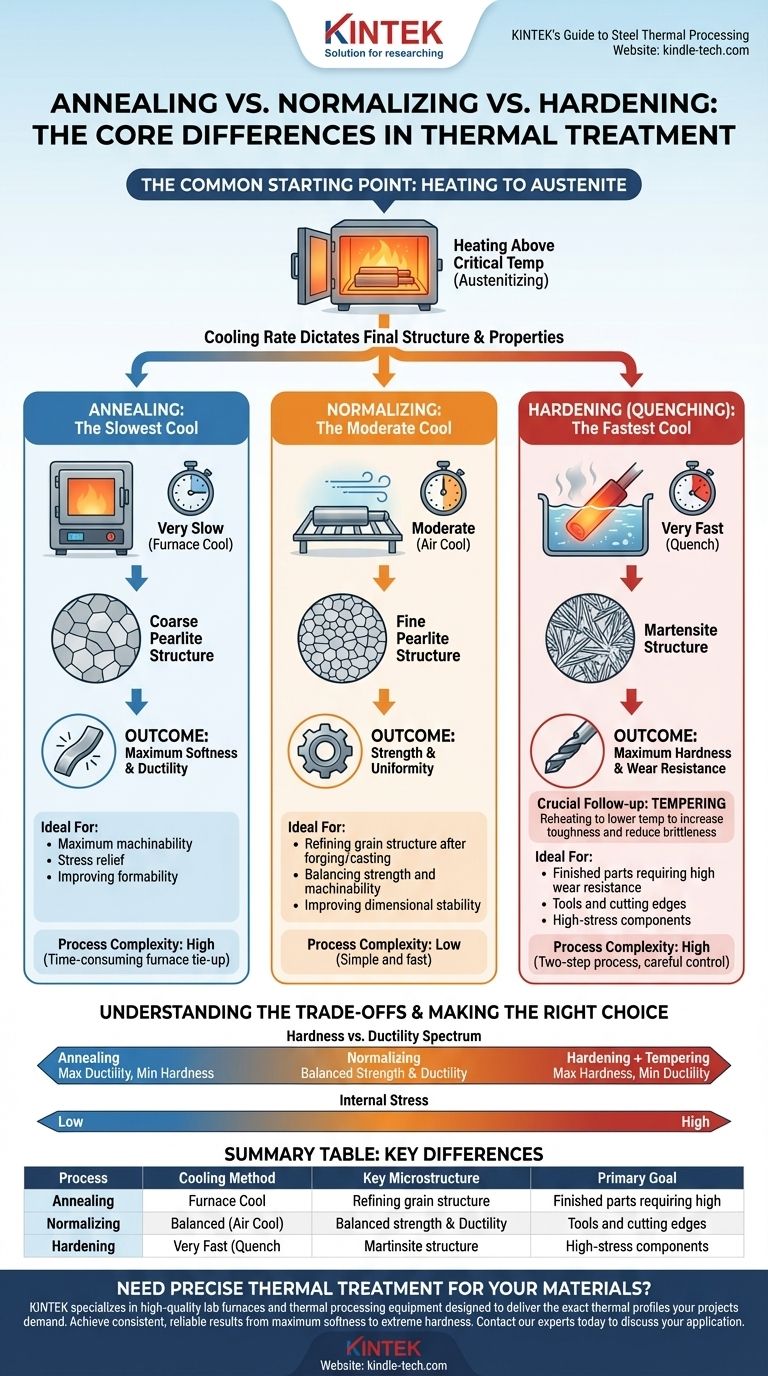
Au fond, les trois principaux traitements thermiques de l'acier — le recuit, la normalisation et la trempe — commencent tous par chauffer le métal à une température élevée spécifique. La différence fondamentale entre eux réside dans la vitesse à laquelle l'acier est refroidi à partir de cette température. Cette vitesse de refroidissement dicte directement la microstructure finale du métal, qui détermine à son tour ses propriétés mécaniques telles que la dureté, la résistance et la ductilité.
Le choix entre le recuit, la normalisation et la trempe ne concerne pas le chauffage ; il s'agit de contrôler le refroidissement. Un refroidissement lent crée de la douceur (recuit), un refroidissement modéré crée de la résistance (normalisation) et un refroidissement rapide crée une dureté extrême (trempe).

