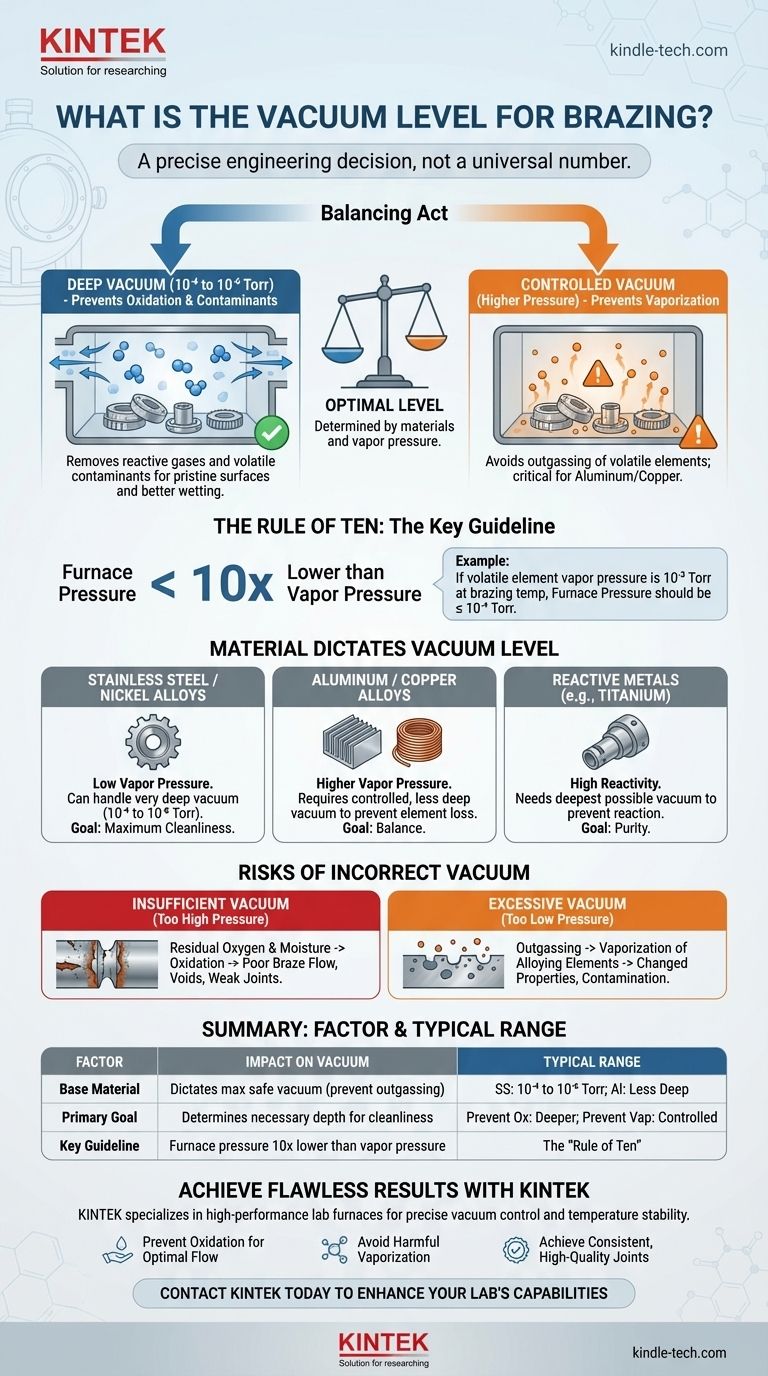
Bien qu'il n'existe pas de niveau de vide universel unique pour le brasage, le niveau requis est une décision d'ingénierie précise dictée par les matériaux spécifiques que l'on assemble. Le brasage sous vide poussé typique est effectué dans la plage de 10⁻³ à 10⁻⁶ Torr, mais le niveau optimal est déterminé par la nécessité de prévenir l'oxydation sans provoquer de vaporisation nuisible des métaux eux-mêmes.
Le niveau de vide correct n'est pas une cible fixe ; c'est une variable dynamique déterminée par la pression de vapeur de vos matériaux de base et de l'alliage d'apport. L'objectif est de créer un vide suffisamment poussé pour éliminer les gaz réactifs comme l'oxygène, mais pas si poussé qu'il vaporise des éléments essentiels de vos composants à la température de brasage.

