Les milieux de trempe les plus courants sont l'eau, la saumure (eau salée), l'huile et l'air. Le choix d'un milieu n'est pas arbitraire ; c'est une décision critique dans le traitement thermique qui contrôle directement la vitesse de refroidissement, laquelle dicte à son tour les propriétés mécaniques finales, telles que la dureté et la ductilité, de la pièce finie.
Le principe fondamental de la trempe n'est pas seulement de refroidir rapidement une pièce, mais de la refroidir à une vitesse spécifique et contrôlée. Le choix du milieu de trempe — de l'eau à action rapide à l'air à action lente — est le principal outil pour manipuler cette vitesse afin d'obtenir une structure de matériau souhaitée tout en évitant des défauts tels que la fissuration ou la déformation.

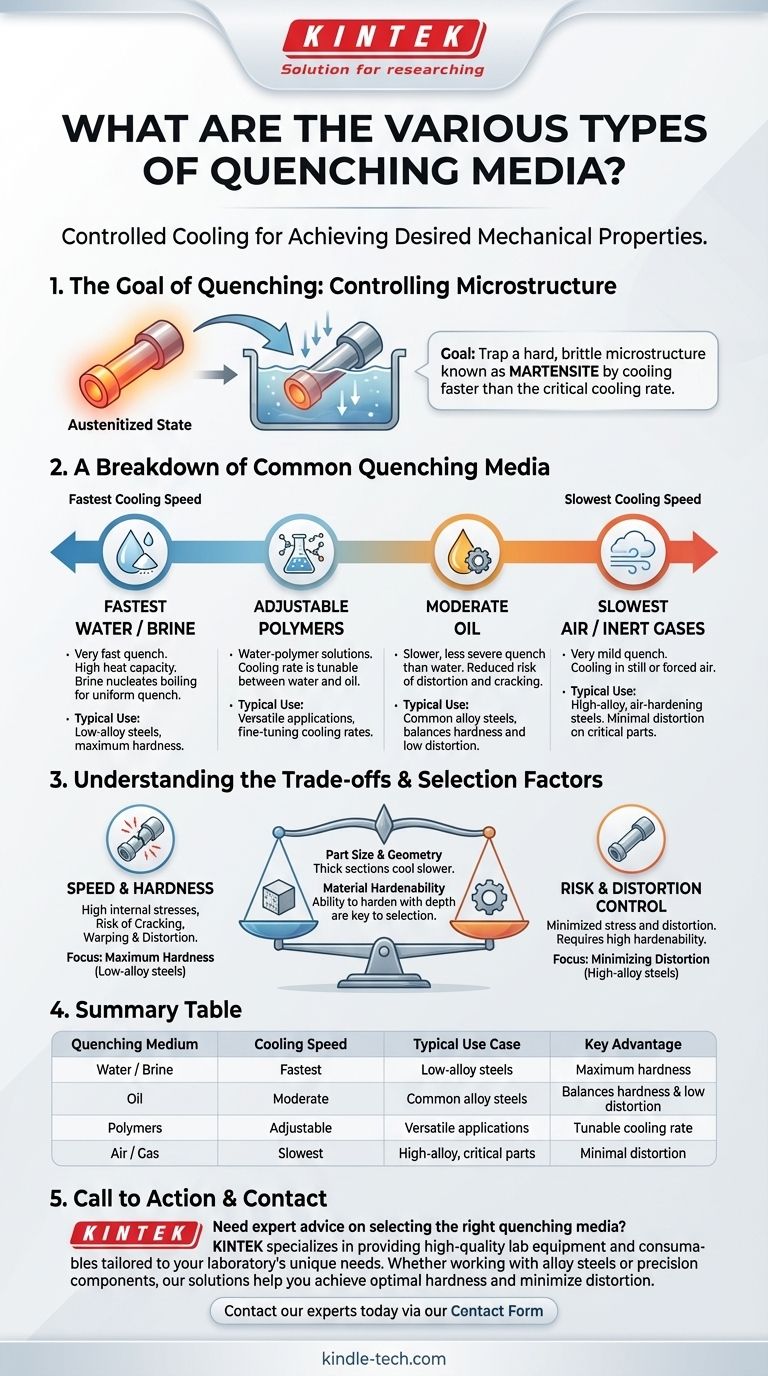
L'objectif de la trempe : contrôler la microstructure
La trempe est un processus fondamental en métallurgie, en particulier pour les aciers. L'objectif est de refroidir rapidement un composant de son état austénitisé à haute température pour « piéger » une microstructure dure et cassante connue sous le nom de martensite.
