
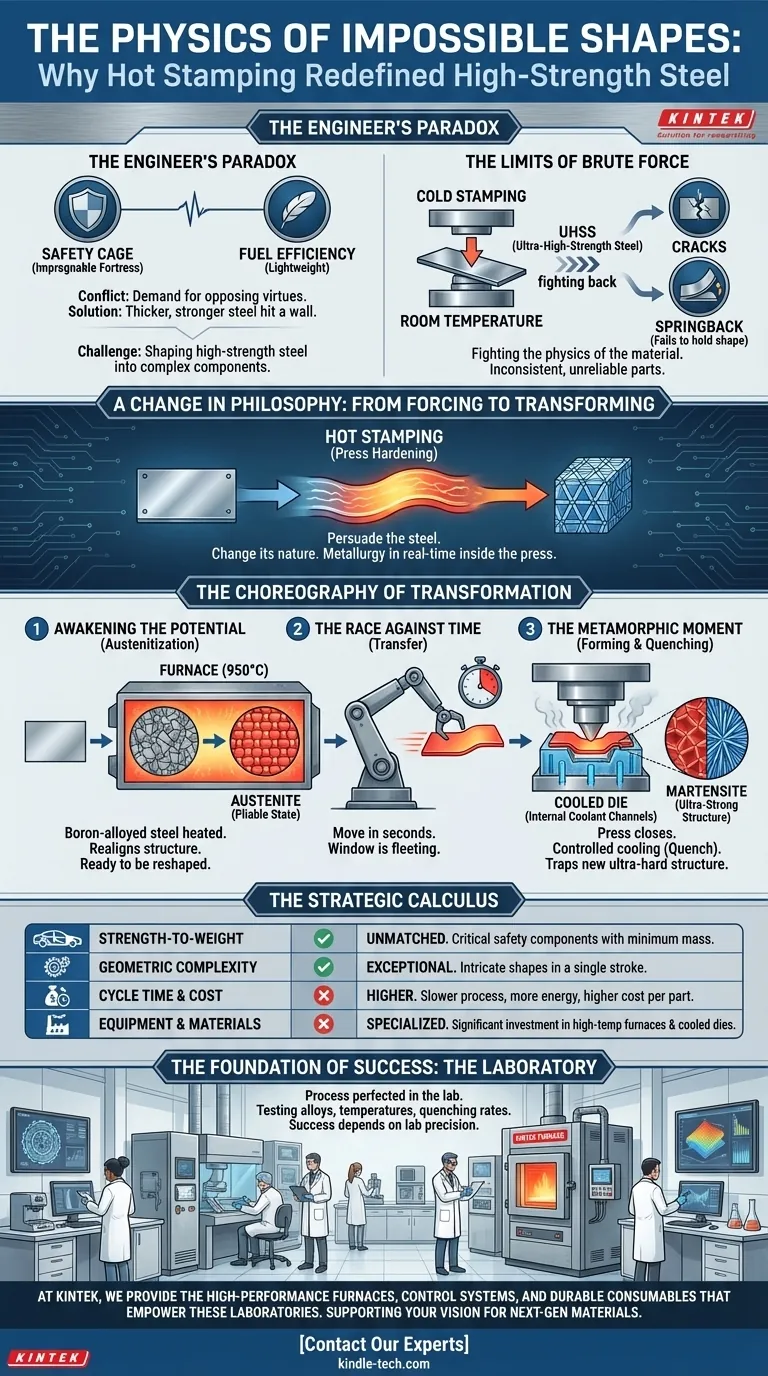
Le paradoxe de l'ingénieur
Chaque ingénieur est confronté à un conflit fondamental : la demande de vertus opposées dans un seul objet. Dans la conception automobile, ce paradoxe est implacable. L'arceau de sécurité d'une voiture doit être une forteresse imprenable pour protéger ses occupants, mais la voiture elle-même doit être aussi légère que possible pour atteindre l'efficacité énergétique.
Pendant des décennies, la solution a été simplement d'utiliser de l'acier plus épais et plus résistant. Mais cette approche a atteint ses limites. On ne peut pas continuer à ajouter du poids indéfiniment. Le véritable défi n'était pas seulement de fabriquer un acier plus résistant, mais de façonner cet acier incroyablement résistant dans les composants complexes et précis qu'exige un véhicule moderne.
Les limites de la force brute
La fabrication traditionnelle repose sur l'emboutissage à froid. On prend une feuille d'acier à température ambiante et on utilise une force immense pour la presser dans une forme. C'est rapide, efficace et cela fonctionne à merveille pour les pièces standard.
Mais lorsque vous essayez cela avec de l'acier à très haute résistance (UHSS), le matériau résiste. L'acier est si résistant à la déformation qu'il se fissure sous la contrainte ou, plus subtilement, il "revient en arrière" – reprenant partiellement sa forme plate d'origine après le relâchement de la presse.
Ce n'est pas juste un inconvénient mineur ; c'est un échec fondamental du processus. Les pièces sont incohérentes, peu fiables, et le design que vous avez perfectionné dans le logiciel devient une impossibilité physique sur le sol de l'usine. Vous luttez contre la physique du matériau.
Un changement de philosophie : de la contrainte à la transformation
L'emboutissage à chaud, ou formage à chaud, est né d'une philosophie différente. Au lieu de lutter contre l'acier, on le persuade. On change sa nature entière pour atteindre son objectif.