L'objectif principal du vide dans le brasage
Comprendre pourquoi un vide est utilisé est la clé pour déterminer le niveau correct. Le vide n'est pas seulement un espace vide ; c'est une partie active du processus qui contrôle l'environnement chimique.
Prévention de l'oxydation
La fonction principale du vide est d'éliminer l'oxygène et autres gaz réactifs de la chambre du four. Aux températures de brasage élevées, même des traces d'oxygène formeront rapidement des oxydes sur les surfaces métalliques.
Ces couches d'oxyde agissent comme une barrière, empêchant le métal d'apport de brasage en fusion de "mouiller" correctement et de s'écouler dans le joint, ce qui entraîne une liaison faible ou défaillante.
Élimination des contaminants volatils
La combinaison de la chaleur et du vide nettoie efficacement les pièces in situ. Elle aide à vaporiser et à éliminer les contaminants de surface tels que les huiles résiduelles, l'humidité et les gaz absorbés.
Cette action de nettoyage est cruciale pour créer une surface vierge prête à former une liaison métallurgique forte et continue avec l'alliage d'apport.
Promotion de l'écoulement du brasage (Mouillage)
En assurant une surface exceptionnellement propre et exempte d'oxydes, l'environnement sous vide permet à l'alliage d'apport en fusion de s'écouler librement et uniformément dans le joint par action capillaire. Cela conduit à un remplissage complet du joint et à une résistance maximale.
Comment déterminer le niveau de vide correct
Au lieu de mémoriser un seul chiffre, vous devez évaluer les matériaux impliqués. Le processus est régi par les principes de la chimie et de la physique, en particulier la pression de vapeur.
Le rôle critique de la pression de vapeur
Chaque élément possède une pression de vapeur, qui est sa tendance à se transformer en gaz à une température donnée. Cette tendance augmente considérablement avec la température et diminue avec la pression ambiante (c'est-à-dire sous vide).
Si le vide dans votre four est trop poussé (la pression est trop basse), il peut provoquer l'ébullition ou le "dégazage" littéral des éléments présents dans votre métal de base ou votre alliage d'apport à la température de brasage.
La « Règle de Dix »
Une ligne directrice largement acceptée est que la pression du four doit être au moins un ordre de grandeur (10 fois) inférieure à la pression de vapeur de l'élément le plus volatil de votre assemblage à la température de brasage maximale.
Par exemple, si un élément de votre alliage a une pression de vapeur de 10⁻³ Torr à votre température de brasage, le vide de votre four doit être de 10⁻⁴ Torr ou plus faible pour éviter sa vaporisation.
Le matériau dicte le vide
C'est pourquoi différents matériaux exigent des niveaux de vide différents.
- Aciers inoxydables et alliages de nickel : Ils ont de très faibles pressions de vapeur, permettant des vides très poussés (10⁻⁴ à 10⁻⁶ Torr) sans risque.
- Alliages d'aluminium ou de cuivre : Ils contiennent des éléments avec des pressions de vapeur plus élevées. Leur brasage nécessite un contrôle minutieux et souvent un vide moins poussé pour éviter la perte de métal de base ou d'éléments d'alliage.
Comprendre les compromis
Choisir le mauvais niveau de vide peut être aussi préjudiciable que le processus de brasage lui-même. Un vide insuffisant et un vide excessif présentent des risques importants.
Le danger d'un vide insuffisant (Haute pression)
Si le vide n'est pas assez poussé, l'oxygène résiduel et la vapeur d'eau resteront dans la chambre. Cela entraînera l'oxydation des pièces lorsqu'elles sont chauffées.
Le résultat est un mauvais écoulement du brasage, des vides dans le joint et un composant qui semble brasé mais manque de l'intégrité structurelle requise. C'est le mode de défaillance le plus courant lié aux niveaux de vide.
Le danger d'un vide excessif (Basse pression)
Un vide trop poussé pour les matériaux spécifiques peut être destructeur. Il provoque un "dégazage", où les éléments d'alliage volatils sont extraits du matériau.
