
La quête du chiffre magique
Un ingénieur examine un composant décollé. La liaison a échoué. Encore.
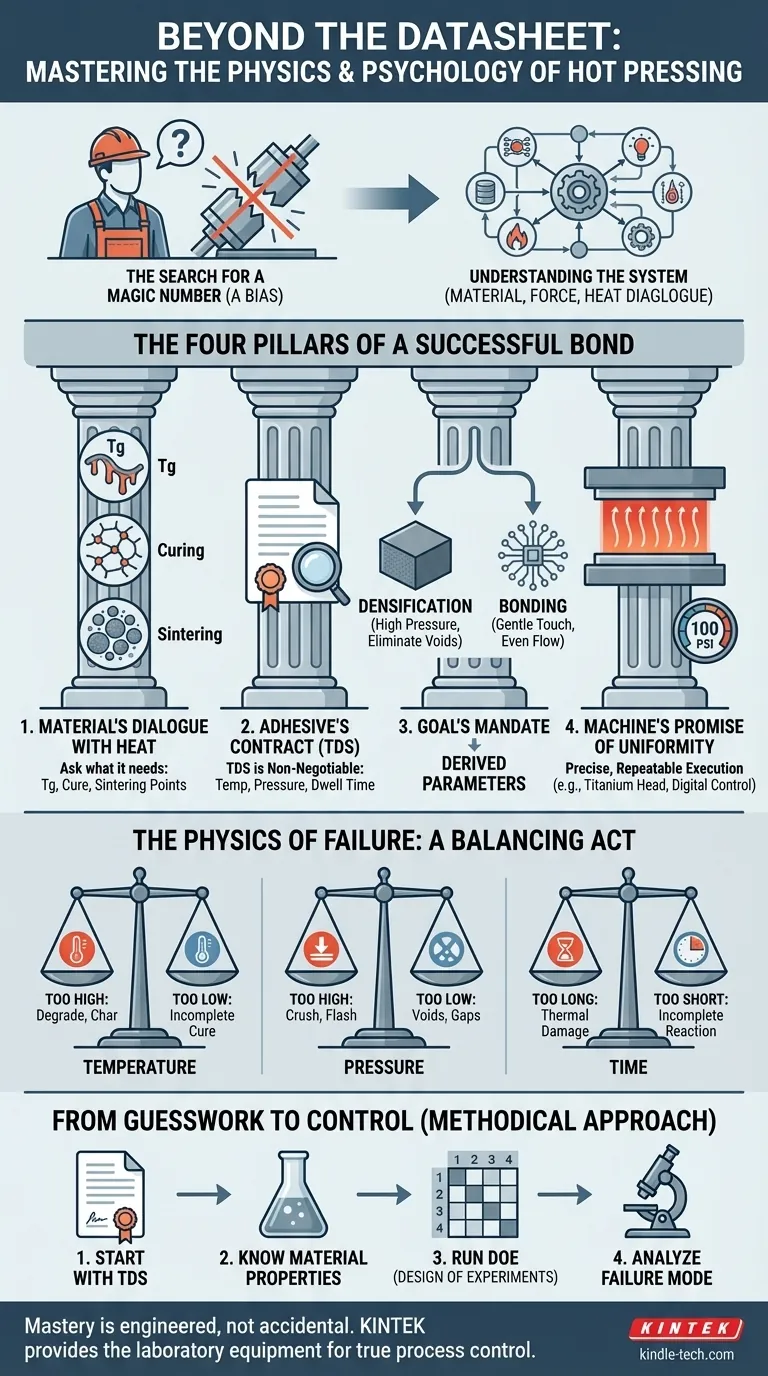
La première question est toujours la même : « Quels étaient les réglages ? » La pression, la température, le temps.
Cette question révèle un biais humain profondément ancré. Nous voulons une réponse simple et universelle. Un chiffre magique qui garantit le succès. Dans la fabrication, comme dans la vie, de tels chiffres existent rarement.
Le succès du pressage à chaud n'est pas atteint en trouvant un ensemble secret de paramètres. Il est atteint en comprenant le système — le dialogue entre le matériau, la force et la chaleur.
Les quatre piliers d'une liaison réussie
Les bons paramètres ne se découvrent pas ; ils se dérivent. Ils sont une fonction directe de quatre facteurs interconnectés.
1. Le dialogue du matériau avec la chaleur
Le matériau lui-même dicte les termes de la conversation. Vous ne lui dites pas quoi faire ; vous lui demandez ce dont il a besoin.
- Les thermoplastiques doivent être chauffés au-dessus de leur température de transition vitreuse (Tg), le point où ils passent d'un solide rigide à un état mou et malléable.
- Les thermodurcissables et les adhésifs nécessitent une température spécifique pour déclencher une réaction chimique — le durcissement — qui forme une liaison permanente et réticulée.
- Les métaux ou céramiques en poudre nécessitent une chaleur et une pression immenses pour forcer les particules à se lier, réduire les vides et atteindre la densification dans un processus appelé frittage.
Chaque matériau a une fenêtre thermique non négociable. Opérer en dehors de celle-ci est une recette pour l'échec.
2. Le contrat de l'adhésif
Lorsqu'un adhésif est impliqué, sa fiche technique (TDS) n'est pas une suggestion. C'est un contrat.