Le Fondement : Chauffer au-dessus de la Température Critique
Ces trois processus de traitement thermique commencent par la même première étape critique. L'objectif est de créer une structure interne uniforme à partir de laquelle les propriétés finales souhaitées peuvent être formées.
Pourquoi le Chauffage est Important : Créer l'Austénite
Pour modifier les propriétés de l'acier, vous devez d'abord le chauffer au-dessus de sa température critique (généralement entre 750 et 900 °C ou 1400-1650 °F, selon l'alliage).
Maintenir l'acier à cette température force sa structure cristalline interne à se transformer en un état appelé austénite. Dans cet état, les atomes de carbone et de fer forment une solution solide uniforme, effaçant la microstructure précédente et préparant le terrain pour la transformation.
Le Point de Départ Commun
Considérez l'étape d'austénitisation comme une « réinitialisation d'usine » pour la structure interne de l'acier. Une fois que l'acier est uniformément austénitique, la méthode de refroidissement spécifique qui suit déterminera ses caractéristiques finales.
Le Facteur Déterminant : Vitesse de Refroidissement et Structure Finale
La vitesse de refroidissement est la variable la plus importante dans le traitement thermique. Chaque méthode produit une microstructure distincte avec des propriétés uniques.
Recuit : Le Refroidissement le Plus Lent
Dans le recuit, l'acier est refroidi extrêmement lentement, généralement en le laissant à l'intérieur du four et en l'éteignant, lui permettant de refroidir sur de nombreuses heures, voire des jours.
Ce refroidissement lent permet à la structure cristalline de se former avec un stress minimal, résultant en une microstructure très douce et grossière appelée perlite.
Normalisation : Le Refroidissement Modéré
Pour la normalisation, l'acier est retiré du four et laissé refroidir à l'air calme à température ambiante.
Ce refroidissement modérément rapide produit une microstructure plus raffinée et plus résistante, connue sous le nom de perlite fine. La structure est plus uniforme que dans une pièce d'acier non traitée.
Trempe : Le Refroidissement le Plus Rapide (Trempe)
La trempe nécessite un refroidissement très rapide, obtenu en plongeant l'acier chaud dans un milieu liquide comme l'eau, la saumure ou l'huile. Ce processus est appelé trempe.
Cette vitesse de refroidissement extrême piège les atomes de carbone dans les cristaux de fer, créant une structure très dure, cassante et en forme d'aiguille appelée martensite.
Un Examen Plus Approfondi de Chaque Processus et de son Résultat
Comprendre l'objectif de chaque traitement est essentiel pour choisir le bon pour votre application.
Recuit : Douceur et Ductilité Maximales
L'objectif principal du recuit est de rendre l'acier aussi doux que possible. Cela réduit les contraintes internes, augmente la ductilité (la capacité à se déformer sans se rompre) et améliore considérablement l'usinabilité.
Il est souvent utilisé comme étape intermédiaire pour faciliter la mise en forme ou l'usinage d'une pièce avant qu'elle ne subisse un traitement de durcissement final.
Normalisation : Résistance et Uniformité
La normalisation est souvent effectuée pour affiner la structure du grain d'un acier qui a été soumis à des processus tels que le forgeage ou la coulée, qui peuvent créer des non-uniformités.
Le matériau résultant est plus résistant et plus dur que l'acier recuit, mais n'est pas aussi cassant que l'acier trempé. Il offre un bon équilibre entre résistance et usinabilité.
Trempe et Revenu : Dureté et Ténacité Maximales
La trempe produit un acier avec une dureté et une résistance à l'usure maximales. Cependant, la structure martensitique résultante est extrêmement cassante et contient des contraintes internes élevées, ce qui la rend inadaptée à la plupart des applications.
Pour cette raison, la trempe est presque toujours suivie d'un second processus appelé revenu. Le revenu implique de réchauffer la pièce trempée à une température beaucoup plus basse (par exemple, 200-650 °C ou 400-1200 °F) pour soulager les contraintes et conférer de la ténacité, réduisant la fragilité au prix d'une certaine dureté.
Comprendre les Compromis
Aucun traitement thermique unique n'est universellement « le meilleur ». Le choix implique toujours de mettre en balance des propriétés concurrentes.
Le Spectre Dureté vs. Ductilité
Le compromis fondamental se situe entre la dureté et la ductilité.