La vitesse de refroidissement est primordiale
Pour former de la martensite, le matériau doit être refroidi plus rapidement que sa vitesse de refroidissement critique. Si le refroidissement est trop lent, des microstructures plus molles et moins désirables se formeront, et la pièce n'atteindra pas sa dureté potentielle.
Le rôle du milieu de trempe est d'extraire la chaleur assez rapidement pour « gagner la course » contre la formation de ces structures plus molles.
Analyse des milieux de trempe courants
Chaque milieu offre une puissance de refroidissement différente, définie par sa conductivité thermique et son comportement lorsqu'il bout à la surface de la pièce. Les vitesses de refroidissement ci-dessous sont classées de la plus rapide à la plus lente.
Eau et saumure
L'eau assure une trempe très rapide en raison de sa grande capacité thermique. Elle est efficace pour les matériaux ayant une faible hardenabilité (comme les aciers au carbone simples) qui nécessitent une trempe agressive pour durcir correctement.
La saumure, une solution de sel dans l'eau, est encore plus rapide. Les cristaux de sel nucléent l'ébullition, ce qui perturbe violemment la couche de vapeur isolante qui peut se former autour de la pièce, assurant une trempe plus uniforme et rapide.
Huile
L'huile est le cheval de bataille de l'industrie du traitement thermique. Elle fournit une trempe plus lente et moins sévère que l'eau, réduisant considérablement le risque de déformation et de fissuration, en particulier dans les pièces aux géométries complexes.
Différentes formulations d'huile offrent une gamme de vitesses de refroidissement, ce qui les rend adaptées à une grande variété d'aciers alliés courants qui possèdent une plus grande trempabilité que les aciers au carbone simples.
Polymères
Les trempes polymères sont une alternative moderne et polyvalente. Ce sont des solutions de polymère dans l'eau, et en ajustant la concentration de polymère, leur vitesse de refroidissement peut être ajustée pour se situer n'importe où entre celle de l'eau et celle de l'huile.
Cette capacité d'ajustement donne aux métallurgistes un contrôle précis sur le processus de refroidissement, leur permettant d'optimiser les propriétés tout en minimisant les défauts.
Air et gaz inertes
L'air fournit la vitesse de refroidissement la plus lente et est considéré comme une trempe très douce. Cette méthode est réservée aux aciers trempants à l'air — des matériaux hautement alliés avec une trempabilité extrêmement élevée qui formeront de la martensite même lorsqu'ils sont refroidis lentement dans l'air calme ou forcé.
La trempe au gaz est principalement utilisée pour minimiser la distorsion au minimum absolu dans les composants aux dimensions critiques.
Comprendre les compromis
Le choix d'un milieu de trempe est un exercice d'équilibre entre l'obtention des propriétés métallurgiques souhaitées et le maintien de l'intégrité physique de la pièce.
Le spectre Vitesse contre Risque
Une trempe plus rapide (eau) procure une dureté potentielle maximale mais introduit des contraintes internes élevées. Cela augmente le risque de défaillance catastrophique par fissuration ou de changements de forme inacceptables par voilement et déformation.
Une trempe plus lente (huile ou air) est plus douce pour la pièce, minimisant le stress et la déformation. Cependant, si elle est utilisée sur un acier avec une trempabilité insuffisante, elle ne parviendra pas à produire la dureté requise.
Le rôle de la taille et de la géométrie de la pièce
Les sections épaisses d'une pièce refroidissent plus lentement que les sections minces. Une trempe agressive peut créer une différence de température massive entre la surface et le cœur, ou entre les sections épaisses et minces, générant des contraintes qui provoquent une déformation.
Pour cette raison, les pièces aux formes complexes ou aux changements d'épaisseur drastiques nécessitent souvent un milieu plus lent comme l'huile pour assurer un processus de refroidissement plus uniforme.
