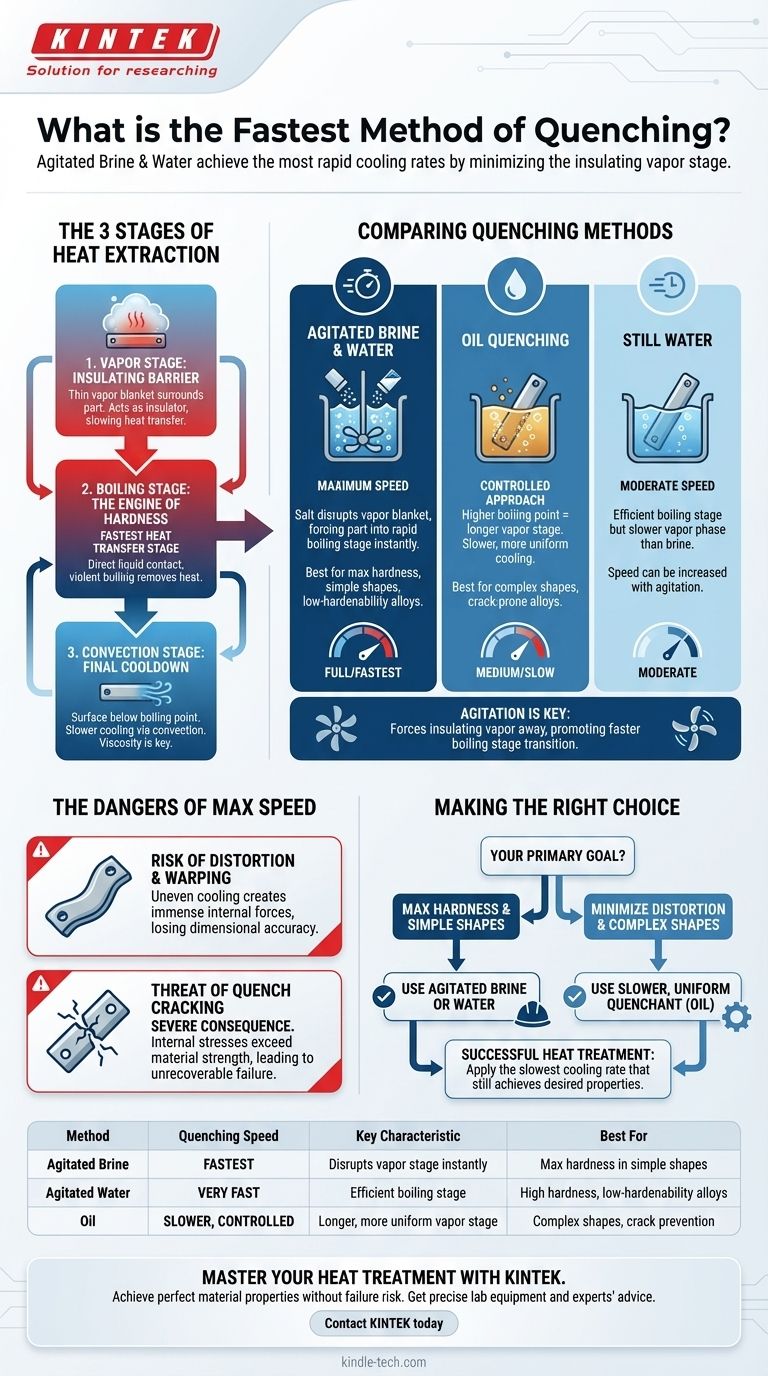
En pratique, la méthode de trempe la plus rapide est généralement la saumure agitée (eau salée), suivie de près par l'eau agitée. Ces méthodes sont conçues pour extraire la chaleur au rythme le plus rapide possible en perturbant agressivement l'étape initiale de vapeur à refroidissement lent qui isole le composant chaud.
La véritable mesure de la vitesse de trempe n'est pas le trempant lui-même, mais sa capacité à faire passer un composant de l'étape de vapeur lente et isolante à l'étape d'ébullition extrêmement rapide le plus rapidement possible. Les méthodes les plus rapides sont simplement les plus efficaces pour réaliser cette transition.

Les trois étapes de l'extraction de la chaleur
Pour comprendre la vitesse de trempe, vous devez d'abord comprendre les trois phases distinctes de transfert de chaleur qui se produisent lorsqu'une pièce chaude rencontre un liquide froid. La durée et l'intensité de chaque étape dictent le résultat final.
L'étape de vapeur : une barrière isolante
Lorsque le composant chaud est immergé pour la première fois, le liquide touchant sa surface se vaporise instantanément.
Cela crée une fine couche de vapeur stable qui entoure complètement la pièce. Cette couche de vapeur agit comme un isolant, ralentissant considérablement le transfert de chaleur et le refroidissement.
L'étape d'ébullition : le moteur de la dureté
Lorsque la température de surface baisse légèrement, la couche de vapeur devient instable et s'effondre.
Cela initie l'étape d'ébullition nucléée, où le liquide entre en contact direct avec le composant, bout violemment et est projeté, permettant à un liquide plus froid de s'engouffrer. C'est de loin l'étape la plus rapide de transfert de chaleur.
