À la base, le pressage céramique est un processus de fabrication en plusieurs étapes qui transforme une poudre céramique spécialisée en un composant dense et solide. Cela implique de préparer la poudre sous une forme fluide, de la presser dans une forme préliminaire appelée "corps vert", puis d'appliquer de la chaleur et de la pression dans un four pour fusionner les particules par un processus appelé frittage.
Le succès du pressage céramique dépend moins des étapes individuelles que du contrôle méticuleux des variables clés. Le défi principal est de gérer la transformation du matériau pour obtenir des dimensions finales précises, l'esthétique souhaitée et des propriétés physiques optimales sans introduire de défauts.

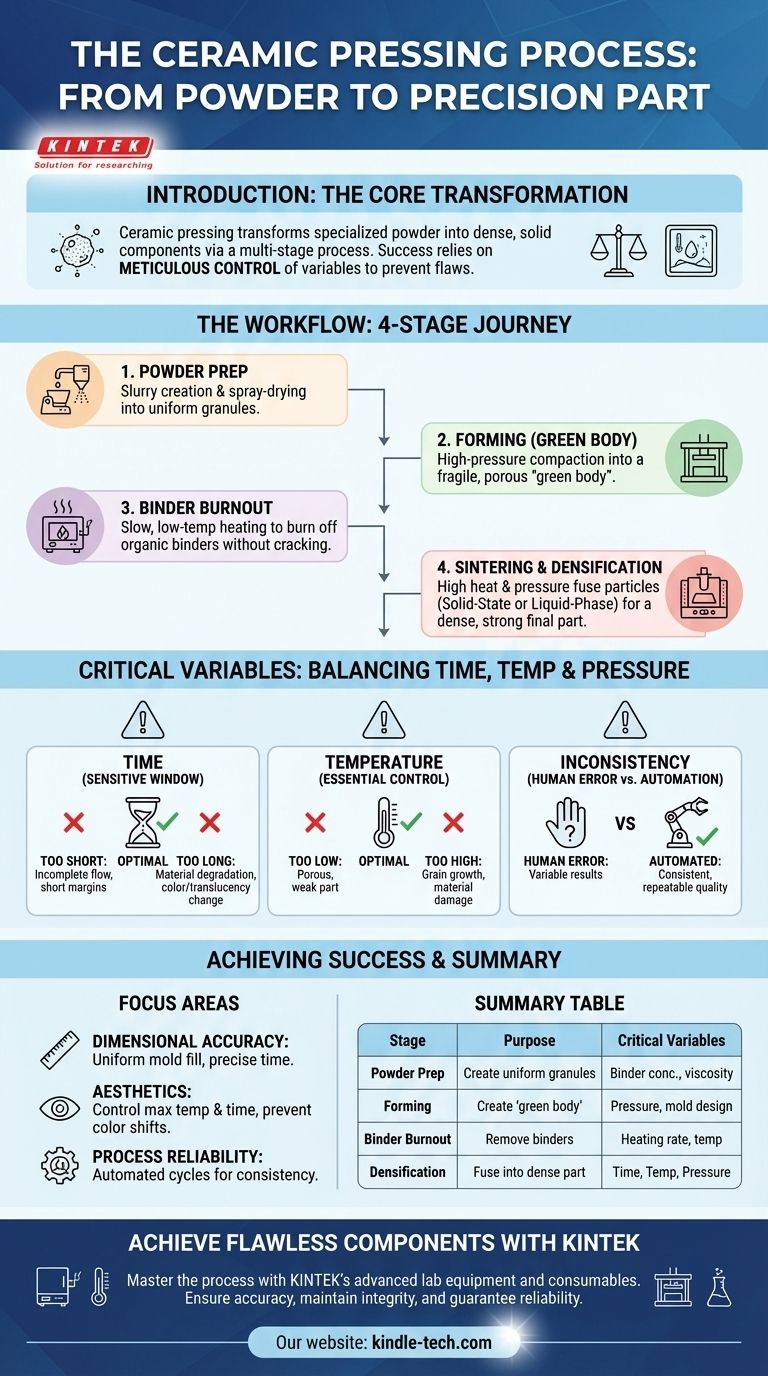
Le processus de pressage céramique : de la poudre à la pièce
Le cheminement d'une poudre brute à un composant céramique fini est un processus précis et séquentiel. Chaque étape s'appuie sur la précédente, et un échec à n'importe quel stade peut compromettre le résultat final.
