Au-delà du pressage et frittage conventionnels, une gamme de techniques avancées existe pour surmonter les limitations inhérentes à la métallurgie des poudres traditionnelle. Ces alternatives, telles que le pressage isostatique à chaud (HIP), le frittage plasma par étincelles (SPS) et le moulage par injection de métal (MIM), utilisent des méthodes sophistiquées d'application de chaleur et de pression pour créer des composants avec une densité supérieure, des géométries plus complexes et des propriétés mécaniques améliorées.
Le défi principal du traitement conventionnel des poudres est le compromis entre la densité, la complexité de la forme et le coût. Les techniques alternatives résolvent ce problème en modifiant fondamentalement la manière dont la pression et la température sont appliquées, permettant la fabrication de pièces complexes presque entièrement denses à partir de matériaux haute performance.

Les limites des méthodes conventionnelles
Le "pressage et frittage" traditionnel implique le compactage de la poudre dans une matrice rigide (pressage) puis son chauffage dans un four (frittage). Bien qu'efficace et économique, cette approche présente des contraintes fondamentales.
Porosité inhérente et limites de densité
Le frittage conventionnel repose sur la diffusion atomique pour lier les particules, ce qui laisse souvent 5 à 10 % de porosité résiduelle dans la pièce finale. Cette porosité agit comme un concentrateur de contraintes, dégradant considérablement les propriétés mécaniques comme la résistance et la durée de vie en fatigue.
Contraintes de complexité de forme
L'utilisation de matrices rigides pour le pressage limite la géométrie des pièces. Des caractéristiques telles que les contre-dépouilles, les trous traversants ou les filetages internes sont impossibles à produire directement, ce qui restreint la liberté de conception.
Croissance des grains pendant le frittage
La longue durée à haute température requise pour le frittage conventionnel peut provoquer le grossissement des grains au sein du matériau. Cette croissance excessive des grains est préjudiciable à la résistance et à la ténacité du matériau, un principe décrit par la relation de Hall-Petch.
Alternatives haute performance : Combiner pression et température
Ces techniques appliquent une pression pendant le cycle de chauffage pour améliorer considérablement la consolidation et la densification, produisant des pièces dont les propriétés peuvent rivaliser avec celles des matériaux corroyés.
Pressage Isostatique à Chaud (HIP)
Le HIP place un composant dans un récipient haute pression et le soumet à une température élevée et à une pression de gaz isostatique uniforme (généralement de l'argon). Cette immense pression, appliquée de toutes les directions, effondre et soude efficacement toutes les cavités ou porosités internes.
Le principal avantage du HIP est sa capacité à atteindre une densité théorique de 100 %. Il est largement utilisé pour éliminer les défauts dans les pièces moulées critiques ou pour consolider la poudre en pièces entièrement denses, de forme quasi-nette, pour les applications aérospatiales, médicales et énergétiques.
Frittage Plasma par Étincelles (SPS)
Également connue sous le nom de technologie de frittage assisté par champ (FAST), le SPS est une technique révolutionnaire qui utilise une combinaison de pression uniaxiale et d'un courant continu pulsé à haute intensité et basse tension. Le courant passe directement à travers la poudre et l'outillage, générant un chauffage rapide et localisé aux points de contact des particules.
Ce processus permet une consolidation extrêmement rapide – souvent en quelques minutes au lieu de plusieurs heures. La vitesse minimise la croissance des grains, rendant le SPS idéal pour le traitement des nanomatériaux, des céramiques avancées et des matériaux à gradient fonctionnel où la préservation d'une microstructure fine est essentielle.
Pressage à Chaud (HP)
Le pressage à chaud est une variante plus simple où une pression uniaxiale est appliquée à une poudre dans une matrice pendant qu'elle est chauffée. Il est plus efficace que le frittage sans pression pour atteindre une densité élevée mais est moins puissant que le HIP.
Le HP est mieux adapté à la production de formes simples et denses comme des plaques, des disques ou des cibles de pulvérisation à partir de matériaux difficiles à fritter de manière conventionnelle.
Formage avancé pour des géométries complexes
Pour les composants où l'intrication géométrique est le défi principal, ces méthodes séparent les étapes de formage et de consolidation pour permettre de nouvelles possibilités de conception.