La trempabilité du matériau est essentielle
La trempabilité est une mesure de la capacité d'un acier à durcir en profondeur. Les aciers fortement alliés ont une trempabilité élevée et peuvent être durcis avec des trempes plus lentes (huile ou air). Les aciers faiblement alliés et au carbone simples ont une faible trempabilité et nécessitent une trempe très rapide (eau ou saumure).
Considérations pratiques et de coût
La décision est également motivée par des facteurs pratiques. L'huile nécessite un nettoyage après trempe pour éliminer les résidus. La saumure est très corrosive et exige un équipement robuste. La trempe à l'air et au gaz nécessite souvent des fours spécialisés, ce qui peut augmenter les coûts.
Faire le bon choix pour votre objectif
Votre sélection doit correspondre au matériau traité et à votre objectif principal pour le composant.
- Si votre objectif principal est la dureté maximale sur les aciers faiblement alliés : L'eau ou la saumure est le choix nécessaire, mais vous devez tenir compte d'un risque élevé de déformation.
- Si votre objectif principal est d'équilibrer la dureté et le contrôle de la déformation dans les aciers alliés courants : L'huile est la norme de l'industrie et offre le meilleur compromis général.
- Si votre objectif principal est de minimiser la déformation sur les pièces en alliage élevé aux dimensions critiques : La trempe à l'air ou au gaz est la seule méthode qui offre un contrôle suffisant.
- Si votre objectif principal est l'optimisation des processus et l'ajustement précis des vitesses de refroidissement : Les trempes polymères offrent une solution réglable pour combler l'écart entre l'eau et l'huile.
En fin de compte, maîtriser la trempe consiste à utiliser le bon milieu comme un outil précis pour dicter le caractère final de votre matériau.
Tableau récapitulatif :
| Milieu de trempe | Vitesse de refroidissement | Cas d'utilisation typique | Avantage clé |
|---|---|---|---|
| Eau / Saumure | Le plus rapide | Aciers faiblement alliés | Dureté maximale |
| Huile | Modérée | Aciers alliés courants | Équilibre dureté et faible déformation |
| Polymères | Ajustable | Applications polyvalentes | Vitesse de refroidissement réglable |
| Air / Gaz | Le plus lent | Pièces en alliage élevé, critiques | Déformation minimale |
Besoin de conseils d'experts sur la sélection des bons milieux de trempe pour les processus de traitement thermique de votre laboratoire ? KINTEK se spécialise dans la fourniture d'équipements de laboratoire et de consommables de haute qualité adaptés aux besoins uniques de votre laboratoire. Que vous travailliez avec des aciers alliés ou des composants de précision, nos solutions vous aident à obtenir une dureté optimale et à minimiser la déformation. Contactez nos experts dès aujourd'hui via notre formulaire de contact pour discuter de la manière dont nous pouvons soutenir votre succès métallurgique !
Guide Visuel
Produits associés
- Électrode de référence au calomel, chlorure d'argent, sulfate de mercure pour usage en laboratoire
- Circulateur réfrigérant 10L Bain d'eau de refroidissement Bain de réaction à température constante basse température
- Bain-marie électrochimique multifonctionnel pour cellule électrolytique, simple ou double couche
- Matériaux diamantés dopés au bore par CVD
- Moule de Presse Cylindrique avec Échelle pour Laboratoire
Les gens demandent aussi
- Pourquoi la sélection d'une électrode de référence de haute qualité est-elle essentielle en synthèse électrochimique ? | KINTEK
- Quelle électrode est utilisée comme électrode de référence pour la mesure des potentiels de demi-pile ? Comprendre l'étalon universel
- Comment la sélection des électrodes de référence, telles que Ag/AgCl ou Hg/HgO, est-elle corrélée au pH de l'électrolyte dans les essais de réaction d'évolution d'hydrogène (HER) ?
- Quelle électrode est utilisée comme référence ? Un guide pour des mesures électrochimiques précises
- Quel est le but de l'électrode de référence ? Obtenir des mesures électrochimiques stables et précises



















