Dans le brasage, un joint est la région entière où deux composants métalliques ou plus sont liés ensemble à l'aide d'un métal d'apport en fusion. Le joint n'est pas seulement le métal d'apport lui-même, mais un système complet qui comprend les surfaces des métaux de base assemblés et l'espace entre eux, dans lequel le métal d'apport est aspiré par capillarité pour créer une liaison solide et permanente.
La clé pour comprendre un joint de brasure est de le considérer non pas comme une simple connexion adhésive, mais comme un système métallurgique soigneusement conçu. La résistance du joint est déterminée moins par la résistance du métal d'apport seul que par la conception du joint, en particulier le jeu serré entre les pièces.

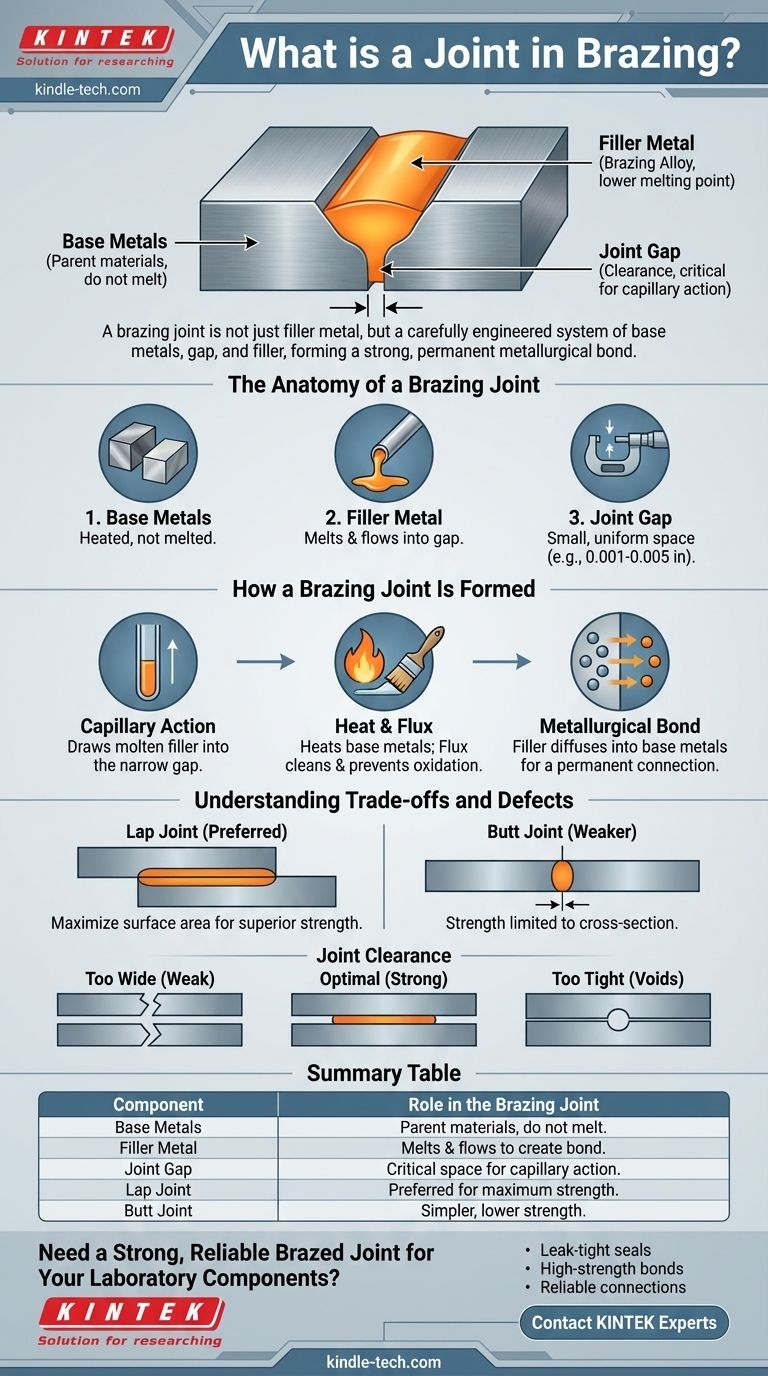
L'anatomie d'un joint de brasure
Un joint de brasure réussi est composé de trois éléments essentiels fonctionnant de concert. Comprendre chacun d'eux est essentiel pour contrôler le résultat.