Étape 1 : Préparation de la poudre céramique
Tout d'abord, la poudre céramique brute non cuite est mélangée avec de l'eau, un liant et un défloculant (une substance qui empêche l'agglomération). Cela crée un mélange liquide uniforme appelé suspension.
Cette suspension est ensuite séchée par pulvérisation. Le processus atomise la suspension dans une chambre chauffée, évaporant instantanément le liquide et formant de petits granulés uniformes et sphériques. Ces granulés sont idéaux pour assurer un remplissage uniforme du moule.
Étape 2 : Formation du "corps vert"
La poudre séchée par pulvérisation est ensuite placée dans un moule. Sous haute pression, la poudre est compactée en une forme solide, bien que fragile.
Cette pièce initiale non frittée est appelée "corps vert". Bien qu'elle conserve sa forme, elle a une très faible résistance mécanique et est très poreuse.
Étape 3 : Élimination du liant
Avant la fusion finale, le corps vert est chauffé à une température relativement basse. Le but de cette étape est de brûler soigneusement le liant organique qui a été ajouté à l'étape 1.
Cela doit être fait lentement pour permettre aux gaz résultants de s'échapper sans fissurer ou endommager la pièce fragile.
Étape 4 : Frittage et densification
Le frittage est l'étape critique à haute température où les particules céramiques fusionnent pour former une pièce finale dense et solide. Le corps vert est amené à un four de pressage, où un lingot et un piston peuvent être utilisés pour appliquer une pression pendant que la température est augmentée.
Cette densification se produit principalement par deux mécanismes :
- Frittage en phase solide : Utilisé pour des matériaux comme la zircone, où les atomes migrent entre les particules par diffusion, fermant les espaces entre elles.
- Frittage en phase liquide : Utilisé pour des matériaux plus difficiles à fritter comme le carbure de silicium. Des additifs dans la poudre fondent, créant un liquide qui rapproche les particules par des forces capillaires, accélérant la densification.
Comprendre les compromis et les variables critiques
La qualité d'une céramique pressée n'est pas garantie par la simple exécution des étapes. Elle est dictée par le contrôle précis du temps, de la température et de la pression. Les écarts peuvent entraîner des défauts irréversibles.
Le rôle critique du temps de pressage
Le temps est sans doute la variable la plus sensible dans l'étape finale du pressage. La fenêtre pour un pressage parfait est souvent étroite.
- Temps trop court : Si le cycle de pressage est trop bref, le matériau peut ne pas avoir suffisamment de temps pour s'écouler et remplir complètement le moule. Dans une application dentaire, cela entraîne des défauts comme des marges courtes.
- Temps trop long : Un temps excessif sous la chaleur et la pression peut provoquer une dégradation du matériau. Cela peut se manifester par des changements de couleur ou de translucidité indésirables, ou même altérer les propriétés physiques fondamentales du matériau.
L'impact de la température
Un contrôle approprié de la température pendant l'élimination du liant et le frittage final est essentiel. Si la température est trop basse, le frittage sera incomplet, laissant la pièce finale poreuse et faible.
Inversement, si la température est trop élevée ou appliquée trop rapidement, cela peut provoquer une croissance des grains ou des dommages matériels, compromettant la résistance et l'esthétique.
