
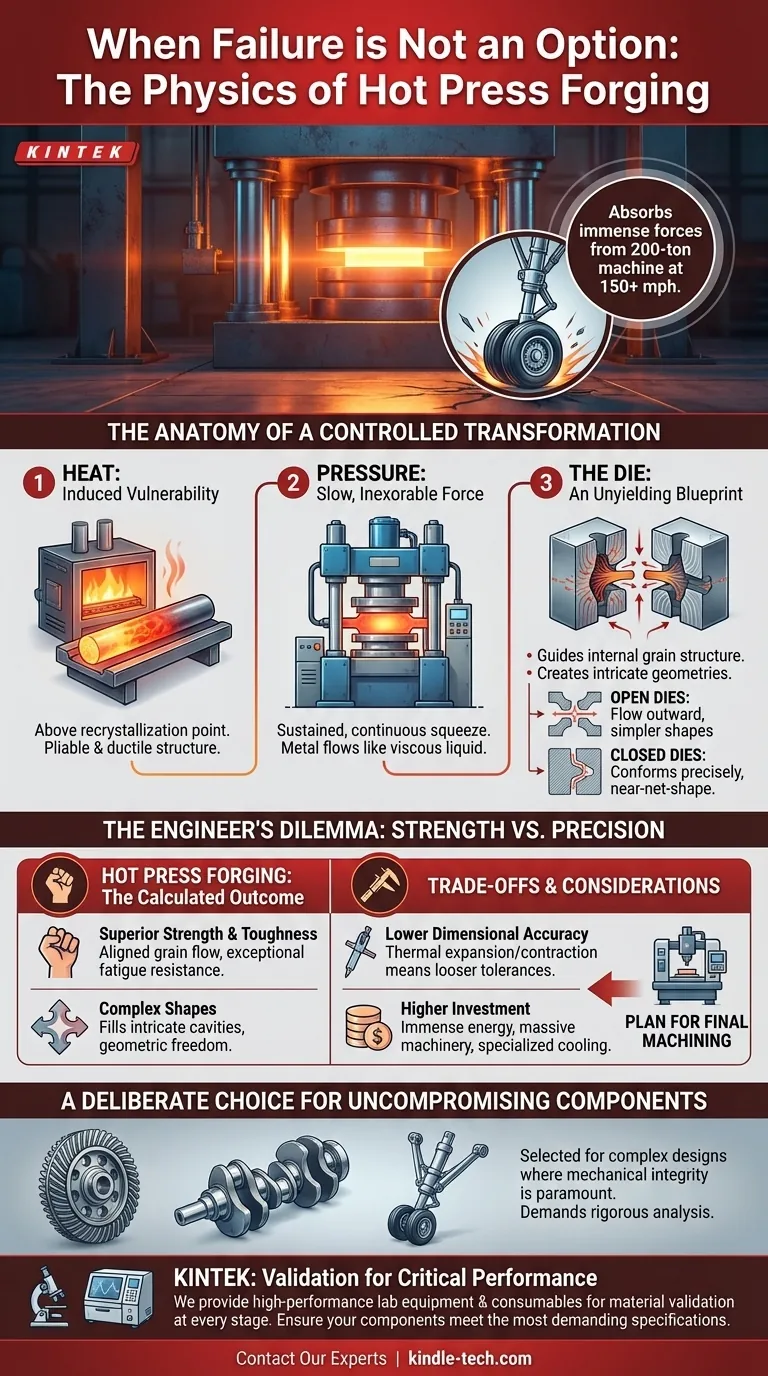
Un mât de train d'atterrissage d'avion ne supporte pas seulement le poids d'un avion. Il absorbe l'énergie cinétique d'une machine de 200 tonnes qui touche le sol à plus de 250 kilomètres par heure. Les forces sont immenses, la marge d'erreur est nulle.
Le métal de ce mât ne peut pas être ordinaire. Il ne peut pas être simplement coulé ou soudé. Il doit être formé par un processus qui confère une intégrité quasi surnaturelle à sa structure moléculaire même. C'est le domaine du forgeage à chaud sous presse, une méthode choisie lorsque le coût de la défaillance est impensable.
C'est un processus basé sur un compromis psychologique fondamental pour les ingénieurs : sacrifier une précision dimensionnelle parfaite pour obtenir une certitude matérielle absolue.
L'anatomie d'une transformation contrôlée
Le forgeage à chaud sous presse relève moins de la force brute que de la persuasion métallurgique. Il amène une pièce métallique à prendre une nouvelle forme en modifiant fondamentalement sa volonté de changer. Le processus peut être décomposé en une série d'étapes délibérées et calculées.
Chaleur : L'art de la vulnérabilité induite
Le processus commence par le chauffage d'un lingot de métal — généralement un alliage d'acier, de titane ou d'aluminium — à une température supérieure à son point de recristallisation. Il ne s'agit pas seulement de le faire rougir ; c'est un conditionnement thermique précis.
