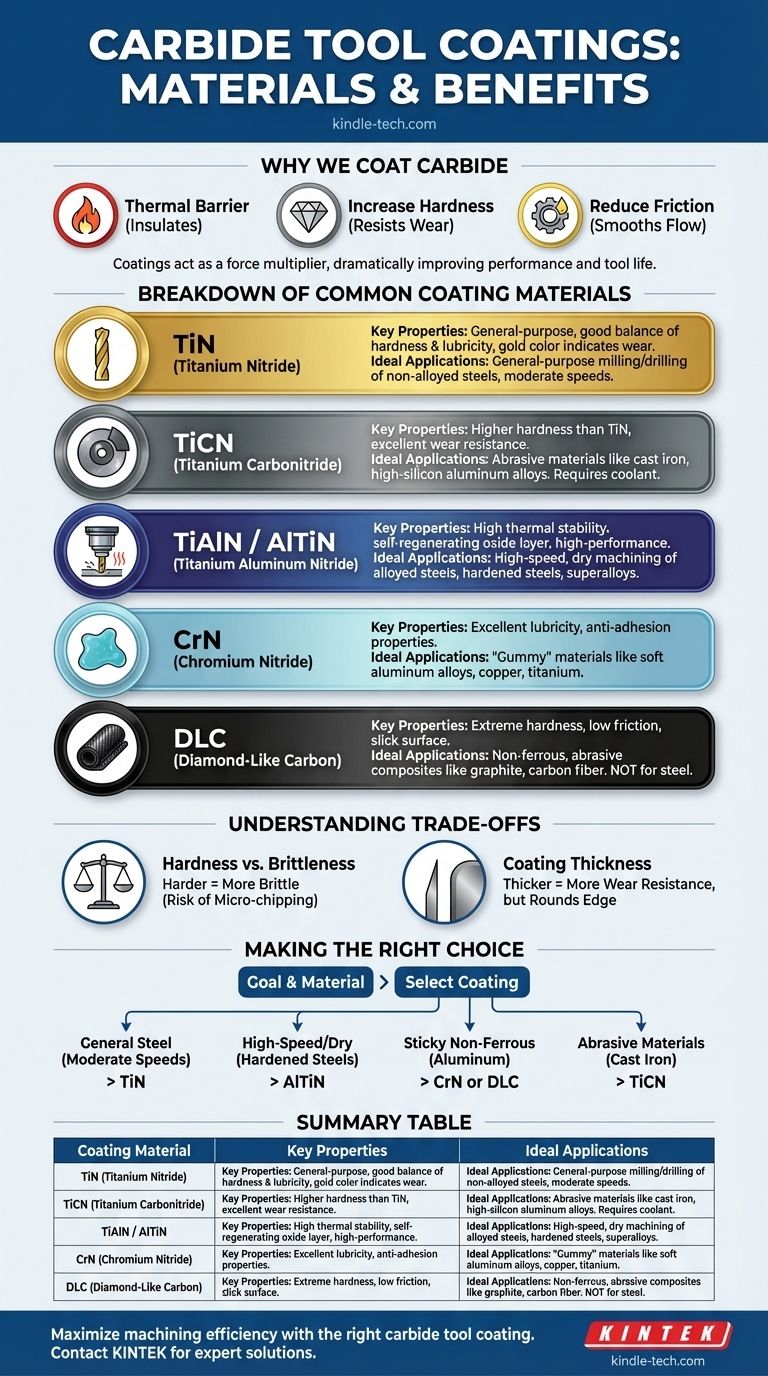
Les matériaux les plus courants utilisés pour le revêtement des outils en carbure sont des composés céramiques appliqués en couches minces, principalement le nitrure de titane (TiN), le nitrure de titane-aluminium (TiAlN) et le carbonitrure de titane (TiCN). Ces revêtements créent une barrière extrêmement dure, lubrifiante et résistante à la chaleur entre l'outil de coupe et la pièce, améliorant considérablement les performances et la durée de vie de l'outil.
Le principe fondamental n'est pas de trouver un seul "meilleur" matériau, mais de sélectionner un système de revêtement spécifique dont les propriétés – dureté, stabilité thermique et pouvoir lubrifiant – sont précisément adaptées à l'opération d'usinage et au matériau à couper.