Les métaux de base
Ce sont les matériaux parents que vous avez l'intention d'assembler. Le processus de brasage est conçu de telle sorte que ces métaux sont chauffés, mais ils ne fondent pas.
Le métal d'apport (alliage de brasure)
C'est un métal ou un alliage dont le point de fusion est inférieur à celui des métaux de base. Lorsqu'il devient liquide, ses propriétés lui permettent de s'écouler dans l'espace entre les métaux de base.
L'espace du joint (jeu)
C'est le facteur de conception le plus critique dans un joint de brasure. Le jeu du joint est le petit espace uniforme entre les métaux de base que le métal d'apport occupera. Cet espace est précisément ce qui permet le principe fondamental du brasage.
Comment se forme un joint de brasure
La formation d'un joint est un processus physique et chimique qui repose sur la chaleur, la propreté et un phénomène connu sous le nom d'action capillaire.
La puissance de l'action capillaire
L'action capillaire est la force principale qui distribue le métal d'apport dans tout le joint. Tout comme une serviette en papier aspire l'eau dans ses fibres, le jeu étroit du joint aspire le métal d'apport en fusion dans l'espace, même contre la force de gravité.
Cette action garantit que toute la zone du joint est remplie d'alliage, créant une connexion complète et uniforme.
Le rôle de la chaleur et du fondant
Les métaux de base sont chauffés à une température supérieure au point de fusion du métal d'apport. Cette chaleur permet au métal d'apport de fondre et de s'écouler lorsqu'il est introduit.
Pour que l'action capillaire fonctionne, les surfaces doivent être parfaitement propres. Un fondant est un composé chimique appliqué sur la zone du joint qui empêche l'oxydation pendant le chauffage et nettoie les surfaces, permettant au métal d'apport de « mouiller » et de s'écouler librement sur les métaux de base.
Création d'une liaison métallurgique
Lorsque le métal d'apport refroidit et se solidifie, il forme une liaison métallurgique avec les métaux de base. Ce n'est pas une simple liaison mécanique ; les atomes du métal d'apport diffusent dans la surface des métaux de base (et vice-versa), créant une connexion solide, permanente et souvent étanche.
Comprendre les compromis et les défauts
La conception du joint dicte directement sa résistance et sa fiabilité. Une mauvaise conception conduit à des défaillances prévisibles.
Joints à recouvrement contre joints bout à bout
Les deux conceptions les plus courantes sont le joint à recouvrement et le joint bout à bout.
Un joint bout à bout assemble deux surfaces bout à bout. Sa résistance est limitée à la section transversale de la partie la plus mince, ce qui le rend plus faible.
Un joint à recouvrement, où une pièce chevauche l'autre, est presque toujours préféré pour le brasage. Cette conception augmente la surface de liaison, et la résistance du joint peut facilement dépasser celle des métaux de base eux-mêmes.
Le rôle critique du jeu
Le jeu du joint est un compromis. Si l'espace est trop large, l'action capillaire échouera et le joint sera faible car sa résistance sera limitée à celle du métal d'apport seul.
Si l'espace est trop serré, le métal d'apport ne pourra pas du tout s'écouler dans le joint, ce qui entraînera des vides et aucune liaison. Le jeu optimal pour la plupart des alliages se situe entre 0,001 et 0,005 pouce (0,025 mm à 0,127 mm).
La conséquence des défauts de joint
Un défaut se produit lorsque le joint n'est pas correctement formé, souvent en raison d'un mauvais nettoyage, d'un jeu incorrect ou d'un chauffage inapproprié. Cela peut créer des vides là où l'alliage d'apport n'a pas coulé.
