Dans le contexte du traitement thermique moderne, la trempe est globalement classée en deux types principaux basés sur le milieu de refroidissement utilisé : la trempe au gaz et la trempe au liquide. Alors que la trempe au gaz utilise des gaz inertes comme l'azote ou l'argon pour refroidir une pièce dans un environnement contrôlé, la trempe au liquide submerge la pièce dans un fluide, généralement de l'huile ou de l'eau, pour un refroidissement beaucoup plus rapide.
Bien que la question des "deux types" pointe souvent vers le choix entre un milieu gazeux ou liquide, le concept le plus critique pour tout professionnel est de comprendre les trois étapes physiques de transfert de chaleur qui se produisent pendant la trempe, car c'est ce qui dicte réellement les propriétés finales et l'intégrité du matériau.

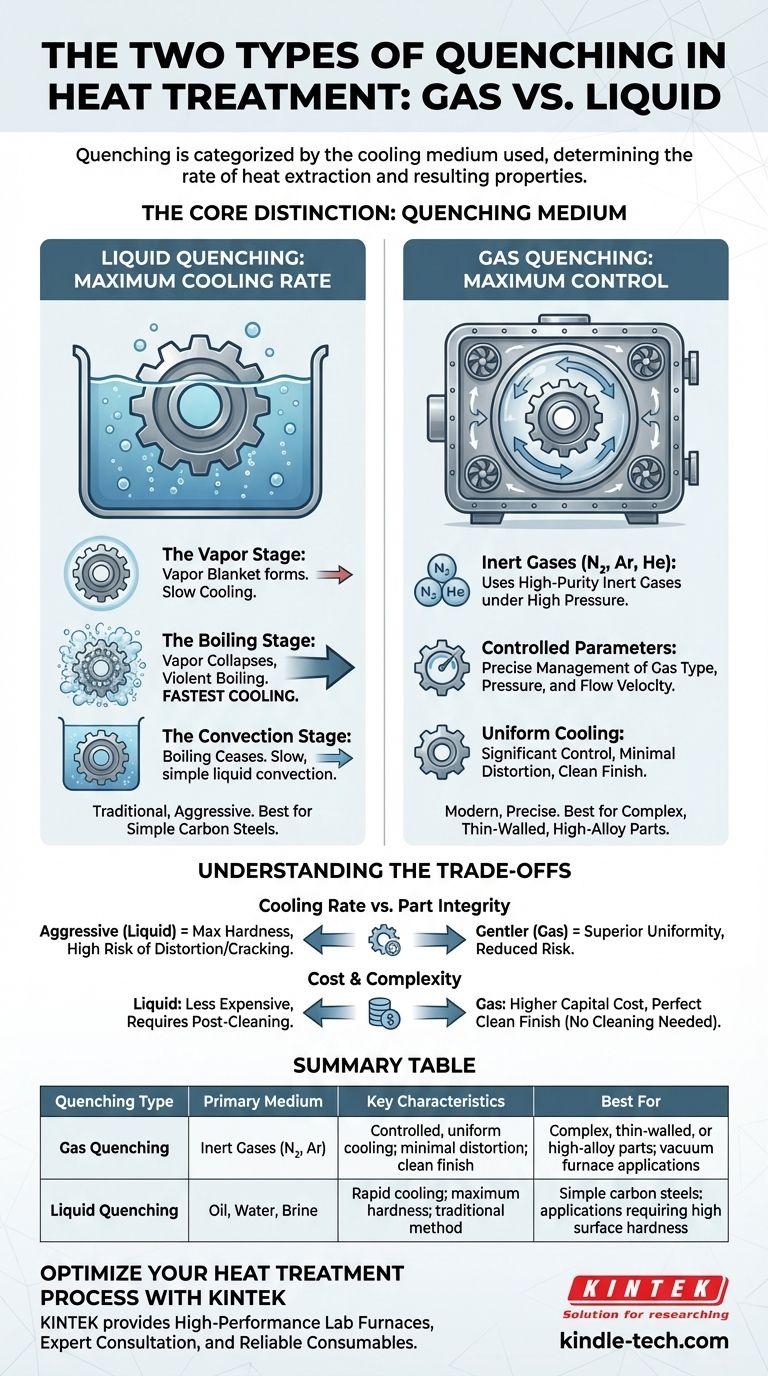
La distinction fondamentale : le milieu de trempe
Le choix du milieu de trempe est la décision la plus fondamentale du processus. Il contrôle directement le taux maximal d'extraction de chaleur, ce qui détermine à son tour la microstructure et les propriétés mécaniques de l'acier qui en résultent.
