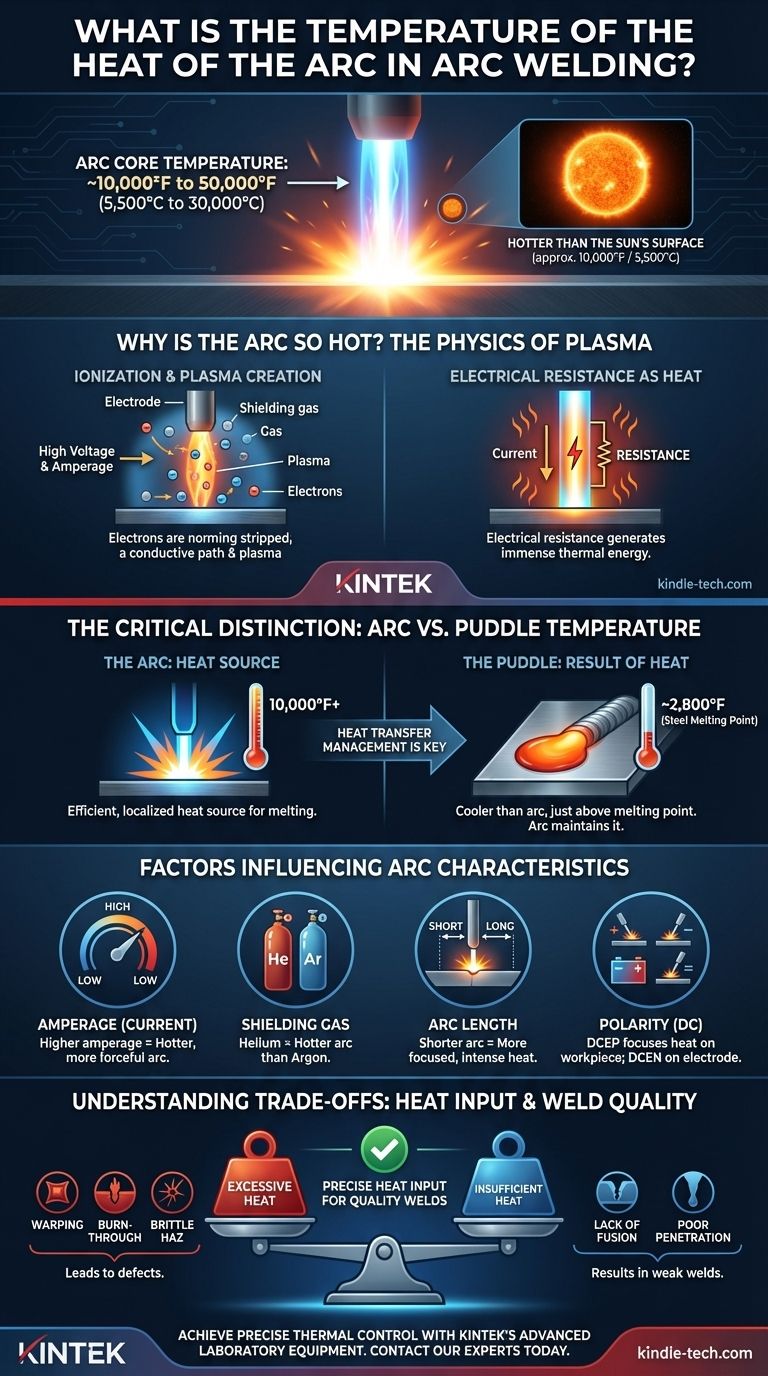
La température au cœur d'un arc de soudage est incroyablement élevée, atteignant environ 10 000°F (5 500°C) à plus de 50 000°F (30 000°C). Cette plage est bien plus chaude que la surface du soleil, qui est d'environ 10 000°F / 5 500°C. Cette chaleur extrême est nécessaire pour faire fondre instantanément le métal de base et le matériau d'apport, créant le bain de fusion qui forme la soudure.
L'idée fondamentale n'est pas la température spécifique, mais la compréhension de la différence entre la chaleur de l'arc et la chaleur réelle transférée à la pièce. L'habileté d'un soudeur réside dans le contrôle des facteurs qui gèrent ce transfert de chaleur, car c'est ce qui détermine la qualité et l'intégrité de la soudure finale.

Pourquoi l'arc est-il si chaud ? La physique du plasma
La chaleur intense d'un arc de soudage est le résultat direct de la conversion de l'énergie électrique en énergie thermique à travers un état de la matière appelé plasma.
Création de l'état plasma
Lorsqu'un courant électrique à haute tension et à forte intensité est initié entre l'électrode et la pièce, il arrache des électrons aux atomes du gaz de protection. Ce processus, appelé ionisation, crée une colonne de gaz surchauffée et électriquement conductrice, connue sous le nom de plasma.
La résistance électrique comme source de chaleur
Cette colonne de plasma n'est pas un conducteur parfait. Elle possède une résistance électrique, et à mesure que le courant massif de la source d'alimentation de soudage la traverse, cette résistance génère une quantité immense d'énergie thermique. C'est la source de l'incroyable température de l'arc.
La distinction critique : Température de l'arc vs. Température du bain de fusion
De nombreux professionnels utilisent à tort les termes "température de l'arc" et "température de la soudure" de manière interchangeable. Comprendre la différence est fondamental pour contrôler le processus de soudage.
L'arc : La source de chaleur
Considérez l'arc de soudage comme le brûleur d'une cuisinière à gaz. Son but est d'être une source de chaleur incroyablement efficace et localisée. Sa température de 10 000°F+ est ce qui lui permet de faire son travail de fusion du métal au contact.