À cette température, la structure cristalline du métal devient souple et ductile. Il perd sa résistance au changement, ce qui lui permet de subir une déformation massive sans se fissurer ni durcir par écrouissage. Vous rendez essentiellement le matériau vulnérable, le préparant à être remodelé de l'intérieur.
Pression : Une force lente et inexorable
Contrairement aux impacts violents et rapides du forgeage au marteau, le forgeage à chaud sous presse utilise une action de serrage lente et continue, généralement à partir d'une presse hydraulique massive.
Cette pression soutenue est la clé. Elle garantit que le métal chauffé et malléable s'écoule comme un liquide très visqueux, remplissant méthodiquement chaque coin et recoin du moule, ou "matrice". Cette application délibérée de force permet de créer des géométries complexes qui seraient impossibles avec des méthodes basées sur l'impact.
La matrice : Un plan directeur inflexible
Le métal chauffé est placé entre deux matrices qui contiennent l'empreinte négative de la pièce finale. Lorsque la presse se ferme, les matrices deviennent l'autorité absolue sur la forme.
- Matrices ouvertes : Utilisées pour des formes plus simples, permettant au métal de s'étendre vers l'extérieur.
- Matrices fermées : Enrobent entièrement la pièce, forçant le métal à se conformer précisément à une géométrie complexe, quasi finale.
La matrice ne fait pas que façonner la pièce ; elle guide la structure interne du grain du métal, ce qui est le secret de sa résistance ultime.
Le dilemme de l'ingénieur : Force contre précision
Choisir le forgeage à chaud sous presse est un exercice de priorisation des exigences non négociables. Le processus offre des avantages considérables, mais ils s'accompagnent de compromis clairs et acceptés.
| Aspect | Forgeage à chaud sous presse : Le résultat calculé |
|---|---|
| Avantage principal | Résistance et ténacité supérieures. Le processus aligne le flux de grain interne du métal avec la forme de la pièce, éliminant les points faibles et créant une résistance exceptionnelle à la fatigue. |
| Liberté géométrique | Formes complexes. La ductilité du métal chauffé lui permet de remplir des cavités de matrice complexes, formant des pièces qui seraient prohibitivement coûteuses ou impossibles à usiner à partir d'un bloc solide. |
| Compromis principal | Précision dimensionnelle plus faible. Le métal se dilate lorsqu'il est chauffé et se contracte lorsqu'il refroidit. Cette réalité thermique, ainsi que l'oxydation potentielle de la surface, signifie que les pièces manquent de tolérances serrées par rapport au formage à froid ou à l'usinage. |
| Considération de coût | Investissement plus élevé. L'énergie immense nécessaire au chauffage, les machines de presse massives et les dispositifs de refroidissement spécialisés en font un processus plus coûteux réservé aux applications critiques. |
L'"imperfection" d'une tolérance plus faible n'est pas un défaut ; c'est une variable acceptée dans l'équation pour créer un composant qui ne cassera pas sous une contrainte extrême. Une étape d'usinage finale est souvent prévue pour atteindre les dimensions finales requises.
Un choix délibéré pour des composants sans compromis
On ne choisit pas le forgeage à chaud sous presse pour fabriquer un simple support. On le choisit pour fabriquer un disque de turbine tournant à 10 000 tr/min, un vilebrequin supportant des millions de cycles de combustion, ou le mât de train d'atterrissage qui assure un retour sûr sur terre.
Il est sélectionné lorsque la conception est complexe et que l'intégrité mécanique du composant est primordiale. C'est le choix définitif lorsque la physique de l'application exige un niveau de résistance et de fiabilité que d'autres méthodes de fabrication ne peuvent tout simplement pas garantir.
Perfectionner un tel processus nécessite plus qu'une simple presse puissante ; cela exige une analyse rigoureuse et une validation de la science des matériaux à chaque étape. De la vérification de la composition de l'alliage avant le chauffage à l'analyse de la structure du grain après la trempe, la certitude de la pièce finale naît en laboratoire. Chez KINTEK, nous fournissons les équipements de laboratoire haute performance et les consommables essentiels à ces validations critiques.
Si vous repoussez les limites des performances des matériaux, nous pouvons vous aider à garantir que vos composants répondent aux spécifications les plus exigeantes. Contactez nos experts
Guide Visuel
Produits associés
- Moule spécial de presse à chaud pour laboratoire
- Moule de Presse à Billes pour Laboratoire
- Presse hydraulique automatique chauffante à haute température avec plaques chauffantes pour laboratoire
- Presse hydraulique manuelle chauffante haute température avec plaques chauffantes pour laboratoire
- Presse chauffante à double plaque pour laboratoire
Articles associés
- Techniques de moulage sous presse à infrarouge pour les applications sans démoulage
- Pressage à chaud des polymères : La recherche délibérée d'une intégrité matérielle sans faille
- Dompter le vide : l'art et la science du moulage par pressage à chaud
- Au-delà de la colle : L'alchimie contrôlée de la lamination sous presse à chaud
- Force contre complexité : la raison cachée de l'échec de vos pièces métalliques critiques


















