La partie la plus importante du préchauffage n'est pas simplement d'atteindre une température spécifique, mais plutôt de ralentir le taux de refroidissement de toute la zone de soudure une fois le soudage terminé. Bien qu'une température cible soit nécessaire, l'objectif ultime est de réduire le choc thermique qui provoque la fissuration et la fragilité, assurant une soudure finale solide et ductile.
Le préchauffage est fondamentalement un processus de contrôle thermique. Son objectif principal est de prévenir la formation de microstructures fragiles et de réduire les contraintes résiduelles en minimisant la différence de température entre le bain de fusion et le métal de base environnant.

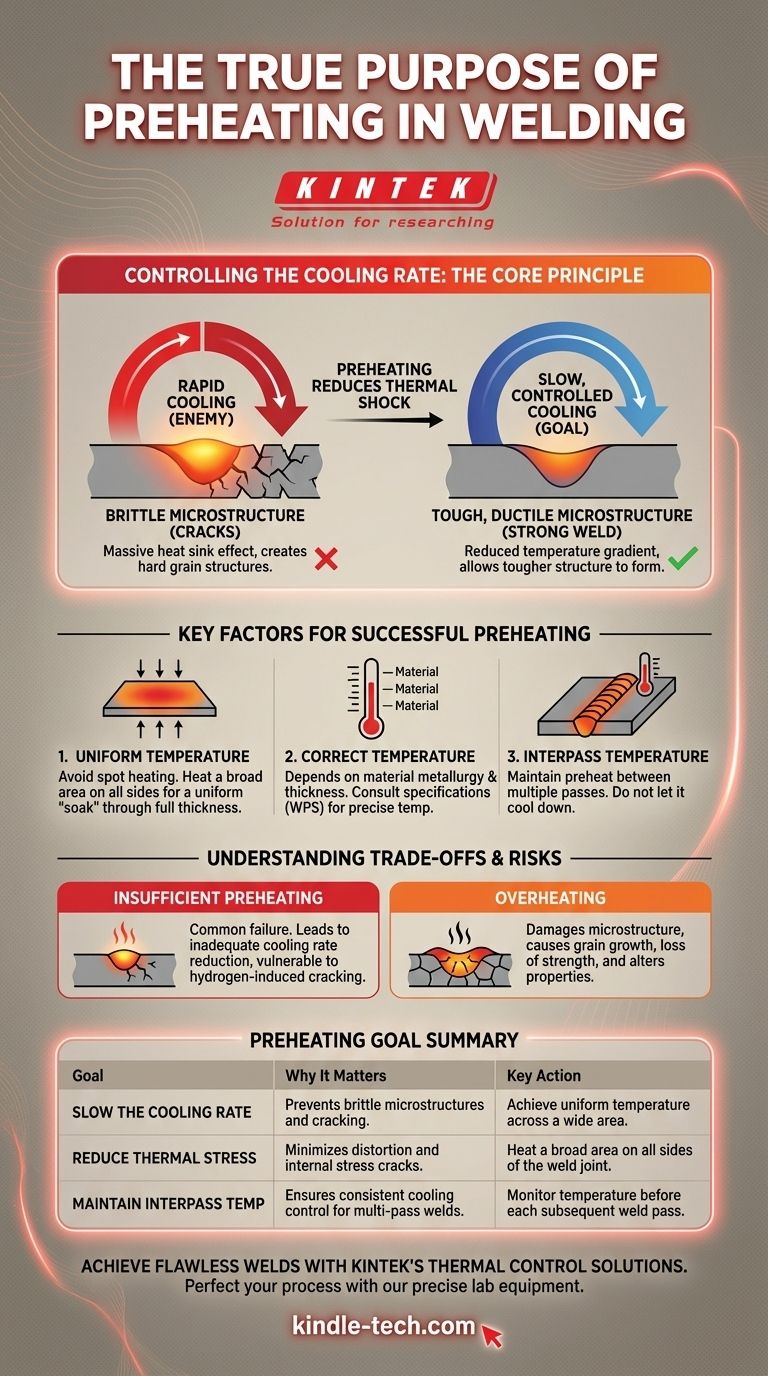
Le principe fondamental : contrôler le taux de refroidissement
Le succès ou l'échec d'une soudure sur certains matériaux dépend souvent de la vitesse à laquelle elle refroidit. Le préchauffage est votre principal outil pour contrôler cette vitesse.