L'idée centrale est simple mais profonde : chauffer l'acier jusqu'à ce qu'il devienne mou et malléable, le façonner avec facilité, puis verrouiller une structure interne nouvelle et beaucoup plus solide pendant le processus de refroidissement. Ce n'est pas seulement du façonnage de métal ; c'est de la métallurgie en temps réel, à l'intérieur même de la presse.
La chorégraphie de la transformation
Le processus est un ballet précis et à enjeux élevés de chaleur, de temps et de pression. Chaque étape est critique pour le résultat final.
Étape 1 : Réveil du potentiel (Austénitisation)
Cela commence par une feuille vierge d'acier spécialisé allié au bore. Ce n'est pas de l'acier ordinaire ; il est conçu pour répondre à ce traitement précis. La pièce vierge est introduite dans un four et chauffée à environ 950°C. À cette température, sa structure cristalline interne se réaligne en un état uniforme et pliable appelé austenite. L'acier brille alors rouge vif, son identité volontaire effacée, prêt à être remodelé.
Étape 2 : La course contre la montre (Transfert)
Une fois entièrement austénitisée, la pièce vierge doit être transférée du four à la presse d'emboutissage en quelques secondes. C'est souvent la tâche frénétique et précise d'un bras robotisé. Trop lent, et la pièce refroidit, perdant sa malléabilité. La fenêtre d'opportunité est fugace.
Étape 3 : Le moment métamorphique (Mise en forme et Trempe)
C'est là que la magie opère. La presse se ferme, façonnant la pièce vierge molle. Mais la matrice dans laquelle elle est pressée n'est pas passive ; elle est parcourue de canaux internes faisant circuler un liquide de refroidissement. Pendant que la pièce est formée, la matrice extrait simultanément et rapidement la chaleur.
Ce refroidissement violent et contrôlé – la trempe – est ce qui transforme l'acier. La structure austénitique n'a pas le temps de revenir à son état précédent. Au lieu de cela, elle est piégée, se reformant en une structure cristalline incroyablement dure, semblable à des aiguilles, appelée martensite.
La pièce émerge de la presse non seulement façonnée, mais fondamentalement changée. Elle est maintenant ultra-résistante, ayant subi une métamorphose complète.
Le calcul stratégique : une évaluation sobre
Ce processus élégant n'est pas une solution universelle. C'est un outil spécialisé pour une tâche spécifique et exigeante. La décision de l'utiliser est stratégique, équilibrant ses puissants avantages par rapport à ses coûts inhérents.
| Aspect | Analyse |
|---|---|
| Rapport résistance/poids | Inégalé. Crée des pièces pour des composants de sécurité critiques (piliers A/B, longerons de toit) qui offrent une protection maximale avec une masse minimale. |
| Complexité géométrique | Exceptionnelle. Permet aux concepteurs de créer des formes complexes en une seule opération, consolidant plusieurs pièces plus simples en une seule. |
| Temps de cycle et coût | Plus élevé. L'étape de chauffage rend le processus plus lent et plus énergivore que l'emboutissage à froid, augmentant le coût par pièce. |
| Équipement et matériaux | Spécialisé. Nécessite un investissement en capital important en fours à haute température et en matrices de presse complexes refroidies intérieurement. |
Le fondement du succès : le laboratoire
Avant qu'une seule pièce ne soit emboutie sur une chaîne de production de plusieurs millions de dollars, l'ensemble du processus est né, testé et perfectionné dans le laboratoire de science des matériaux. C'est là que le vrai travail se fait.
Les ingénieurs du laboratoire testent méticuleusement de nouveaux alliages d'acier au bore, déterminant la température et le temps exacts nécessaires pour obtenir une austénitisation complète. Ils effectuent des simulations et des tests à petite échelle pour perfectionner les vitesses de trempe, sachant qu'un refroidissement trop rapide peut provoquer de la fragilité, tandis qu'un refroidissement trop lent n'atteindra pas la résistance cible.
C'est là qu'un four à haute température n'est pas seulement un appareil de chauffage, mais un instrument de découverte. Où les systèmes de contrôle de température ne servent pas seulement à la régulation, mais à assurer la répétabilité absolue qu'exige la production à l'échelle industrielle. Le succès de l'usine est le reflet direct de la précision et de la fiabilité de l'équipement de laboratoire qui a développé le processus.
Chez KINTEK, nous fournissons les fours haute performance, les systèmes de contrôle et les consommables durables qui permettent à ces laboratoires de repousser les limites de la science des matériaux. Perfectionner un processus aussi exigeant que l'emboutissage à chaud nécessite un équipement auquel vous pouvez faire confiance implicitement.
Si vous développez la prochaine génération de matériaux et de procédés de fabrication à haute résistance, nous avons les outils pour soutenir votre vision. Contactez nos experts
Guide Visuel
Produits associés
- Presse Thermique Automatique de Laboratoire
- Presse hydraulique chauffante automatique avec plaques chauffantes pour presse à chaud de laboratoire
- Presse hydraulique chauffante avec plaques chauffantes, presse à chaud manuelle de laboratoire divisée
- Presse hydraulique automatique chauffante à haute température avec plaques chauffantes pour laboratoire
- Presse hydraulique manuelle chauffante avec plaques chauffantes pour presse à chaud de laboratoire
Articles associés
- Comprendre les caractéristiques et les fonctions de la presse de laboratoire
- Un guide détaillé sur les presses de laboratoire et la production de pellets KBr
- Guide complet des presses à chaud
- Comment choisir une presse à chaud de laboratoire
- De combien de pression avez-vous besoin dans une presse de laboratoire chauffée


















