concentrateurs de contraintes, le HIP améliore considérablement les :
- Durée de vie en fatigue
- Ductilité
- Ténacité à la rupture
Choisir le HIP est un investissement dans la certitude. Vous payez un supplément pour éliminer le doute quant à l'intégrité interne du matériau.
L'économie de la perfection
La perfection n'est généralement pas bon marché. La décision finale repose souvent sur un équilibre pragmatique entre performances, complexité et coût.
Le pressage à chaud est généralement plus rapide et plus rentable pour la production en grand volume de formes simples. L'équipement et les outillages sont moins complexes. Le HIP, en revanche, est un processus plus coûteux, basé sur des lots, avec des temps de cycle plus longs, mais il offre un niveau de qualité inaccessible autrement.
| Caractéristique | Pressage à Chaud | Pressage Isostatique à Chaud (HIP) |
|---|---|---|
| Application de la pression | Uniaxiale (Force d'une direction) | Isostatique (Pression uniforme de toutes les directions) |
| Densité réalisable | 95 % - 99 % théorique | >99,5 % - 100 % théorique |
| Capacité de forme | Simple (Disques, Blocs, Cylindres) | Très complexe (Aubes de turbine, Implants médicaux) |
| Application principale | Production rentable de pièces simples | Composants critiques où l'échec n'est pas une option |
Naviguer dans ces compromis nécessite non seulement des connaissances, mais aussi de l'expérience. Comprendre les nuances de la métallurgie des poudres, de la conception des matrices et de la physique des récipients sous pression est essentiel. Chez KINTEK, nous ne fournissons pas seulement des équipements de laboratoire ; nous fournissons l'expertise pour vous aider à choisir le bon processus pour votre matériau et votre application spécifiques, garantissant que votre projet repose sur une base d'intégrité.
Que vous prototypiez des armures céramiques simples ou développiez des composants aérospatiaux de nouvelle génération, notre équipe peut vous aider à équiper votre laboratoire pour réussir. Contactez nos experts
Guide Visuel
Produits associés
- Presse hydraulique chauffante avec plaques chauffantes, presse à chaud manuelle de laboratoire divisée
- Presse hydraulique chauffante automatique avec plaques chauffantes pour presse à chaud de laboratoire 25T 30T 50T
- Presse hydraulique chauffante automatique avec plaques chauffantes pour presse à chaud de laboratoire
- Presse hydraulique chauffante avec plaques chauffantes pour presse à chaud de laboratoire sous vide
- Presse hydraulique manuelle chauffante haute température avec plaques chauffantes pour laboratoire
Articles associés
- Comment choisir une presse à chaud de laboratoire
- Guide complet des presses à chaud
- Un guide détaillé sur les presses de laboratoire et la production de pellets KBr
- Comment entretenir la machine manuelle de presse à chaud de laboratoire
- Plus qu'une pression : la physique et la psychologie de la presse hydraulique à chaud


