Pourquoi le refroidissement rapide est l'ennemi
Lorsque vous soudez, vous créez une zone de métal en fusion qui est des milliers de degrés plus chaude que le matériau de base qui l'entoure.
Si le métal environnant est froid, il agit comme un dissipateur thermique massif, évacuant la chaleur de la soudure à un rythme extrêmement élevé. Ce refroidissement rapide, ou trempe, peut créer une structure granulaire dure et fragile (comme la martensite dans les aciers au carbone) qui est très susceptible de se fissurer.
Comment le préchauffage ralentit les choses
En chauffant le métal de base avant de commencer le soudage, vous réduisez considérablement la différence de température entre le bain de fusion et le matériau parent.
Ce gradient de température plus faible signifie que la chaleur se dissipe beaucoup plus lentement. Un processus de refroidissement lent et contrôlé permet la formation d'une microstructure plus résistante et plus ductile, réduisant considérablement le risque de fissuration après soudage.
Réduction des contraintes thermiques et de la déformation
Le préchauffage aide également à gérer les forces mécaniques. Le chauffage d'une grande zone provoque l'expansion du métal de base avant le début du soudage.
Lorsque la soudure et la zone préchauffée refroidissent ensemble, elles se contractent plus uniformément. Cela minimise la contrainte interne qui s'accumule en raison d'un retrait inégal, qui est une cause principale de la déformation et des fissures liées aux contraintes.
Facteurs clés pour un préchauffage réussi
Atteindre le taux de refroidissement lent souhaité nécessite plus que de simplement pointer un chalumeau sur le métal. Concentrez-vous sur ces facteurs critiques.
Atteindre une température uniforme
L'erreur la plus courante est le chauffage ponctuel – ne chauffer que le joint de soudure immédiat. C'est inefficace et peut même augmenter les contraintes.
Vous devez chauffer une large zone de tous les côtés du joint de soudure. L'objectif est un "trempage" uniforme, où la chaleur pénètre sur toute l'épaisseur du matériau. Pour les petites pièces, un four est idéal. Pour les fabrications plus grandes, utilisez un grand chalumeau de chauffage avec un mouvement constant et balayant pour éviter de créer des points chauds.
Détermination de la température correcte
La température de préchauffage requise n'est pas un chiffre unique ; elle dépend entièrement de la métallurgie et de l'épaisseur du matériau.
Des facteurs tels que la teneur en carbone de l'acier, le type d'alliage et l'épaisseur de la pièce dictent la température nécessaire. Un préchauffage de 120 °C (250 °F) peut être suffisant pour une pièce en fonte, tandis qu'une section épaisse d'acier allié à haute résistance peut nécessiter plus de 250 °C (500 °F). Consultez toujours les spécifications du matériau ou une spécification de procédure de soudage (WPS).
Maintien de la température entre passes
Pour les soudures qui nécessitent plusieurs passes, la température de préchauffage doit être maintenue. C'est ce qu'on appelle la température entre passes.
Laisser la pièce refroidir entre les passes annule tout l'intérêt du préchauffage. Vous devez vérifier la température avant de déposer chaque cordon suivant pour vous assurer que le taux de refroidissement reste lent et contrôlé tout au long du processus.
Comprendre les compromis et les risques
Bien qu'essentiel, le préchauffage doit être effectué correctement. Une application incorrecte introduit son propre ensemble de problèmes.
