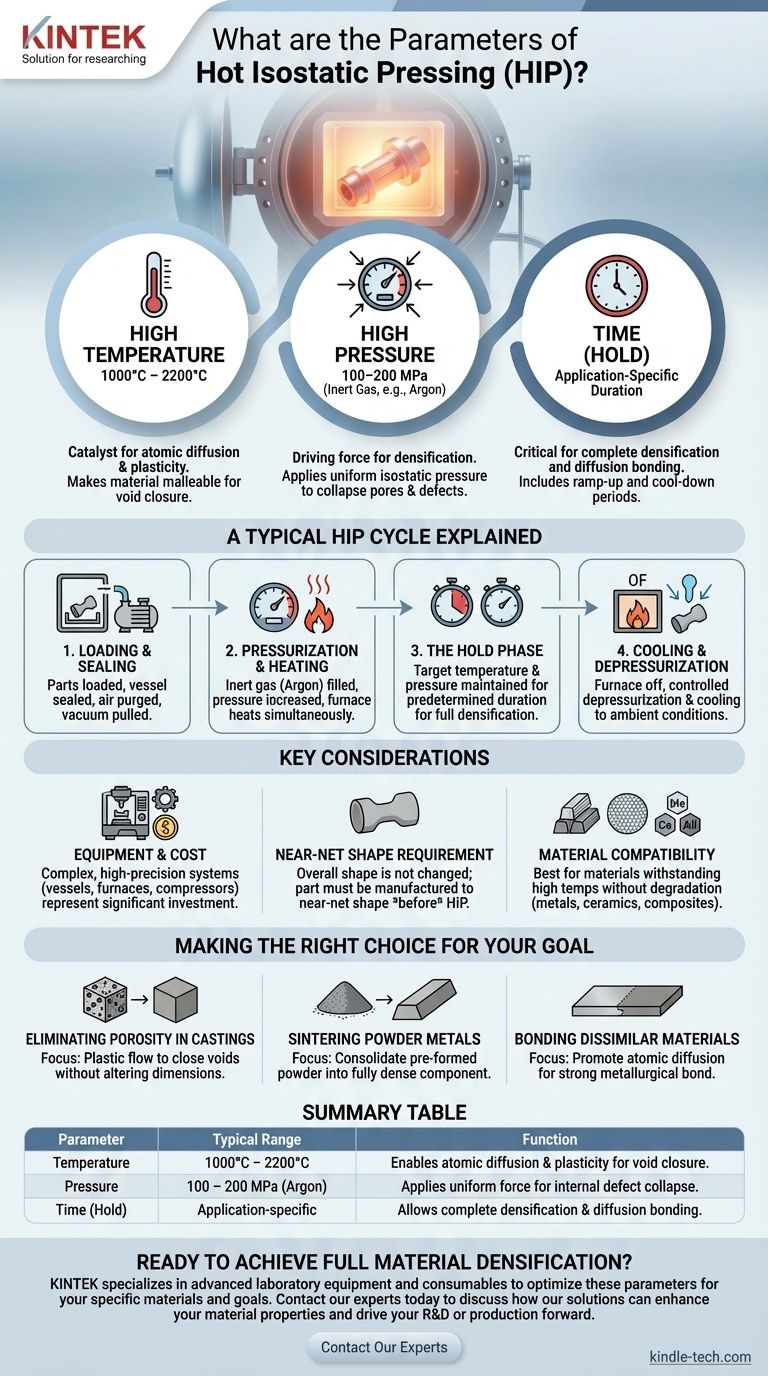
À la base, le pressage isostatique à chaud (PIH) est défini par trois paramètres principaux : une température élevée, une pression élevée et la durée du cycle de processus. Cette technique de fabrication avancée applique une pression uniforme dans toutes les directions à un composant, allant généralement de 100 à 200 MPa, tout en le chauffant simultanément dans un four à des températures comprises entre 1000°C et 2200°C. Un gaz inerte, tel que l'argon, est utilisé comme milieu pour transférer cette pression uniformément, garantissant que la pièce est densifiée ou soudée sans changer sa forme globale.
L'idée critique est que le pressage isostatique à chaud ne consiste pas seulement à appliquer de la chaleur et de la pression, mais à contrôler précisément et simultanément ces paramètres dans une atmosphère contrôlée pour obtenir une densification complète du matériau, éliminer les défauts internes ou créer une liaison métallurgique entre les matériaux.

Les paramètres fondamentaux du processus PIH
Pour comprendre le pressage isostatique à chaud, vous devez comprendre la fonction de chaque variable contrôlée. Le processus se déroule à l'intérieur d'un système spécialisé comprenant une chambre haute pression, un four de chauffage interne et des systèmes de contrôle sophistiqués.
Haute température
La température est le catalyseur du changement au niveau microscopique. En chauffant le matériau à une température élevée, généralement inférieure à son point de fusion, vous permettez la diffusion atomique et la déformation plastique. Cela rend le matériau suffisamment malléable pour que les vides internes s'effondrent.
Pression isostatique
La pression est la force motrice de la densification. Un gaz inerte, presque toujours de l'argon, est comprimé à des niveaux extrêmement élevés (100–200 MPa) à l'intérieur de la chambre. Ce gaz applique une pression uniforme, ou isostatique, de toutes les directions sur le composant, forçant physiquement les pores internes, les vides et les défauts à se fermer et à se souder.