Trempe au liquide : vitesse de refroidissement maximale
La trempe au liquide est la méthode de refroidissement traditionnelle et la plus agressive. Elle consiste à immerger un composant chaud dans un bain de liquide, le plus souvent de l'eau, de la saumure ou des huiles spécialisées.
Le processus est défini par trois étapes physiques distinctes :
-
L'étape de vapeur : Immédiatement après l'immersion, le liquide touchant la surface chaude se vaporise, formant une couche isolante de vapeur autour de la pièce. Le refroidissement est relativement lent à ce stade, car la chaleur doit rayonner à travers cette couche gazeuse.
-
L'étape d'ébullition : À mesure que la surface de la pièce refroidit, la couche de vapeur devient instable et s'effondre. Cela déclenche une ébullition violente, où la chaleur est retirée du composant au rythme le plus rapide possible. C'est la phase la plus critique pour l'obtention de la dureté.
-
L'étape de convection : Une fois que la température de surface descend en dessous du point d'ébullition du liquide, l'ébullition cesse. Le refroidissement se poursuit à un rythme beaucoup plus lent par simple convection liquide, similaire à une cuillère chaude refroidissant dans une tasse de café.
Trempe au gaz : contrôle maximal
La trempe au gaz est une technique plus moderne, généralement réalisée dans un four sous vide. Après le chauffage, la chambre est remplie sous haute pression avec un gaz inerte de haute pureté comme l'azote, l'argon ou l'hélium pour refroidir la pièce.
Cette méthode offre un contrôle nettement supérieur à la trempe au liquide. En ajustant le type de gaz, la pression et la vitesse d'écoulement, le taux de refroidissement peut être géré avec précision. Cela la rend idéale pour les pièces sensibles, complexes ou à parois minces où la distorsion ou la fissuration est une préoccupation majeure.
Au-delà de deux types : un spectre de techniques
Les catégories "gaz" et "liquide" sont des points de départ de haut niveau. En pratique, les métallurgistes utilisent de nombreuses techniques spécialisées qui modifient ces processus de base pour obtenir des résultats spécifiques.
Pourquoi tant de méthodes ?
Ces méthodes spécialisées ne sont pas entièrement de nouveaux types, mais plutôt des applications ou des interruptions précises du processus de trempe. Elles sont conçues pour manipuler la courbe de refroidissement afin de contrôler les contraintes, de réduire la distorsion et d'obtenir des combinaisons uniques de propriétés au sein d'un même composant.
Exemple : trempe interrompue
Lors d'une trempe interrompue, une pièce est trempée dans un liquide agressif (comme le sel ou l'huile) juste assez longtemps pour passer le "nez" critique de la courbe de refroidissement, mais est retirée avant qu'elle ne refroidisse complètement. Elle est ensuite laissée à refroidir lentement à l'air. Cela empêche la formation de structures fragiles qui peuvent se former à des températures plus basses, réduisant considérablement les contraintes internes et le risque de fissuration.
Exemple : trempe sélective
La trempe sélective est utilisée pour durcir uniquement des zones spécifiques d'un composant. Cela peut être fait en immergeant seulement une partie de la pièce, comme les dents d'un engrenage, ou en utilisant une trempe par pulvérisation ciblée. Cela laisse le noyau ou d'autres sections de la pièce plus douces et plus résistantes, créant un composant avec des performances globales supérieures.
Comprendre les compromis
Le choix d'un processus de trempe est un exercice d'équilibre. Le choix idéal dépend de l'alliage d'acier, de la géométrie de la pièce et des propriétés finales souhaitées.
Vitesse de refroidissement vs. intégrité de la pièce
Le compromis central se situe entre la vitesse de refroidissement et l'intégrité mécanique. Une trempe agressive (par exemple, dans l'eau) fournit le refroidissement rapide nécessaire pour atteindre une dureté maximale dans les aciers faiblement alliés, mais comporte un risque élevé de distorsion et de fissuration. Une trempe plus lente (par exemple, un gaz à haute pression) est beaucoup plus douce pour la pièce, mais peut être insuffisante pour durcir complètement les alliages moins réceptifs.