Pourquoi revêtons-nous le carbure en premier lieu
Le carbure est intrinsèquement dur et résistant à l'usure, mais l'usinage moderne pousse les outils à leurs limites absolues. Les revêtements agissent comme un multiplicateur de force, offrant des avantages critiques que le substrat de carbure brut ne peut pas offrir seul.
L'effet de barrière thermique
L'usinage à grande vitesse génère une chaleur immense au niveau de l'arête de coupe. Cette chaleur peut ramollir le substrat de carbure et accélérer l'usure.
Un revêtement céramique agit comme un isolant, empêchant une grande partie de cette chaleur d'atteindre le carbure. C'est particulièrement vrai pour les revêtements contenant de l'aluminium, comme le TiAlN.
Augmentation de la dureté de surface
Les revêtements sont significativement plus durs que le carbure sous-jacent. Cette surface ultra-dure offre une résistance exceptionnelle à l'usure abrasive, courante lors de la coupe de matériaux comme la fonte ou l'aluminium à haute teneur en silicium.
Réduction du frottement
Un coefficient de frottement plus faible signifie moins de génération de chaleur et une évacuation des copeaux plus douce. Les revêtements comme le nitrure de chrome (CrN) ou le carbone de type diamant (DLC) offrent une surface très lubrifiante qui empêche le matériau de coller à l'outil, un phénomène connu sous le nom d'« arête rapportée ».
Un aperçu des matériaux de revêtement courants
Bien qu'il existe de nombreux revêtements spécialisés, quelques-uns dominent l'industrie. Comprendre leurs forces individuelles est essentiel pour choisir le bon outil pour le travail.
TiN (Nitrure de titane)
Propriétés clés : C'est le revêtement fondamental, polyvalent, facilement identifiable par sa couleur dorée. Il offre un bon équilibre entre dureté et pouvoir lubrifiant.
Applications idéales : Excellent pour le fraisage et le perçage à usage général d'aciers non alliés et de matériaux plus tendres où les vitesses de coupe et les températures sont modérées. Sa couleur distincte fournit également un indicateur visuel clair de l'usure de l'outil.
TiCN (Carbonitrure de titane)
Propriétés clés : En ajoutant du carbone à la structure TiN, le TiCN devient significativement plus dur et plus résistant à l'usure.
Applications idéales : Il excelle dans l'usinage de matériaux abrasifs comme la fonte et les alliages d'aluminium à haute teneur en silicium. Il est également efficace sur les aciers inoxydables, mais nécessite généralement un liquide de refroidissement en raison d'une stabilité thermique inférieure à celle du TiAlN.
TiAlN / AlTiN (Nitrure de titane-aluminium)
Propriétés clés : Ce sont les chevaux de bataille haute performance pour l'usinage moderne. L'ajout d'aluminium crée une couche protectrice et auto-régénératrice d'oxyde d'aluminium à hautes températures.
Applications idéales : Parfait pour l'usinage à grande vitesse et à sec d'aciers alliés, d'aciers trempés et de superalliages comme l'Inconel. L'AlTiN, avec un rapport aluminium/titane plus élevé, offre une stabilité thermique encore plus grande pour les applications les plus exigeantes.
CrN (Nitrure de chrome)
Propriétés clés : Le CrN n'est pas aussi dur que les revêtements à base de titane, mais il possède d'excellentes propriétés de lubrification et anti-adhérence.
Applications idéales : C'est le choix préféré pour les matériaux "gommeux" ou collants qui ont tendance à s'accumuler sur l'arête de coupe, tels que les alliages d'aluminium doux, le cuivre et le titane.
DLC (Carbone de type diamant)
Propriétés clés : Les revêtements DLC sont exceptionnellement durs et ont un coefficient de frottement extrêmement faible, créant une surface lisse et semblable au graphite.
Applications idéales : Imbattable pour l'usinage de matériaux non ferreux et composites abrasifs comme l'aluminium à haute teneur en silicium, le graphite et la fibre de carbone. Remarque : Le DLC ne doit pas être utilisé sur l'acier, car la chaleur élevée peut provoquer une réaction chimique qui dégrade le revêtement.
Comprendre les compromis
Le choix d'un revêtement est une question d'équilibre entre des facteurs concurrents. Il n'existe pas de revêtement unique qui soit supérieur dans toutes les situations.
Dureté vs. Fragilité
Un revêtement extrêmement dur peut parfois être plus fragile. Un revêtement trop fragile peut s'écailler au niveau de micro-copeaux sur une arête de coupe vive, en particulier lors de coupes interrompues (comme le fraisage), entraînant une défaillance prématurée de l'outil.