Moulage par Injection de Métal (MIM)
Le MIM combine la liberté de conception du moulage par injection plastique avec les propriétés matérielles du métal. Le processus implique le mélange de poudre métallique fine avec un liant polymère pour créer une matière première, qui est ensuite moulée par injection en une pièce "verte" complexe.
Le liant est ensuite retiré par un processus de "déliantage" thermique ou chimique, et la pièce "brune" fragile est frittée dans un four pour atteindre une densité élevée. Le MIM est exceptionnellement rentable pour produire de petites pièces métalliques très complexes en grands volumes.
Fabrication Additive (Fusion sur lit de poudre)
Des méthodes comme la fusion sélective par laser (SLM) et la fusion par faisceau d'électrons (EBM) construisent des pièces couche par couche directement à partir d'un lit de poudre. Un faisceau de haute énergie (laser ou électron) fait fondre sélectivement la poudre selon un modèle CAO 3D.
Cette approche offre une liberté géométrique inégalée, permettant la création de canaux internes, de structures en treillis et de formes organiques impossibles à réaliser avec toute autre méthode. C'est la technique de prédilection pour les prototypes, les implants médicaux personnalisés et les composants aérospatiaux légers.
Comprendre les compromis
Le choix d'une technique avancée nécessite une évaluation minutieuse de ses coûts, de ses avantages et de ses limites. Il ne s'agit pas de remplacements directs des méthodes conventionnelles, mais d'outils pour des applications spécifiques et exigeantes.
Coût vs Performance
La performance et les capacités supérieures de ces méthodes alternatives ont un prix. L'équipement pour le HIP, le SPS et la fabrication additive est significativement plus cher, et les coûts opérationnels sont plus élevés. Les gains de performance doivent justifier l'investissement.
Débit et Évolutivité
Le MIM et le pressage-frittage conventionnel sont conçus pour la fabrication à grand volume. En revanche, la fabrication additive est souvent lente pour la production de masse, et le SPS est généralement limité aux petites pièces ou aux quantités à l'échelle du laboratoire. Le HIP est un processus par lots, avec des temps de cycle mesurés en heures.
Équipement et Expertise
L'exploitation de ces systèmes avancés nécessite une infrastructure spécialisée et un personnel hautement qualifié. Les paramètres du processus sont complexes et doivent être soigneusement développés et contrôlés pour chaque matériau et géométrie de pièce spécifiques.
Choisir la bonne alternative pour votre objectif
La meilleure méthode dépend entièrement de votre matériau, de votre géométrie et de vos objectifs de performance spécifiques. Votre décision doit être guidée par votre objectif d'ingénierie principal.
- Si votre objectif principal est d'atteindre une densité maximale et d'éliminer toute porosité : Le pressage isostatique à chaud (HIP) est la solution définitive, en particulier pour les composants de performance critiques.
- Si votre objectif principal est la consolidation rapide de matériaux nouveaux ou nanostructurés tout en empêchant la croissance des grains : Le frittage plasma par étincelles (SPS/FAST) offre une vitesse et un contrôle microstructural inégalés.
- Si votre objectif principal est la production en grand volume de petites pièces métalliques complexes : Le moulage par injection de métal (MIM) offre le meilleur équilibre entre complexité géométrique et rentabilité à grande échelle.
- Si votre objectif principal est de créer des pièces très complexes, uniques ou personnalisées avec une liberté de conception quasi illimitée : Les méthodes de fabrication additive comme le SLM ou l'EBM sont le choix idéal.
Comprendre ces puissantes alternatives vous permet de sélectionner le bon outil pour fabriquer des pièces qui répondent aux exigences de performance et de complexité bien au-delà de la portée des méthodes conventionnelles.