Coût, complexité et finition
Les systèmes de trempe au liquide sont généralement moins coûteux à mettre en œuvre, mais entraînent souvent des pièces qui nécessitent un nettoyage post-processus pour éliminer les résidus. La trempe au gaz, en particulier la trempe au gaz à haute pression (HPGQ), exige un équipement de four sous vide sophistiqué et coûteux, mais produit des pièces parfaitement propres et brillantes sans nécessiter d'opérations de nettoyage secondaires.
Comment choisir la bonne approche de trempe
Votre choix final doit être dicté par l'objectif d'ingénierie du composant.
- Si votre objectif principal est d'atteindre une dureté maximale dans les aciers au carbone simples : Une trempe liquide agressive utilisant de l'eau ou de la saumure est souvent la voie la plus efficace et la plus économique.
- Si votre objectif principal est de minimiser la distorsion dans les pièces en alliage complexes ou de grande valeur : Une trempe au gaz contrôlée offre une uniformité supérieure et réduit considérablement le risque de rebuter la pièce.
- Si votre objectif principal est de créer un composant à double propriété (par exemple, une surface dure avec un noyau résistant) : Des techniques avancées comme la trempe sélective ou interrompue sont nécessaires pour manipuler la structure finale du matériau.
Comprendre ces principes vous permet de passer du simple choix d'une méthode à l'ingénierie intentionnelle des propriétés finales de votre matériau.
Tableau récapitulatif :
| Type de trempe | Milieu principal | Caractéristiques clés | Idéal pour |
|---|---|---|---|
| Trempe au gaz | Gaz inertes (N₂, Ar) | Refroidissement contrôlé et uniforme ; distorsion minimale ; finition propre | Pièces complexes, à parois minces ou en alliage ; applications de four sous vide |
| Trempe au liquide | Huile, eau, saumure | Refroidissement rapide ; dureté maximale ; méthode traditionnelle | Aciers au carbone simples ; applications nécessitant une dureté de surface élevée |
Optimisez votre processus de traitement thermique avec KINTEK
Le choix de la bonne méthode de trempe est essentiel pour atteindre la dureté souhaitée, minimiser la distorsion et assurer l'intégrité de vos composants de laboratoire. Que vous ayez besoin du refroidissement rapide de la trempe au liquide pour une dureté maximale ou du contrôle précis de la trempe au gaz pour des géométries complexes, KINTEK possède l'expertise et l'équipement pour soutenir vos objectifs.
Nous fournissons :
- Des fours de laboratoire haute performance adaptés aux processus de trempe au gaz et au liquide.
- Une consultation d'experts pour vous aider à sélectionner la bonne technique pour votre alliage et votre application spécifiques.
- Des consommables fiables et un support continu pour assurer le bon fonctionnement de vos opérations de traitement thermique.
Prêt à améliorer les propriétés de vos matériaux et à obtenir des résultats cohérents ? Contactez notre équipe dès aujourd'hui pour discuter des besoins de votre laboratoire en matière de trempe et découvrir comment les solutions de KINTEK peuvent vous aider à réussir.
Guide Visuel
Produits associés
- Four à moufle haute température pour déliantage et pré-frittage en laboratoire
- Four de traitement thermique sous vide et de frittage sous pression pour applications à haute température
- Four à moufle de laboratoire à moufle à levage par le bas
- Four tubulaire de traitement thermique rapide (RTP) de laboratoire
- Four de fusion par induction à arc sous vide
Les gens demandent aussi
- Quel rôle joue un four de calcination dans la préparation de particules à cœur creux et à enveloppe ? Obtenir des nanostructures parfaites
- Quelle est la fonction principale des fours à moufle ou à tube à haute température pour les revêtements céramiques ? Assurer une durabilité maximale
- Pourquoi un four à moufle haute température est-il essentiel pour le ZnO-WO3 & ZnO-BiOI ? Optimiser les performances des catalyseurs hétérojonction
- Quelle est l'importance de l'intégration d'un four à moufle haute température dans un système de test d'usure par impact ?
- Quelles conditions un four à moufle fournit-il pour le stockage d'énergie par sels fondus ? Simulation experte pour les environnements CSP



