Épaisseur du revêtement
Un revêtement plus épais offre une meilleure résistance à l'usure, mais il peut également arrondir l'arête de coupe. Pour les opérations de finition qui nécessitent une arête très vive pour obtenir un état de surface fin, un revêtement plus fin est souvent préférable.
Coût vs. Performance
Les revêtements multicouches avancés comme l'AlTiN sont plus chers à produire que le TiN de base. L'objectif est de sélectionner un revêtement qui offre une augmentation suffisamment significative de la durée de vie de l'outil et de la productivité pour justifier le coût initial plus élevé.
Faire le bon choix pour votre application
Le choix du bon revêtement commence par une compréhension claire de votre objectif et du matériau que vous usinez.
- Si votre objectif principal est l'usinage général d'aciers à des vitesses modérées : Le TiN est un point de départ fiable et économique.
- Si votre objectif principal est l'usinage à grande vitesse ou à sec d'aciers trempés et de superalliages : L'AlTiN est le choix supérieur en raison de son exceptionnelle stabilité thermique.
- Si votre objectif principal est l'usinage de matériaux non ferreux "collants" comme l'aluminium : Le CrN ou le DLC empêcheront l'accumulation de matière et amélioreront l'état de surface.
- Si votre objectif principal est la coupe de matériaux très abrasifs comme la fonte : La dureté supérieure du TiCN offrira la meilleure résistance à l'usure abrasive.
En fin de compte, considérer un revêtement non pas comme une caractéristique mais comme un composant intégral du système de coupe vous permet de maximiser les performances et l'efficacité.
Tableau récapitulatif :
| Matériau de revêtement | Propriétés clés | Applications idéales |
|---|---|---|
| TiN (Nitrure de titane) | Bonne dureté et pouvoir lubrifiant, couleur or | Fraisage/perçage général d'aciers non alliés |
| TiCN (Carbonitrure de titane) | Dureté supérieure au TiN, résistant à l'usure | Matériaux abrasifs (fonte, aluminium à haute teneur en silicium) |
| TiAlN / AlTiN (Nitrure de titane-aluminium) | Haute stabilité thermique, couche d'oxyde auto-régénératrice | Usinage à grande vitesse/à sec d'aciers trempés et de superalliages |
| CrN (Nitrure de chrome) | Excellente lubrification, anti-adhérence | Matériaux collants (aluminium, cuivre, titane) |
| DLC (Carbone de type diamant) | Dureté extrême, faible frottement | Composites non ferreux et abrasifs (graphite, fibre de carbone) |
Maximisez votre efficacité d'usinage avec le bon revêtement d'outil en carbure. Chez KINTEK, nous sommes spécialisés dans les équipements et consommables de laboratoire, répondant à tous vos besoins en laboratoire. Nos experts peuvent vous aider à sélectionner la solution de revêtement optimale pour prolonger la durée de vie de l'outil, améliorer les performances et réduire les coûts pour votre application spécifique. Contactez-nous dès aujourd'hui pour discuter de vos besoins et découvrir comment nos solutions peuvent améliorer vos opérations !
Guide Visuel
Produits associés
- Plaque céramique carbure de silicium (SiC) ingénierie résistante à l'usure céramiques fines avancées
- Plaque céramique de carbure de silicium (SiC) pour la fabrication de céramiques fines avancées
- Dissipateur thermique ondulé plat en céramique de carbure de silicium (SiC) pour céramiques fines avancées d'ingénierie
- Outils de coupe professionnels pour diaphragme en tissu de papier carbone, feuille de cuivre, aluminium et plus encore
- Revêtement de diamant CVD personnalisé pour les applications de laboratoire
Les gens demandent aussi
- Quelles sont les applications du carbure de silicium ? Des abrasifs aux semi-conducteurs de haute technologie
- Quelles sont les utilisations courantes du carbure de silicium ? Libérez des performances extrêmes dans des environnements difficiles
- Quelles sont les propriétés du SiC ? Libérez des performances à haute température et haute fréquence
- Quelle est la résistance à la température du carbure de silicium ? Résiste à la chaleur extrême jusqu'à 1500°C
- Quelle est la céramique la plus résistante ? Le carbure de silicium est en tête en termes de dureté et de résistance thermique