L'étape de convection : le refroidissement final
Une fois que la température de surface du composant tombe en dessous du point d'ébullition du trempant, l'ébullition s'arrête.
Le refroidissement se poursuit à un rythme beaucoup plus lent par convection, où la chaleur se déplace simplement de la pièce plus chaude vers le liquide plus froid. La viscosité du trempant est le principal facteur contrôlant la vitesse à cette dernière étape.
Comparaison des méthodes de trempe courantes
Différents milieux et techniques de trempe sont conçus pour manipuler ces trois étapes afin d'atteindre un taux de refroidissement souhaité. Les méthodes "les plus rapides" sont celles qui raccourcissent ou éliminent l'étape de vapeur isolante.
Eau et saumure : vitesse maximale
L'eau assure une trempe très rapide car son étape d'ébullition est extrêmement efficace pour éliminer la chaleur.
L'ajout de sel pour créer de la saumure rend la trempe encore plus rapide. Les cristaux de sel nucléent sur la surface chaude, perturbant la formation de la couche de vapeur et forçant la pièce à passer presque immédiatement à l'étape d'ébullition rapide.
Huile : une approche plus contrôlée
Les huiles ont un point d'ébullition beaucoup plus élevé que l'eau. Il en résulte une étape de vapeur initiale plus longue et plus stable.
Bien que le taux de refroidissement global soit plus lent et moins sévère que celui de l'eau, il est également plus uniforme. Cela fait de l'huile un meilleur choix pour les formes complexes ou les alliages sujets à la fissuration.
Le rôle de l'agitation : briser la barrière
Agiter le trempant – que ce soit en remuant, en pompant ou en déplaçant la pièce – est une technique essentielle pour augmenter la vitesse de refroidissement.
L'agitation force physiquement la couche de vapeur isolante à s'éloigner de la surface du composant, favorisant une transition plus rapide vers l'étape d'ébullition très efficace. Une huile agitée peut être plus rapide que de l'eau stagnante dans certaines circonstances.
Les dangers de la vitesse maximale
Rechercher la trempe la plus rapide possible sans comprendre les conséquences est une erreur courante et coûteuse. Le refroidissement le plus rapide est aussi le plus sévère, introduisant des risques importants.
Le risque de distorsion et de déformation
Lorsqu'un composant refroidit à un rythme extrême, différentes sections refroidissent de manière inégale. La surface refroidit beaucoup plus vite que le cœur.
Ce différentiel de température crée d'immenses forces internes qui peuvent faire gauchir, plier ou autrement perdre la précision dimensionnelle requise à la pièce.
La menace de la fissuration de trempe
La fissuration de trempe est la conséquence la plus grave d'une vitesse de refroidissement excessive.
Si les contraintes internes causées par un refroidissement non uniforme dépassent la résistance ultime du matériau (surtout dans son état nouvellement durci et cassant), le composant se fissurera. C'est une défaillance irrécupérable.
Faire le bon choix pour votre objectif
La méthode de trempe optimale n'est pas la plus rapide, mais celle qui permet d'obtenir les propriétés métallurgiques souhaitées sans provoquer de défaillance. Elle doit être adaptée à la trempabilité du matériau et à la géométrie de la pièce.
- Si votre objectif principal est d'atteindre une dureté maximale dans une forme simple ou un alliage à faible trempabilité : La saumure ou l'eau agitée est le choix le plus efficace.
- Si votre objectif principal est de minimiser la distorsion et d'éviter les fissures dans une forme complexe ou un alliage à haute trempabilité : Un trempant plus lent et moins sévère comme l'huile est la voie la plus sûre et la plus appropriée.
En fin de compte, un traitement thermique réussi dépend de l'application du taux de refroidissement le plus lent qui permettra toujours d'obtenir les propriétés matérielles nécessaires à votre application spécifique.
Tableau récapitulatif :
| Méthode | Vitesse de trempe | Caractéristique clé | Idéal pour |
|---|---|---|---|
| Saumure agitée | La plus rapide | Perturbe instantanément l'étape de vapeur | Dureté maximale dans les formes simples |
| Eau agitée | Très rapide | Étape d'ébullition efficace | Haute dureté, alliages à faible trempabilité |
| Huile | Plus lente, contrôlée | Étape de vapeur plus longue et plus uniforme | Formes complexes, prévention des fissures |
Obtenez des propriétés matérielles parfaites sans risque de défaillance.
Le choix de la bonne méthode de trempe est essentiel pour le succès de votre processus de traitement thermique. Un mauvais choix peut entraîner des composants fissurés, déformés et des retards de production coûteux.
KINTEK est spécialisé dans la fourniture de l'équipement de laboratoire et des consommables précis dont vous avez besoin pour maîtriser vos processus de traitement thermique. Notre expertise vous assure d'atteindre la dureté et l'intégrité matérielle souhaitées pour votre application spécifique, que vous travailliez avec des géométries simples ou complexes.
Laissez nos experts vous aider à optimiser votre processus de trempe. Contactez KINTEK dès aujourd'hui pour une consultation adaptée aux besoins de votre laboratoire.
Guide Visuel