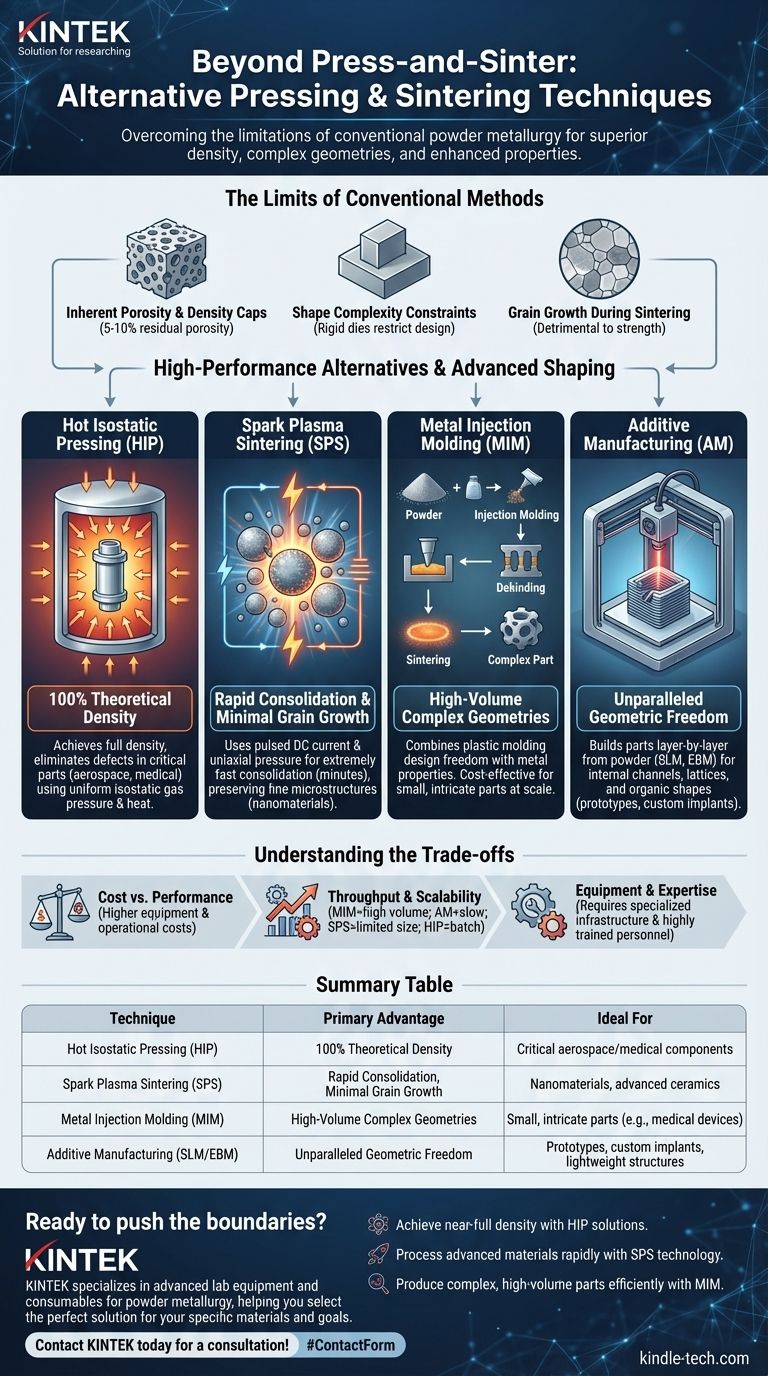
Tableau récapitulatif :
| Technique | Avantage principal | Idéal pour |
|---|---|---|
| Pressage Isostatique à Chaud (HIP) | 100 % de densité théorique | Composants critiques pour l'aérospatiale/médical |
| Frittage Plasma par Étincelles (SPS) | Consolidation rapide, croissance minimale des grains | Nanomatériaux, céramiques avancées |
| Moulage par Injection de Métal (MIM) | Géométries complexes à grand volume | Petites pièces complexes (ex: dispositifs médicaux) |
| Fabrication Additive (SLM/EBM) | Liberté géométrique inégalée | Prototypes, implants personnalisés, structures légères |
Prêt à repousser les limites de vos matériaux ?
La bonne technique de pressage et de frittage est essentielle pour atteindre la densité, la complexité et la performance que votre application exige. Les experts de KINTEK sont spécialisés dans les équipements de laboratoire avancés et les consommables pour la métallurgie des poudres, vous aidant à sélectionner la solution parfaite pour vos matériaux et objectifs spécifiques.
Nous fournissons les outils et l'expertise pour vous aider à :
- Atteindre une densité quasi-totale avec les solutions HIP.
- Traiter rapidement des matériaux avancés avec la technologie SPS.
- Produire efficacement des pièces complexes et à grand volume avec le MIM.
Discutons de la manière dont nos équipements de laboratoire spécialisés peuvent optimiser votre R&D et votre production. Contactez KINTEK dès aujourd'hui pour une consultation !
Guide Visuel