Par exemple, le brasage d'un alliage contenant du chrome dans un vide trop poussé peut épuiser le chrome de la surface, réduisant sa résistance à la corrosion. De même, l'utilisation de métaux d'apport contenant du zinc ou du cadmium sous vide poussé provoquera la vaporisation de ces éléments, modifiant les propriétés de l'apport et contaminant le four.
Faire le bon choix pour votre application
Sélectionner le bon niveau de vide est une décision technique basée sur vos matériaux et le résultat souhaité. Consultez les courbes de pression de vapeur pour vos alliages spécifiques comme source de vérité ultime.
- Si votre objectif principal est le brasage d'acier inoxydable, d'alliages de nickel ou de métaux réfractaires : Votre objectif principal est la propreté, donc un vide poussé dans la plage de 10⁻⁴ à 10⁻⁶ Torr est généralement sûr et efficace.
- Si votre objectif principal est le brasage de l'aluminium ou d'alliages contenant des éléments volatils comme le cuivre : Vous devez soigneusement équilibrer la propreté et la prévention du dégazage, nécessitant souvent un vide moins poussé et un contrôle précis de la température.
- Si votre objectif principal est l'assemblage de céramiques ou de métaux réactifs comme le titane : Le vide le plus profond possible est souvent requis pour empêcher toute réaction avec les gaz résiduels et assurer une liaison pure et solide.
En fin de compte, maîtriser le brasage sous vide vient de la compréhension que le niveau de vide est un outil précis pour contrôler l'environnement du matériau, et non pas seulement un chiffre à atteindre.
Tableau récapitulatif :
| Facteur | Impact sur le niveau de vide | Plage typique |
|---|---|---|
| Matériau de base | Détermine le vide maximal sûr pour prévenir le dégazage | Acier inoxydable : 10⁻⁴ à 10⁻⁶ Torr ; Aluminium : Moins poussé |
| Objectif principal | Détermine la profondeur de vide nécessaire pour la propreté | Prévenir l'oxydation : Vide plus poussé ; Prévenir la vaporisation : Vide contrôlé |
| Directives clés | La pression du four doit être 10 fois inférieure à la pression de vapeur de l'élément le plus volatil | La « Règle de Dix » |
Obtenez des résultats de brasage impeccables avec KINTEK
Naviguer dans l'équilibre précis des niveaux de vide est essentiel pour un brasage réussi. Que vous travailliez avec de l'acier inoxydable, de l'aluminium ou des métaux réactifs, le bon équipement et l'expertise font toute la différence.
KINTEK se spécialise dans les fours de laboratoire haute performance et les consommables conçus pour fournir le contrôle précis du vide et la stabilité de la température dont vos processus de brasage exigent. Nos solutions vous aident à :
- Prévenir l'oxydation : Assurer des surfaces propres et exemptes d'oxydes pour un écoulement optimal du brasage.
- Éviter la vaporisation nocive : Protéger vos matériaux contre le dégazage et la perte d'éléments.
- Obtenir des joints cohérents et de haute qualité : Maximiser la résistance et l'intégrité de vos assemblages.
Ne laissez pas l'incertitude du niveau de vide compromettre vos résultats. Laissez nos experts vous aider à sélectionner le système parfait pour vos matériaux et exigences d'application spécifiques.
Contactez KINTEK dès aujourd'hui pour discuter de vos besoins en matière de brasage et découvrir comment nos équipements spécialisés peuvent améliorer les capacités de votre laboratoire.
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Étuve de séchage sous vide de laboratoire verticale 56L
- Four de Frittage de Porcelaine Dentaire sous Vide
- Machine de Moulage à Froid sous Vide pour la Préparation d'Échantillons
- Étuve de séchage sous vide de laboratoire 23L
Les gens demandent aussi
- Comment fonctionne un four de brasage sous vide ? Obtenez un assemblage métallique supérieur, sans flux.
- Qu'est-ce qu'un four de traitement thermique sous vide ? Le guide ultime du traitement sous atmosphère contrôlée
- Qu'est-ce que le traitement thermique sous vide ? Obtenez un contrôle, une propreté et une qualité supérieurs
- Comment fonctionne le traitement thermique sous vide ? Obtenez des propriétés matérielles supérieures dans un environnement vierge
- Le brasage peut-il être utilisé pour les métaux ferreux ? Oui, et voici comment assurer un joint solide.






