
La Faiblesse Cachée dans le Métal Solide
Imaginez un composant critique à l'intérieur d'une centrifugeuse de laboratoire à haute vitesse ou un raccord structurel sur une presse industrielle. À l'œil nu, il semble solide, un monolithe de résistance. Pourtant, sa véritable vulnérabilité réside profondément dans sa structure cristalline : un paysage microscopique de joints de grains et de vides potentiels.
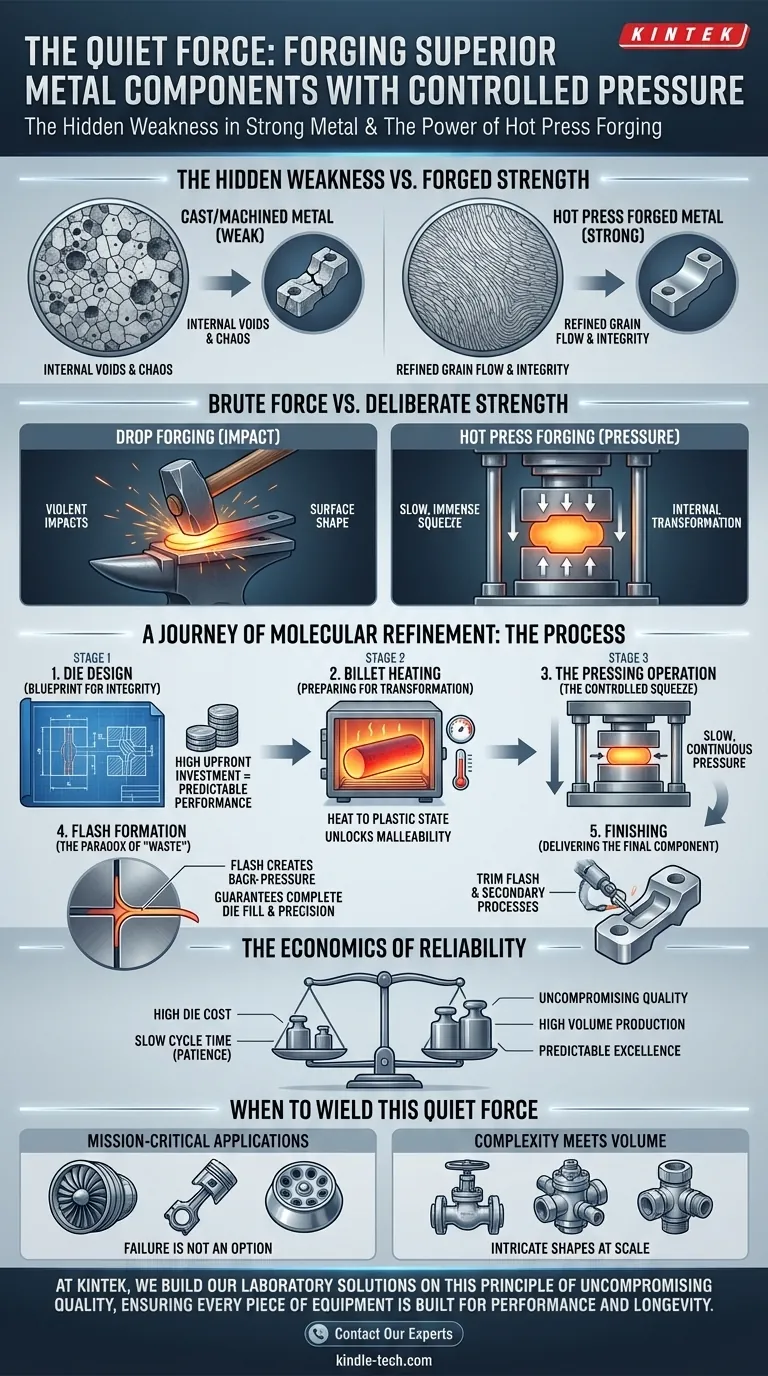
La défaillance catastrophique commence souvent à ce niveau invisible. C'est pourquoi la méthode utilisée pour façonner une pièce de métal est aussi importante que le métal lui-même. Il ne s'agit pas seulement de créer une forme ; il s'agit d'instiller l'intégrité de l'intérieur vers l'extérieur.
Force Brute contre Résistance Délibérée
Quand on pense au forgeage, on imagine souvent les coups violents et percussifs d'un marteau. C'est une méthode, connue sous le nom de forgeage par estampage. Mais il existe une approche plus calme et plus méthodique : le forgeage par presse à chaud.
Au lieu d'une série d'impacts, le forgeage par presse à chaud applique une pression unique, continue et immense. C'est la différence entre frapper la pâte et la pétrir lentement. L'un crée une forme de surface, mais l'autre transforme entièrement la structure interne. Cette application lente de la force est la clé du forgeage de propriétés mécaniques supérieures.
Un Voyage de Raffinement Moléculaire
Le passage d'un lingot de métal brut à un composant à haute fatigue est un cours magistral de métallurgie contrôlée. Chaque étape est délibérée, conçue pour organiser le chaos interne du métal en une structure uniforme et résiliente.
H3 : Le Plan d'Intégrité : Conception de l'Outil et de la Matrice
Le processus commence non pas par la chaleur ou la pression, mais par l'ingénierie. Les matrices – des moules en acier trempé – sont méticuleusement conçues. Elles sont le plan de la forme finale de la pièce et, plus important encore, de son flux de grains interne.