La conséquence de l'incohérence
Différents matériaux céramiques ont des exigences uniques. Par exemple, avec le disilicate de lithium, une céramique dentaire courante, un temps de pressage excessif peut provoquer la formation d'une couche de réaction indésirable à la surface.
C'est pourquoi des fours de pressage automatisés sont souvent utilisés. Ils garantissent que les profils de temps et de température optimaux sont répétés avec une cohérence absolue, minimisant le risque de défauts causés par l'erreur humaine.
Réussir un pressage
Comprendre ces principes vous permet de résoudre les problèmes et d'optimiser votre processus pour des résultats spécifiques.
- Si votre objectif principal est la précision dimensionnelle : Assurez-vous que la poudre est correctement préparée pour un remplissage uniforme du moule et accordez une attention particulière au temps de pressage pour éviter un écoulement incomplet et des marges courtes.
- Si votre objectif principal est l'esthétique : Contrôlez méticuleusement la température maximale et la durée du cycle de pressage pour éviter les changements de couleur, les altérations de la translucidité ou les réactions de surface.
- Si votre objectif principal est la fiabilité du processus : Fiez-vous à des équipements automatisés avec des cycles préprogrammés pour des matériaux spécifiques afin d'éliminer les variables et d'assurer des résultats cohérents et de haute qualité.
Maîtriser le processus de pressage céramique, c'est le transformer d'une simple procédure en une science contrôlée.
Tableau récapitulatif :
| Étape | Processus clé | Objectif | Variables critiques |
|---|---|---|---|
| 1. Préparation de la poudre | Séchage par pulvérisation | Créer des granulés uniformes et fluides | Concentration du liant, viscosité de la suspension |
| 2. Formation | Pressage | Créer une forme de "corps vert" | Pression, conception du moule |
| 3. Élimination du liant | Chauffage à basse température | Éliminer les liants organiques | Vitesse de chauffage, température |
| 4. Densification | Frittage | Fusionner les particules en une pièce dense et solide | Temps, Température, Pression |
Obtenez des composants céramiques impeccables avec KINTEK.
Maîtriser le processus de pressage céramique exige précision et cohérence à chaque étape. KINTEK est spécialisé dans les équipements de laboratoire et les consommables de pointe nécessaires pour des résultats fiables, de la préparation de la poudre au frittage final.
Nos solutions vous aident à :
- Assurer la précision dimensionnelle : Obtenez un remplissage parfait du moule et évitez les défauts comme les marges courtes.
- Maintenir l'intégrité du matériau : Contrôlez le temps et la température pour préserver l'esthétique et les propriétés physiques.
- Garantir la fiabilité du processus : Tirez parti des systèmes automatisés pour des résultats reproductibles et de haute qualité.
Laissez-nous vous fournir les outils et l'expertise pour le succès de votre laboratoire. Contactez KINTEK dès aujourd'hui pour discuter de vos besoins spécifiques en matière de pressage céramique.
Guide Visuel
Produits associés
- Four de pressage sous vide pour céramique de frittage de zircone en porcelaine dentaire
- Moule de Presse Cylindrique avec Échelle pour Laboratoire
- Moules de Presse Cylindrique pour Applications de Laboratoire
- Moule de pressage bidirectionnel rond pour laboratoire
- Presse hydraulique automatique chauffante à haute température avec plaques chauffantes pour laboratoire
Les gens demandent aussi
- Quels facteurs sont importants à considérer lors du choix d'un four de frittage dentaire ? Adaptez votre flux de travail pour des résultats optimaux
- Que signifie la cuisson par frittage en dentisterie ? Le processus essentiel pour des restaurations solides et durables
- Quelle est la température d'un four de frittage dentaire ? La clé pour des restaurations parfaites
- Quel est le prix d'un four de frittage de zircone ? Investissez dans la précision, pas seulement dans un prix.
- Qu'est-ce que le frittage en dentisterie ? La clé de restaurations dentaires solides et esthétiques

















