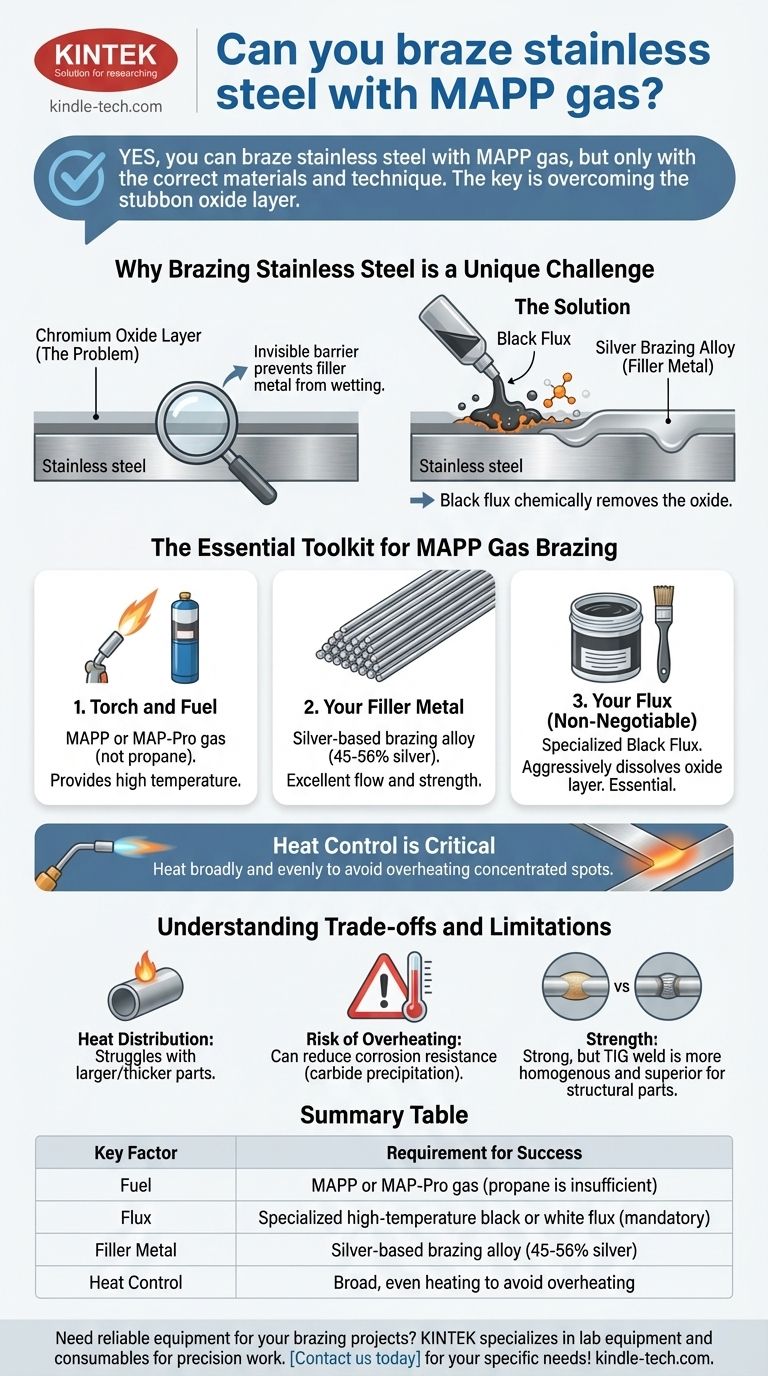
Oui, vous pouvez braser de l'acier inoxydable avec du gaz MAPP, mais seulement si vous utilisez les matériaux et la technique corrects. Le succès du joint a moins à voir avec la chaleur de votre torche qu'avec l'élimination chimique de la couche d'oxyde tenace à la surface de l'acier. Sans le bon flux, le métal d'apport se contentera de s'agglomérer et refusera de se lier, quelle que soit la chaleur du métal.
Le défi du brasage de l'acier inoxydable n'est pas une question de température, car le gaz MAPP est largement assez chaud. Le facteur critique est l'utilisation d'un flux spécialisé à haute température pour dissoudre la couche invisible d'oxyde de chrome qui empêche autrement le métal d'apport de mouiller la surface.

Pourquoi le brasage de l'acier inoxydable est un défi unique
L'assemblage de l'acier inoxydable est fondamentalement différent de l'assemblage du cuivre ou de l'acier doux. La propriété même qui le rend "inoxydable" – sa résistance à la corrosion – est votre principal obstacle.
Le problème : la couche d'oxyde de chrome
L'acier inoxydable se protège de la rouille en formant une couche ultra-mince, résistante et transparente d'oxyde de chrome à sa surface dès qu'il est exposé à l'air.
Cette couche passive est très résiliente et possède un point de fusion beaucoup plus élevé que les alliages de brasage que vous utiliserez. Elle agit comme une barrière, empêchant le métal d'apport fondu d'entrer en contact direct avec le métal de base.
La solution : le flux de brasage spécialisé
Le flux de plomberie standard est totalement inefficace contre l'oxyde de chrome. Vous devez utiliser un flux spécifiquement formulé pour le brasage de l'acier inoxydable.
Ceux-ci sont généralement vendus sous le nom de flux noir ou de flux blanc. Le flux noir est le choix le plus courant et le plus efficace, contenant des composés chimiques puissants qui dissolvent agressivement la couche d'oxyde de chrome à haute température, permettant au métal d'apport de s'écouler.
