À la base, le moulage par soufflage par extrusion est un processus de fabrication qui crée des pièces en plastique creuses en formant un tube de plastique en fusion, puis en utilisant de l'air comprimé pour le gonfler contre l'intérieur d'un moule. Cette technique simple et efficace est responsable de la production d'innombrables articles courants, des bouteilles et des bidons aux conduits et réservoirs automobiles.
Le processus transforme fondamentalement un simple tube extrudé de plastique en fusion — appelé paraison — en un produit creux fini. Ceci est réalisé en capturant le paraison à l'intérieur d'un moule et en utilisant la pression de l'air pour le façonner, un peu comme gonfler un ballon.

Les étapes clés du processus
L'ensemble de l'opération peut être décomposé en quelques étapes distinctes et séquentielles. Chaque étape est essentielle pour transformer la résine plastique brute en une pièce creuse et durable.
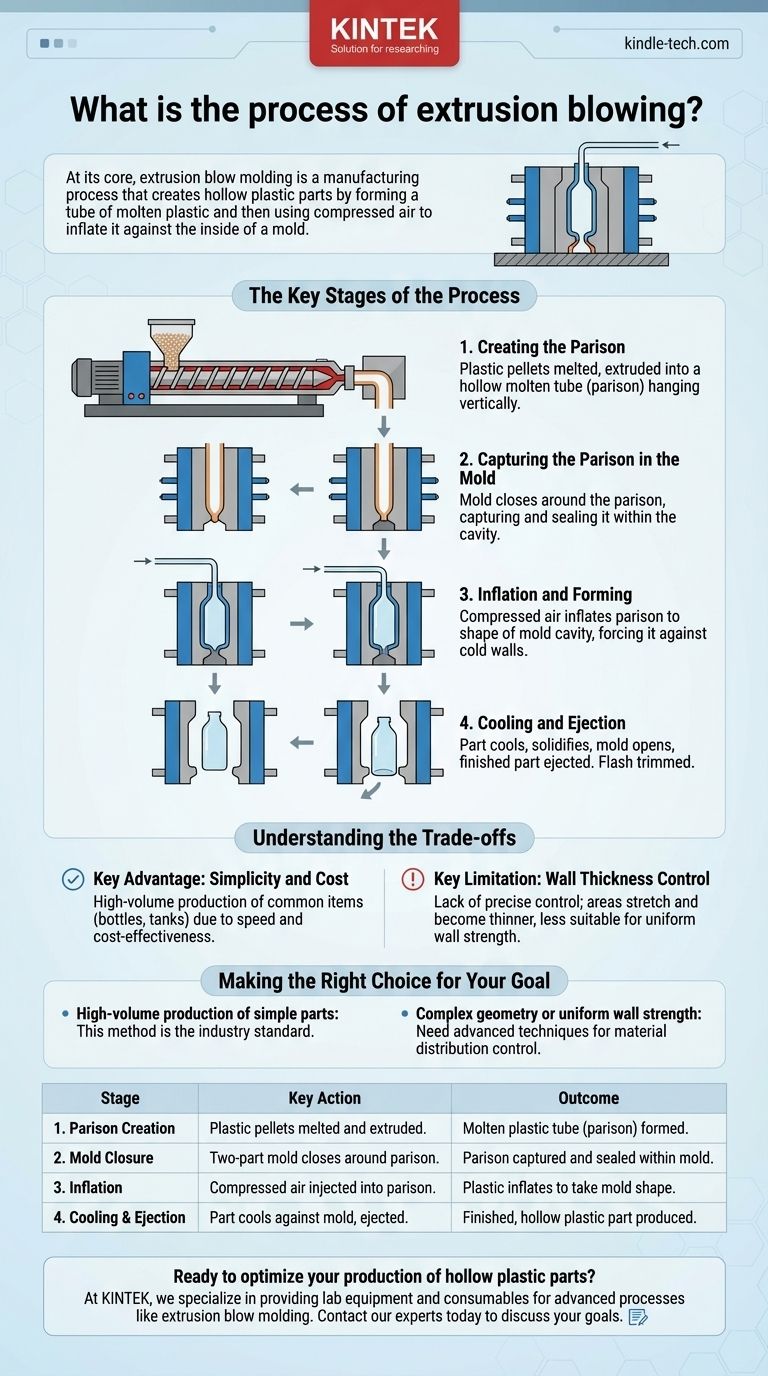
Étape 1 : Création du paraison
Le processus commence par l'extrudeuse. Cette machine prend des granulés de plastique solides, les chauffe jusqu'à ce qu'ils soient fondus, puis force le plastique liquide à travers un outil de mise en forme appelé filière.
Cette action forme un tube continu et creux de plastique chaud connu sous le nom de paraison, qui pend verticalement depuis la filière.
Étape 2 : Capture du paraison dans le moule
Un moule en deux parties, refroidi à l'eau, est positionné autour du paraison pendant. Le moule est façonné avec une cavité qui correspond aux dimensions extérieures exactes du produit final souhaité.