Temps de processus
Le troisième paramètre critique est le temps. Le composant est maintenu à la température et à la pression cibles pendant une durée spécifique, connue sous le nom de temps de maintien. Cette période est essentielle pour permettre au matériau de se densifier complètement et à la liaison par diffusion de se produire là où c'est nécessaire. Le cycle total comprend également des périodes de montée en température et de refroidissement contrôlées.
Un cycle PIH typique expliqué
Les paramètres de température, de pression et de temps ne sont pas appliqués au hasard. Ils sont gérés dans un cycle de processus hautement contrôlé et répétable pour garantir des résultats cohérents.
1. Chargement et scellement
Premièrement, les pièces ou composants sont chargés dans la chambre de chauffage, qui est ensuite scellée à l'intérieur de la chambre principale haute pression. La chambre est purgée de l'air et un vide est appliqué pour éliminer tout gaz réactif comme l'oxygène.
2. Pressurisation et chauffage
La chambre est remplie de gaz argon inerte et la pression est augmentée à l'aide d'un compresseur. Simultanément, le four interne commence à chauffer la chambre et les composants. Ces deux paramètres sont augmentés de manière contrôlée et synchronisée.
3. La phase de maintien
Une fois la température et la pression cibles atteintes, le système entre dans la phase de maintien. Le système de contrôle maintient ces paramètres avec une grande précision pendant la durée prédéterminée, permettant au matériau d'atteindre son état final et entièrement dense.
4. Refroidissement et dépressurisation
Une fois la phase de maintien terminée, le four est éteint et la chambre commence à refroidir. La pression du gaz est relâchée lentement et en toute sécurité lors d'une phase de dépressurisation contrôlée. Une fois les conditions ambiantes atteintes, les composants peuvent être retirés en toute sécurité.
Comprendre les considérations clés
Bien que puissant, le processus PIH comporte des contraintes et des compromis spécifiques qu'il est important de comprendre.
Équipement et coût
Les systèmes PIH sont des équipements de haute précision et très complexes. Ils comprennent une chambre de pression à paroi épaisse, un four à haute température, des compresseurs de gaz, des pompes à vide et des systèmes de contrôle avancés. Cette complexité fait du processus un investissement important.
Exigence de forme proche de la forme finale (Near-Net Shape)
La nature isostatique de la pression garantit que la forme globale d'un composant n'est pas modifiée. Cela signifie que la pièce doit être fabriquée à sa forme proche de la forme finale avant le cycle PIH. Le PIH est un processus de densification ou de soudage, pas un processus de formage.
Compatibilité des matériaux
Le processus convient mieux aux matériaux qui peuvent résister à des températures élevées sans se dégrader. Cela comprend la plupart des métaux, alliages, céramiques et certains matériaux composites. Les paramètres spécifiques de température et de pression doivent être soigneusement sélectionnés en fonction du matériau traité.
Faire le bon choix pour votre objectif
Les paramètres exacts d'un cycle PIH sont choisis en fonction du matériau et du résultat souhaité.
- Si votre objectif principal est d'éliminer la porosité dans les pièces moulées : La clé est de sélectionner une température et une pression suffisantes pour provoquer un écoulement plastique et fermer les vides internes sans modifier les dimensions critiques de la pièce.
- Si votre objectif principal est de fritter des poudres métalliques : Les paramètres doivent être contrôlés avec précision pour consolider une forme de poudre préformée en un composant solide entièrement dense avec des propriétés mécaniques optimales.
- Si votre objectif principal est de souder des matériaux dissemblables : Le cycle doit être soigneusement conçu pour favoriser la diffusion atomique à travers l'interface des deux matériaux, créant une véritable liaison métallurgique plus solide que les matériaux de base.
En fin de compte, maîtriser l'interaction entre la température, la pression et le temps est la clé pour libérer tout le potentiel du pressage isostatique à chaud pour votre application.
Tableau récapitulatif :
| Paramètre | Plage typique | Fonction |
|---|---|---|
| Température | 1000°C – 2200°C | Permet la diffusion atomique et la plasticité du matériau pour la fermeture des vides. |
| Pression | 100 – 200 MPa (Argon) | Applique une force uniforme de toutes les directions pour faire s'effondrer les défauts internes. |
| Temps (Maintien) | Spécifique à l'application | Permet une densification complète et une liaison par diffusion de se produire. |
Prêt à obtenir une densification complète du matériau et à éliminer les défauts internes ?
Le contrôle précis de la température, de la pression et du temps est essentiel pour un cycle de pressage isostatique à chaud (PIH) réussi. KINTEK se spécialise dans les équipements de laboratoire avancés et les consommables, fournissant la technologie et l'expertise nécessaires pour optimiser ces paramètres pour vos matériaux et objectifs spécifiques, que vous travailliez avec des pièces moulées, des métaux en poudre ou des composites avancés.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont nos solutions peuvent améliorer vos propriétés matérielles et faire progresser votre R&D ou votre production.
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique manuelle à froid CIP pour pastilles
- Presse hydraulique chauffante 24T 30T 60T avec plateaux chauffants pour presse à chaud de laboratoire
Les gens demandent aussi
- Qu'est-ce que le processus de pressage isostatique ? Obtenez une densité uniforme pour les pièces complexes
- Pourquoi les presses isostatiques à chaud (WIP) sont-elles nécessaires pour les batteries à état solide ? Atteindre un contact au niveau atomique
- Quel est le processus du pressage isostatique ? Obtenir une densité uniforme et des formes complexes
- Quelle est la température d'une presse isostatique à chaud ? Atteindre la densification optimale pour vos matériaux
- À quoi sert une presse isostatique ? Obtenir une densité uniforme et éliminer les défauts

