Le rôle du contrôle de la chaleur
L'acier inoxydable est un conducteur de chaleur relativement médiocre par rapport au cuivre. Cela signifie que la chaleur de votre torche a tendance à rester concentrée en un seul point au lieu de se propager uniformément.
Bien que le gaz MAPP fournisse une chaleur suffisante, sa flamme concentrée peut facilement surchauffer une petite zone. Votre objectif est de chauffer toute la zone du joint de manière large et uniforme jusqu'à ce qu'elle atteigne la température de travail du métal d'apport choisi.
La boîte à outils essentielle pour le brasage au gaz MAPP
Avoir les bons outils n'est pas facultatif pour ce processus. Chaque composant joue un rôle essentiel.
Votre torche et votre combustible
Une tête de torche standard avec du gaz MAPP ou MAP-Pro fournit la température nécessaire, qui est bien supérieure au point de fusion des alliages de brasage à base d'argent. Le propane n'est généralement pas assez chaud pour être efficace, surtout sur des pièces autres que les plus petites.
Votre métal d'apport
La norme industrielle pour les joints d'acier inoxydable solides et fiables est un alliage de brasage à base d'argent. Recherchez des baguettes avec une teneur en argent comprise entre 45 % et 56 %. Ces alliages ont d'excellentes caractéristiques d'écoulement et créent des liaisons à haute résistance.
Votre flux : le composant non négociable
C'est la partie la plus critique de votre installation. Vous devez acquérir un flux noir conçu pour le brasage de l'acier inoxydable avec des alliages d'argent. Appliquez-le sur les deux pièces du joint avant de commencer à chauffer. Le flux deviendra clair et liquide lorsque l'acier atteindra la bonne température de brasage, agissant comme un indicateur visuel.
Comprendre les compromis et les limites
Bien que le brasage au gaz MAPP soit possible, ce n'est pas toujours la solution idéale. Vous devez comprendre ses limites par rapport à d'autres méthodes comme le soudage TIG.
Distribution de la chaleur sur les grandes pièces
Une seule flamme de torche MAPP est relativement petite. Elle aura du mal à amener des sections plus grandes ou plus épaisses d'acier inoxydable à une température de brasage uniforme. Le métal perdra de la chaleur dans l'air ambiant plus rapidement que votre torche ne peut en fournir, ce qui entraînera l'échec du processus. Cette méthode est mieux adaptée aux petites pièces, aux tubes et aux tôles minces.
Risque de surchauffe
La chaleur intense d'une torche MAPP peut facilement surchauffer l'acier inoxydable, surtout entre les mains d'un utilisateur inexpérimenté. La surchauffe peut provoquer un phénomène appelé "précipitation de carbures" ou "sensibilisation", ce qui peut réduire la résistance à la corrosion de l'acier dans la zone autour du joint.
Résistance par rapport à un joint soudé
Un joint brasé à l'argent correctement exécuté est très solide et est souvent plus résistant que les métaux de base dans les applications non inoxydables. Cependant, une soudure TIG crée un joint plus homogène qui préserve entièrement les propriétés de l'acier inoxydable. Pour les applications structurelles critiques, le soudage est la méthode supérieure.
Faire le bon choix pour votre projet
Utilisez ces conseils pour déterminer si le brasage au gaz MAPP est la bonne approche pour votre objectif spécifique.
- Si votre objectif principal est d'assembler de petites pièces, des tubes ou des tôles minces de manière rentable : Le brasage au gaz MAPP est une méthode excellente et accessible, à condition d'utiliser le flux noir et l'alliage d'argent obligatoires.
- Si votre objectif principal est l'intégrité structurelle sur des pièces plus grandes ou une résistance maximale à la corrosion : Le soudage TIG est la solution la plus robuste et professionnelle, et vous devriez opter pour ce processus.
- Si votre objectif principal est simplement de créer une liaison plus solide que la soudure tendre : Le brasage est une avancée majeure, mais soyez prêt à la courbe d'apprentissage associée au contrôle de la chaleur et à l'application du flux sur l'acier inoxydable.
Avec la bonne préparation et les bons matériaux, le gaz MAPP peut être un outil efficace pour assembler l'acier inoxydable, comblant le fossé entre la simple soudure et le soudage professionnel.
Tableau récapitulatif :
| Facteur clé | Exigence pour le succès |
|---|---|
| Combustible | Gaz MAPP ou MAP-Pro (le propane est souvent insuffisant) |
| Flux | Flux noir ou blanc spécialisé à haute température (obligatoire) |
| Métal d'apport | Alliage de brasage à base d'argent (45-56 % d'argent) |
| Contrôle de la chaleur | Chauffage large et uniforme pour éviter la surchauffe et la précipitation de carbures |
| Idéal pour | Petites pièces, tubes et tôles minces (pas les grandes pièces structurelles) |
Besoin d'équipements fiables pour vos projets de brasage ? KINTEK est spécialisé dans les équipements et consommables de laboratoire, répondant aux besoins des laboratoires avec des outils et des matériaux de précision. Que vous travailliez avec de l'acier inoxydable ou d'autres métaux, notre expertise vous assure de disposer des fournitures adéquates pour des joints solides et durables. Contactez-nous dès aujourd'hui pour discuter de votre application spécifique et de la manière dont nous pouvons soutenir votre travail !
Guide Visuel