Le bain de fusion : Le résultat de l'apport de chaleur
Le bain de fusion lui-même est beaucoup plus froid que l'arc. Sa température n'est que légèrement supérieure au point de fusion du métal à souder. Par exemple, le point de fusion de l'acier est d'environ 2 800°F (1 538°C). L'énergie de l'arc est utilisée pour créer et maintenir ce bain de fusion, et non pour élever l'ensemble du bain de fusion à la température de l'arc.
Facteurs influençant les caractéristiques de l'arc
La température et le comportement de l'arc ne sont pas statiques. Ce sont des variables dynamiques qu'un soudeur qualifié manipule pour obtenir le résultat souhaité.
Composition du gaz de protection
Le type de gaz de protection utilisé a un effet profond sur l'arc. L'hélium, par exemple, a une conductivité thermique plus élevée que l'argon, ce qui entraîne un arc plus chaud qui fournit un motif de chaleur plus large et une pénétration plus profonde, ce qui est utile pour l'aluminium ou le cuivre épais.
Ampérage (courant)
L'ampérage est le contrôle le plus direct de l'apport de chaleur. L'augmentation de l'ampérage force plus de courant électrique à travers le plasma, augmentant sa résistance et générant un arc plus chaud et plus puissant.
Longueur de l'arc
La longueur de l'arc — la distance entre l'électrode et la pièce — affecte la concentration de la chaleur. Un arc plus court est plus focalisé et intense, concentrant la chaleur dans une zone plus petite. Un arc plus long est moins stable et disperse la chaleur sur une zone plus large.
Polarité (soudage DC)
En soudage DC, la polarité détermine où la majorité de la chaleur est concentrée.
- DCEP (Courant Continu, Électrode Positive) : Environ les deux tiers de la chaleur sont concentrés sur la pièce, offrant une pénétration plus profonde. C'est la norme pour le soudage à l'électrode enrobée et le soudage MIG.
- DCEN (Courant Continu, Électrode Négative) : La chaleur est concentrée sur l'électrode. C'est essentiel pour le soudage TIG, car cela empêche la fusion de l'électrode de tungstène tout en faisant fondre la pièce.
Comprendre les compromis : Apport de chaleur et qualité de la soudure
L'objectif n'est pas simplement de créer l'arc le plus chaud possible. L'objectif est de fournir la quantité précise de chaleur nécessaire pour un joint spécifique.
Le danger d'une chaleur excessive
Un apport de chaleur trop important, causé par un ampérage élevé ou une vitesse de déplacement lente, entraîne de graves défauts. Ceux-ci incluent le voile (déformation), le perçage sur des matériaux minces, et une Zone Affectée Thermiquement (ZAT) large et fragile qui compromet la résistance du métal de base.
Le problème d'une chaleur insuffisante
Un apport de chaleur trop faible, dû à un faible ampérage ou à une vitesse de déplacement rapide, est tout aussi néfaste. Il en résulte une soudure faible avec un manque de fusion (où le métal d'apport ne fusionne pas correctement avec le métal de base) et une mauvaise pénétration.
Comment appliquer cela à votre projet
Votre objectif est de manipuler les caractéristiques de l'arc pour gérer l'apport de chaleur pour votre application spécifique.
- Si votre objectif principal est de souder des matériaux minces : Votre objectif est de minimiser l'apport de chaleur en utilisant un ampérage plus faible, une vitesse de déplacement plus rapide et un processus (comme le TIG) ou un gaz qui permet un contrôle précis et à faible énergie.
- Si votre objectif principal est d'obtenir une pénétration profonde sur une plaque épaisse : Vous devez maximiser l'apport de chaleur efficace en utilisant un ampérage plus élevé, une vitesse de déplacement plus lente et une combinaison processus/gaz (comme le DCEP avec un gaz à haute teneur en hélium) qui dirige la chaleur dans le matériau.
- Si votre objectif principal est de préserver les propriétés du métal : Vous devez contrôler soigneusement l'apport total de chaleur en équilibrant l'ampérage et la vitesse de déplacement pour maintenir la Zone Affectée Thermiquement (ZAT) aussi petite que possible.
En fin de compte, maîtriser l'arc signifie considérer sa température non pas comme un nombre statique, mais comme un outil dynamique que vous contrôlez pour obtenir une soudure parfaite.
Tableau récapitulatif :
| Facteur de soudage | Effet sur la température de l'arc et l'apport de chaleur |
|---|---|
| Gaz de protection | L'hélium crée un arc plus chaud que l'argon pour une pénétration plus profonde |
| Ampérage | Un ampérage plus élevé augmente la température et la force de l'arc |
| Longueur de l'arc | Arc plus court = chaleur plus focalisée et intense |
| Polarité (DC) | Le DCEP concentre la chaleur sur la pièce ; le DCEN sur l'électrode |
Obtenez un contrôle thermique précis dans vos processus de soudage avec l'équipement de laboratoire avancé de KINTEK. Que vous développiez de nouvelles techniques de soudage, testiez l'intégrité des matériaux ou analysiez la Zone Affectée Thermiquement (ZAT), nos fours à haute température, nos systèmes plasma et nos consommables de test de matériaux sont conçus pour répondre à vos besoins en R&D et en contrôle qualité. Contactez nos experts dès aujourd'hui pour discuter de la manière dont nos solutions peuvent vous aider à optimiser l'apport de chaleur et à garantir la qualité de la soudure.
Contactez l'équipe du laboratoire KINTEK dès maintenant !
Guide Visuel