Lorsqu'un défaut est trouvé, il peut souvent être réparé. Cependant, le simple réchauffage de la pièce n'est pas conseillé. Après le cycle de brasure initial, la plupart des alliages d'apport développent une température de refusion plus élevée, ce qui rend difficile la retouche de l'alliage existant. L'application d'une petite quantité de nouvel apport sur la zone défectueuse est la méthode de réparation la plus fiable.
Faire le bon choix pour votre objectif
Obtenir un joint sain nécessite de le concevoir en fonction des forces qu'il rencontrera et du processus que vous utilisez.
- Si votre objectif principal est la résistance maximale : Concevez un joint à recouvrement avec un chevauchement trois à quatre fois l'épaisseur du métal de base le plus mince et maintenez un jeu de joint strict.
- Si votre objectif principal est d'éviter les défauts : Privilégiez un nettoyage méticuleux des métaux de base et assurez-vous d'une application correcte du fondant ou de l'utilisation d'une atmosphère contrôlée pour garantir que l'alliage d'apport puisse mouiller et s'écouler.
- Si votre objectif principal est de réparer un joint défectueux : Ne vous contentez pas de réchauffer l'assemblage ; ajoutez une petite quantité de nouvel alliage d'apport à défaut spécifique pour assurer un remplissage et une liaison appropriés.
En fin de compte, un joint de brasure bien conçu est un témoignage du principe selon lequel le tout est plus fort que la somme de ses parties.
Tableau récapitulatif :
| Composant | Rôle dans le joint de brasure |
|---|---|
| Métaux de base | Les matériaux parents assemblés ; ils ne fondent pas. |
| Métal d'apport | L'alliage qui fond et s'écoule dans l'espace du joint pour créer la liaison. |
| Espace du joint (Jeu) | L'espace critique et précis (0,001-0,005 po) qui permet l'action capillaire. |
| Joint à recouvrement | Conception préférée pour une résistance maximale, utilisant un recouvrement pour une plus grande surface de liaison. |
| Joint bout à bout | Une conception plus simple, bout à bout, avec une résistance inférieure à celle d'un joint à recouvrement. |
Besoin d'un joint brasé solide et fiable pour vos composants de laboratoire ?
Un processus de brasage réussi est fondamental pour la performance et la longévité de votre équipement de laboratoire. Chez KINTEK, nous sommes spécialisés dans la fourniture des matériaux de haute qualité et du support expert nécessaires pour des résultats de brasage impeccables.
Nous vous aidons à obtenir :
- Des joints étanches pour les systèmes sous vide et les chemins de fluide.
- Des liaisons à haute résistance capables de résister aux cycles thermiques et aux contraintes mécaniques.
- Des connexions fiables pour les montages personnalisés, les éléments chauffants et les assemblages d'instruments.
Que vous travailliez sur un prototype ou que vous augmentiez la production, notre équipe peut vous aider à sélectionner les métaux d'apport et les fondants appropriés pour vos métaux de base spécifiques et les exigences de votre application.
Contactez nos experts en brasage dès aujourd'hui pour discuter de la manière dont nous pouvons soutenir les besoins de fabrication et de réparation de votre laboratoire.
Guide Visuel
Produits associés
- Four de frittage et de brasage sous vide pour traitement thermique
- Soufflets à vide pour une connexion efficace et un vide stable dans les systèmes haute performance
Les gens demandent aussi
- Qu'est-ce que le traitement thermique sous vide ? Obtenez un contrôle, une propreté et une qualité supérieurs
- Comment braser un four ? Un guide pour l'assemblage métallique de précision et à grand volume
- Qu'est-ce qu'un four de traitement thermique sous vide ? Atteignez une pureté et un contrôle inégalés
- Quelle est la température du traitement thermique sous vide ? Obtenez des propriétés de matériaux supérieures et des finitions impeccables
- Comment fonctionne un four de brasage sous vide ? Obtenez un assemblage métallique supérieur, sans flux.