Une fois que le paraison a été extrudé à la bonne longueur, les deux moitiés du moule se ferment rapidement autour de lui. Cette action pince le bas du paraison et capture le tube à l'intérieur de la cavité du moule.
Étape 3 : Gonflage et formage
Une fois le moule solidement fermé, de l'air comprimé est injecté dans le haut du paraison, souvent par une broche au col du récipient.
Cette poussée de pression d'air gonfle le tube de plastique mou et en fusion, le forçant vers l'extérieur jusqu'à ce qu'il appuie fermement contre les parois intérieures froides du moule. Le plastique prend la forme précise de la cavité du moule.
Étape 4 : Refroidissement et éjection
Le plastique est maintenu contre le moule refroidi à l'eau pendant une courte période. Le contact avec la surface froide solidifie rapidement le matériau, le verrouillant dans sa nouvelle forme.
Une fois que la pièce a suffisamment refroidi, le moule s'ouvre et le produit creux fini est éjecté. Tout excès de plastique, appelé « bavure », est ensuite retiré.
Comprendre les compromis
Comme tout processus de fabrication, le moulage par soufflage par extrusion présente des forces et des limites inhérentes qui le rendent adapté à des applications spécifiques.
Avantage clé : Simplicité et coût
L'avantage principal de cette méthode est sa simplicité relative et son efficacité économique. La machinerie est moins complexe que d'autres variantes de moulage par soufflage, ce qui la rend idéale pour la production en grand volume d'articles courants tels que les bouteilles et les contenants.
Limite clé : Contrôle de l'épaisseur de paroi
Le principal compromis est un manque de contrôle précis sur l'épaisseur de paroi du matériau. Lorsque le simple tube paraison s'étire pour remplir une forme de moule complexe, certaines zones deviennent plus minces que d'autres. Cela le rend moins adapté aux pièces qui nécessitent une résistance de paroi parfaitement uniforme.
Faire le bon choix pour votre objectif
Comprendre le mécanisme de base aide à déterminer quand ce processus convient le mieux à un projet.
- Si votre objectif principal est la production en grand volume de pièces creuses simples : Cette méthode est la norme de l'industrie pour des articles tels que les bidons de lait, les bouteilles de shampoing et les réservoirs chimiques en raison de sa rapidité et de son rapport coût-efficacité.
- Si votre objectif principal est de créer des pièces avec une géométrie très complexe ou nécessitant une résistance de paroi uniforme : Vous devrez peut-être explorer des techniques de moulage plus avancées qui offrent un meilleur contrôle sur la distribution du matériau pendant l'étape de gonflage.
En fin de compte, le moulage par soufflage par extrusion est une technologie fondamentale qui équilibre habilement la simplicité et la fonction pour créer les articles en plastique creux que nous utilisons tous les jours.
Tableau récapitulatif :
| Étape | Action clé | Résultat |
|---|---|---|
| 1. Création du paraison | Les granulés de plastique sont fondus et extrudés en un tube creux. | Un tube de plastique en fusion (paraison) est formé. |
| 2. Fermeture du moule | Un moule en deux parties se ferme autour du paraison. | Le paraison est capturé et scellé à l'intérieur du moule. |
| 3. Gonflage | De l'air comprimé est injecté dans le paraison. | Le plastique se gonfle pour prendre la forme de la cavité du moule. |
| 4. Refroidissement et éjection | La pièce refroidit contre le moule refroidi à l'eau et est éjectée. | Une pièce en plastique creuse finie est produite. |
Prêt à optimiser votre production de pièces en plastique creuses ?
Chez KINTEK, nous sommes spécialisés dans la fourniture d'équipements de laboratoire et de consommables qui prennent en charge les processus de fabrication avancés tels que le moulage par soufflage par extrusion. Que vous soyez en R&D, en contrôle qualité ou en augmentation de la production, nos solutions vous aident à atteindre une plus grande efficacité et cohérence.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont nous pouvons soutenir vos objectifs de laboratoire et de production avec des équipements de précision et des conseils d'experts.
Guide Visuel
Produits associés
- Machine d'extrusion de film soufflé de laboratoire à co-extrusion trois couches
- Petite machine de moulage par injection pour laboratoire
- Machine de granulation de plastique pour extrudeuse à double vis
- Machine de coulée de film étirable en PVC plastique de laboratoire pour tests de film
- Moule de Presse à Billes pour Laboratoire
Les gens demandent aussi
- Qu'est-ce que la méthode d'extrusion de film soufflé ? Maîtriser l'art de la production de films plastiques solides et sans soudure
- Quels sont les éléments d'une ligne de soufflage de film ? Maîtriser les composants clés pour une production de film de haute qualité
- À quoi sert une machine de film soufflé ? Pour produire des films plastiques solides et polyvalents pour l'emballage
- Quels sont les avantages de l'extrusion de film soufflé ? Boostez l'efficacité de votre production de film
- Quels sont les produits fabriqués par extrusion de film soufflé ? Des sacs d'épicerie aux bâches industrielles


