La TDS spécifie la température de durcissement requise, la pression nécessaire pour assurer un mouillage complet de la surface et le temps de maintien nécessaire pour que la réaction chimique s'achève. Ignorer ce document, c'est comme essayer de construire un moteur sans plan.
3. Le mandat de l'objectif
Pourquoi vous effectuez le pressage à chaud est aussi important que ce que vous pressez. L'intention définit la technique.
La consolidation de couches composites pour former un panneau solide nécessite une pression élevée pour éliminer le moindre vide. L'objectif est une densification par la force brute.
Le collage d'un circuit flexible délicat à un écran, cependant, nécessite une touche plus douce. La pression n'a besoin d'être suffisante que pour que l'adhésif s'écoule uniformément. Trop de force écrasera les traces microscopiques, détruisant le composant.
4. La promesse d'uniformité de la machine
Le dernier pilier est l'équipement lui-même. Une spécification de processus est inutile si la machine ne peut pas l'exécuter avec précision et répétabilité.
C'est là que l'ingénierie devient un art. Une tête de presse à chaud usinée en alliage de titane n'est pas juste un bloc de métal ; c'est une garantie de chauffage rapide et uniforme sur toute la surface. Une sonde de pression numérique n'est pas une caractéristique ; c'est votre seul moyen de savoir que 100 psi sont réellement 100 psi, à chaque fois.
Le rôle de la machine est d'éliminer la variabilité, en s'assurant que les seules variables sont celles que vous avez intentionnellement définies.
La physique de l'échec : un acte d'équilibrage
S'écarter de la fenêtre de processus optimale introduit des risques prévisibles, et souvent catastrophiques.
-
Température : Trop élevée, et les matériaux se dégradent, se carbonisent ou se décollent. Trop basse, et les adhésifs ne durcissent jamais complètement, laissant le fantôme d'une liaison sans réelle résistance.
-
Pression : Trop élevée, et les composants délicats sont écrasés ou l'adhésif "s'échappe" de l'assemblage, l'affamant. Trop basse, et vous créez des vides — des espaces microscopiques qui empêchent un contact intime et deviennent de futurs points de défaillance.
-
Temps : C'est le partenaire silencieux. Le temps de maintien doit être suffisant pour que la chaleur pénètre le matériau et que les réactions chimiques s'achèvent, mais pas trop long pour causer des dommages thermiques ou réduire le débit.
| Facteur clé | Pourquoi c'est important | Comment cela dicte les paramètres |
|---|---|---|
| Type de matériau | Chaque matériau a des propriétés thermiques uniques. | Définit la plage de température requise (par exemple, au-dessus de Tg pour les plastiques). |
| Adhésif | Les adhésifs ont des besoins de durcissement spécifiques et non négociables. | La TDS définit la température, la pression et le temps précis. |
| Objectif du processus | L'intention (collage vs densification) varie. | Influence les niveaux de pression (élevée pour la densification, faible pour le collage). |
| Réglage incorrect | Peut causer des dommages irréversibles ou des liaisons faibles. | Élevé : Dégradation, dommages. Faible : Liaison faible, durcissement incomplet. |
De la supposition au contrôle
Il n'y a pas de substitut à une approche méthodique.
- Pour le collage par adhésif : Commencez par la TDS. C'est votre vérité terrain.
- Pour la consolidation de matériaux : Commencez par les propriétés thermiques documentées du matériau (Tg, point de frittage).
- Pour les nouveaux processus : Exécutez un plan d'expériences (DOE). Créez une matrice de petites variations de température, de pression et de temps pour trouver empiriquement la fenêtre optimale pour votre application spécifique.
- Pour le dépannage : Analysez le mode de défaillance. Le décollement indique un problème de température ou de préparation de surface. Les pièces écrasées indiquent une pression excessive.
La maîtrise ne consiste pas à connaître les chiffres. Il s'agit de construire un système qui vous permet de contrôler les variables qui les produisent.
Ce niveau de contrôle de processus n'est pas accidentel ; il est conçu. Chez KINTEK, nous fournissons l'équipement de laboratoire conçu à cet effet. Nos presses à chaud avancées offrent le chauffage uniforme et le contrôle de pression précis et répétable requis pour passer de la théorie à une production à haut rendement. La véritable maîtrise du processus commence lorsque votre équipement peut exécuter votre intention avec une répétition sans faille. Si vous êtes prêt à affiner votre processus pour une résistance et une cohérence maximales, Contactez nos experts.
Guide Visuel
Produits associés
- Presse hydraulique chauffante automatique avec plaques chauffantes pour presse à chaud de laboratoire 25T 30T 50T
- Presse hydraulique manuelle chauffante haute température avec plaques chauffantes pour laboratoire
- Presse à chaud sous vide automatique à écran tactile
- Presse hydraulique automatique chauffante 30T/40T à plaques chauffantes pour presse à chaud de laboratoire
- Four de Pressage à Chaud sous Vide Machine de Pressage sous Vide Chauffée
Articles associés
- Guide complet de la presse à chaud et des fournitures essentielles
- Guide complet de la presse à chaud hydraulique : fonction, caractéristiques et applications
- Guide complet des presses à chaud
- Choisir la presse adaptée aux besoins de votre laboratoire
- Presse hydraulique à chaud : Principes, composants, caractéristiques, avantages et applications


