- Le Recuit offre une ductilité maximale mais une dureté minimale.
- La Trempe et le Revenu offrent une dureté maximale mais une ductilité limitée.
- La Normalisation se situe au milieu, offrant un bon équilibre entre les deux.
Contrainte Interne et Stabilité Dimensionnelle
Le refroidissement rapide (trempe) induit des contraintes internes importantes, ce qui peut provoquer la déformation, la distorsion ou même la fissuration des pièces. Des vitesses de refroidissement plus lentes, comme celles du recuit et de la normalisation, entraînent des composants beaucoup plus stables dimensionnellement.
Coût et Complexité du Processus
Le recuit est le plus long en raison du refroidissement lent du four, ce qui peut immobiliser l'équipement pendant de longues périodes. La trempe et le revenu sont un processus en deux étapes qui nécessite un contrôle minutieux pour éviter les défauts, ajoutant de la complexité. La normalisation est souvent la plus simple et la plus rapide des trois.
Faire le Bon Choix pour Votre Objectif
Les exigences de votre application dicteront le traitement thermique correct.
- Si votre objectif principal est une usinabilité maximale et une relaxation des contraintes : Choisissez le recuit pour rendre l'acier aussi doux et malléable que possible.
- Si votre objectif principal est d'affiner la structure du grain et d'obtenir un bon équilibre entre résistance et ductilité : Choisissez la normalisation, en particulier après le forgeage ou la coulée.
- Si votre objectif principal est une dureté et une résistance à l'usure maximales pour une pièce finie : Choisissez la trempe suivie du revenu pour créer un composant durable capable de résister aux contraintes et à l'abrasion élevées.
En comprenant comment la vitesse de refroidissement manipule la structure interne de l'acier, vous obtenez un contrôle direct sur ses performances finales.
Tableau Récapitulatif :
| Processus | Méthode de Refroidissement | Microstructure Clé | Objectif Principal |
|---|---|---|---|
| Recuit | Très Lent (Refroidissement Four) | Perlite Grossière | Douceur & Ductilité Maximales |
| Normalisation | Modéré (Refroidissement Air) | Perlite Fine | Résistance & Uniformité |
| Trempe | Très Rapide (Trempe) | Martensite | Dureté & Résistance à l'Usure Maximales |
Besoin d'un traitement thermique précis pour vos matériaux ?
Comprendre les différences entre le recuit, la normalisation et la trempe est la première étape. Obtenir des résultats constants et fiables nécessite un contrôle précis des cycles de chauffage et de refroidissement, ce qui fait toute la différence avec l'équipement adéquat.
KINTEK se spécialise dans les fours de laboratoire et les équipements de traitement thermique de haute qualité conçus pour fournir les profils thermiques exacts que vos projets exigent. Que vous développiez de nouveaux matériaux, traitiez des composants métalliques ou meniez des recherches, nos solutions vous aident à obtenir les propriétés matérielles souhaitées — de la douceur maximale à la dureté extrême — avec répétabilité et efficacité.
Discutons des exigences de votre application. Contactez nos experts thermiques dès aujourd'hui pour trouver le four idéal pour vos processus de recuit, de normalisation ou de trempe.
Guide Visuel
Produits associés
- Four à atmosphère contrôlée de 1400℃ avec atmosphère d'azote et inerte
- Presse chauffante à double plaque pour laboratoire
- Four tubulaire de traitement thermique rapide (RTP) de laboratoire
- Four de traitement thermique sous vide avec revêtement en fibre céramique
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
Les gens demandent aussi
- Qu'est-ce qu'un four à atmosphère contrôlée ? Chauffage de précision sans oxydation pour des matériaux supérieurs
- Qu'est-ce qu'un four à atmosphère contrôlée pour le traitement thermique ? Maîtriser la chimie des surfaces et la métallurgie
- Quelle est la nécessité d'un four à atmosphère contrôlée pour la recherche sur la corrosion ? Répliquer les risques industriels réalistes
- Pourquoi un four à haute température avec atmosphère contrôlée est-il nécessaire pour le S@MMPC ? Synthèse de précision maître
- Qu'est-ce qu'un four à atmosphère contrôlée ? Atteignez la pureté et la précision dans le traitement à haute température