Le coût initial important de ces matrices n'est pas seulement pour un moule ; c'est un investissement dans la performance finale et prévisible de la pièce.
H3 : Préparation à la Transformation : Chauffage du Lingot
Ensuite, un lingot de métal brut est chauffé dans un four. Le but n'est pas de le faire fondre, mais de l'amener à une température précise où il devient plastique et malléable.
C'est le moment où le réseau cristallin rigide du métal se déverrouille, le rendant réceptif au changement sans se fissurer ni s'affaiblir. Il est préparé pour sa transformation.
H3 : Le Serrage Contrôlé : L'Opération de Pressage
Le lingot chauffé est placé dans la matrice inférieure. Une presse hydraulique ou mécanique abaisse ensuite la matrice supérieure avec un serrage lent, puissant et continu.
Cette pression pénètre profondément dans le cœur du métal, forçant les grains à se réorienter et à se raffiner le long des contours de la matrice. Les vides sont comprimés et éliminés. Le résultat est une structure granulaire dense et uniforme qui confère à la pièce sa résistance exceptionnelle à la fatigue et sa résistance à la traction.
H3 : Le Paradoxe du "Déchet" : Le Rôle de la Bavure
Lorsque les matrices se ferment, une petite quantité de matériau en excès est expulsée en un fin ruban autour de la pièce. C'est ce qu'on appelle la "bavure".
Loin d'être un défaut, la bavure est une caractéristique cruciale et planifiée. Alors que ce fin ruban refroidit et résiste à l'écoulement, il crée une contre-pression à l'intérieur de la cavité de la matrice. Cette pression garantit que le métal remplit complètement chaque détail complexe du moule, créant une pièce de forme quasi-nette avec une précision incroyable. Ce qui semble être un déchet est en fait une garantie de qualité.
L'Économie de la Fiabilité
Choisir le forgeage par presse à chaud est une décision stratégique, motivée par une compréhension claire de ses compromis.
- Le coût élevé de la certitude : Les matrices robustes et résistantes à la chaleur sont coûteuses. Cela rend le processus le mieux adapté aux séries de production moyennes à élevées où le coût peut être amorti sur des milliers de pièces fiables. C'est le prix à payer pour une excellence prévisible.
- La patience comme vertu d'ingénierie : Le temps de cycle lent est un compromis direct pour la qualité. La vitesse est sacrifiée pour s'assurer que la pression a le temps d'agir en profondeur dans le matériau, un compromis non négociable pour les applications critiques.
| Étape Clé | Action Principale | Résultat Principal |
|---|---|---|
| Conception de la Matrice | Ingénierie d'outillage à haute résistance | Définit la géométrie de la pièce et l'intégrité interne |
| Chauffage du Lingot | Chauffer le métal à un état plastique | Libère la malléabilité du matériau |
| Pressage | Appliquer une pression lente et continue | Raffine et aligne la structure granulaire |
| Formation de Bavure | Gérer le flux de matériau excédentaire | Assure le remplissage complet de la matrice et des détails nets |
| Finition | Ébavurer et effectuer des processus secondaires | Livrer le composant final et précis |
Quand Utiliser Cette Force Tranquille
En fin de compte, la décision d'utiliser le forgeage par presse à chaud est psychologique, basée sur le niveau de risque que vous êtes prêt à accepter.
- Choisissez-le lorsque la défaillance n'est pas une option. Pour les pièces critiques dans l'aérospatiale, l'automobile ou les équipements de laboratoire haute performance, la structure granulaire raffinée offre une marge de sécurité que d'autres procédés ne peuvent égaler.
- Choisissez-le lorsque la complexité doit rencontrer le volume. Pour les formes complexes qui doivent être produites de manière fiable et constante à grande échelle, le processus justifie son investissement initial.
Dans un laboratoire, l'intégrité de chaque pièce – du rotor d'une centrifugeuse à une vanne dans un système haute pression – est primordiale. L'équipement n'est fiable qu'à la hauteur de son composant le plus faible. Comprendre la discipline métallurgique profonde derrière un processus comme le forgeage par presse à chaud est ce qui distingue les outils fiables des passifs potentiels.
Chez KINTEK, nous construisons nos solutions de laboratoire sur ce même principe de qualité sans compromis, garantissant que chaque équipement est conçu pour la performance et la longévité. Contactez Nos Experts
Guide Visuel
Produits associés
- Four à presse à chaud sous vide pour stratification et chauffage
- Presse hydraulique automatique chauffante à haute température avec plaques chauffantes pour laboratoire
- Moule de Presse à Billes pour Laboratoire
- Presse hydraulique chauffante automatique avec plaques chauffantes pour presse à chaud de laboratoire 25T 30T 50T
- Presse hydraulique manuelle chauffante avec plaques chauffantes pour presse à chaud de laboratoire
Articles associés
- Au-delà du frittage : Comment le pressage à chaud sous vide forge des solides parfaits à partir de poudre
- La physique invisible de la perfection : maîtriser la chaleur, la pression et le temps
- Four de presse à chaud sous vide : un guide complet
- La physique de la perfection : pourquoi le vide est l'outil le plus puissant du scientifique des matériaux
- Le dilemme hydraulique : pression uniaxiale vs biaxiale dans la fabrication de matériaux avancés


