Le danger d'un préchauffage insuffisant
C'est l'échec le plus courant. Un sous-chauffage ou un chauffage d'une zone trop petite ne ralentira pas suffisamment le taux de refroidissement pour éviter la fissuration. Cela procure un faux sentiment de sécurité tout en laissant la soudure vulnérable à la défaillance, en particulier à la fissuration induite par l'hydrogène.
Le problème de la surchauffe
Plus n'est pas toujours mieux. Dépasser la température de préchauffage recommandée pour un matériau donné peut endommager sa microstructure, entraînant une perte de résistance ou de ténacité. La surchauffe peut provoquer une croissance excessive des grains ou altérer les propriétés conférées par les traitements thermiques antérieurs.
Comment appliquer cela à votre soudure
Concentrez-vous sur l'objectif sous-jacent du préchauffage pour guider vos actions.
- Si votre objectif principal est de prévenir les fissures dans la fonte ou l'acier à haute teneur en carbone : Concentrez-vous sur l'obtention d'un refroidissement lent et uniforme. Cela peut impliquer d'envelopper la pièce dans une couverture thermique après le soudage pour ralentir encore plus le refroidissement.
- Si votre objectif principal est de souder des sections de matériau épaisses : Assurez-vous que la chaleur a entièrement "imprégné" toute l'épaisseur de la pièce pour réduire les contraintes internes qui provoquent des fissures profondes dans le joint.
- Si votre objectif principal est de minimiser la déformation sur un grand assemblage : Priorisez le chauffage d'une zone large et uniforme autour du joint pour équilibrer la dilatation thermique et la contraction ultérieure.
En comprenant que le préchauffage consiste à contrôler le taux de refroidissement, vous passez de la simple application d'une règle à la maîtrise du processus de soudage.
Tableau récapitulatif :
| Objectif clé du préchauffage | Pourquoi c'est important | Action clé |
|---|---|---|
| Ralentir le taux de refroidissement | Prévient les microstructures fragiles et la fissuration. | Atteindre une température uniforme sur une large zone. |
| Réduire les contraintes thermiques | Minimise la déformation et les fissures de contrainte internes. | Chauffer une large zone de tous les côtés du joint de soudure. |
| Maintenir la température entre passes | Assure un contrôle constant du refroidissement pour les soudures multipasses. | Surveiller la température avant chaque passe de soudure suivante. |
Réalisez des soudures impeccables avec les solutions de contrôle thermique de KINTEK
Perfectionner votre processus de préchauffage est essentiel pour des soudures solides et sans fissures. Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables précis et fiables qui soutiennent les processus thermiques critiques tels que les essais et la préparation des matériaux.
Que vous développiez de nouvelles procédures de soudage ou que vous assuriez l'intégrité des matériaux, nos outils vous aident à maintenir les températures exactes nécessaires à votre succès.
Contactez nos experts dès aujourd'hui pour discuter de la façon dont les solutions KINTEK peuvent améliorer vos flux de travail de soudage et d'essais de matériaux.
Guide Visuel
Produits associés
- Four à moufle de laboratoire 1200℃
- Four à vide graphite pour la graphitisation de matériaux négatifs
- Four de graphitisation sous vide horizontal à haute température de graphite
- Four de traitement thermique sous vide et de frittage sous pression pour applications à haute température
- Four de graphitation à décharge par le bas pour matériaux en graphite pour matériaux carbonés
Les gens demandent aussi
- Quel est le but du frittage en métallurgie des poudres ? Transformer la poudre en pièces à haute résistance
- Quelle équation utilisez-vous pour calculer la chaleur nécessaire pour faire fondre un échantillon ? Maîtrisez la formule de la chaleur de fusion
- Qu'est-ce que le processus de frittage dans les matériaux céramiques ? Un guide pour transformer la poudre en pièces de haute résistance
- Qu'est-ce que le processus de frittage des revêtements ? Construire des couches solides et durables à partir de poudre
- Comment stériliser la verrerie sans autoclave ? Un guide étape par étape pour la stérilisation à sec



















