
L'ennemi invisible
Imaginez une aube de turbine tournant à 10 000 tr/min à l'intérieur d'un réacteur d'avion. Ou un implant de hanche en titane conçu pour durer toute une vie. Dans ces applications, une défaillance est catastrophique.
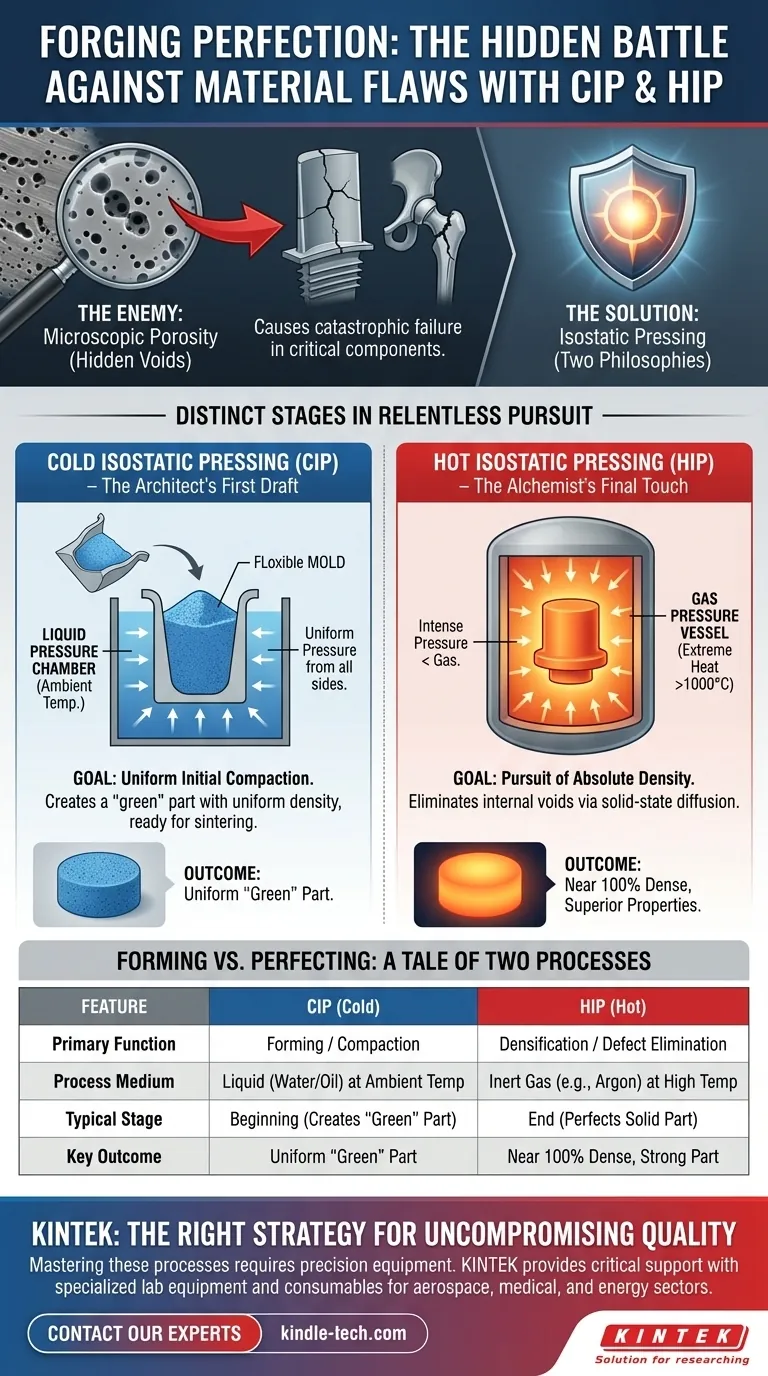
La plus grande menace pour ces composants n'est souvent pas une fissure visible ou une force externe, mais un ennemi invisible qui se cache à l'intérieur : la porosité microscopique. Ces minuscules vides, piégés à l'intérieur du matériau pendant la fabrication, sont les points de départ de la fatigue et de la fracture.
Éradiquer cet ennemi caché nécessite plus qu'une simple bonne conception ; cela exige une compréhension approfondie de la façon dont les matériaux sont fondamentalement façonnés et perfectionnés. C'est le monde du pressage isostatique.
Former un plan vs. Forger un chef-d'œuvre
Au cœur de la fabrication avancée, il existe deux philosophies distinctes. La première concerne la formation — la création d'une forme initiale et précise à partir de matière première. La seconde concerne la perfection — prendre cette forme et l'élever à un état d'intégrité quasi sans défaut.
Le pressage isostatique à froid (CIP) et le pressage isostatique à chaud (HIP) incarnent ces deux philosophies. Ce ne sont pas des méthodes concurrentes ; ce sont des étapes distinctes dans la quête incessante de la perfection matérielle.
Le premier brouillon de l'architecte : le pressage isostatique à froid (CIP)
Le CIP est le croquis initial et magistral de l'architecte. Son objectif est de prendre une poudre libre et de la compacter en une forme solide, manipulable et d'une uniformité remarquable.
L'objectif : une compaction initiale uniforme
L'objectif principal du CIP est de créer une pièce "verte" — un composant fragile mais uniformément dense, prêt pour l'étape suivante. En appliquant la pression de manière égale dans toutes les directions, le CIP évite les gradients de densité et les contraintes internes qui affligent les méthodes de pressage traditionnelles. Cette uniformité est essentielle, car elle évite le gauchissement et les défauts pendant la phase finale de frittage à haute température.
La méthode : une étreinte douce et uniforme
Dans le processus CIP :
- Une poudre est scellée dans un moule flexible et étanche.
- Le moule est immergé dans une chambre de pression remplie de liquide.
- Une pression hydraulique immense est appliquée au liquide à température ambiante.
Cette pression isostatique — égale dans toutes les directions — compacte doucement et uniformément la poudre, créant un plan précis de la pièce finale.
La touche finale de l'alchimiste : le pressage isostatique à chaud (HIP)
Si le CIP est l'architecte, le HIP est l'alchimiste. C'est un processus transformateur qui prend un composant déjà solide et en élimine les défauts les plus profonds, transformant une bonne pièce en une pièce parfaite.
L'objectif : la recherche de la densité absolue
Le seul but du HIP est de traquer et d'éliminer les vides internes. Ces pores microscopiques, qu'ils proviennent d'une coulée ou d'un processus de frittage, sont des concentrateurs de contraintes. Sous charge, ce sont les épicentres à partir desquels les fissures se propagent. Le HIP est la défense ultime contre ce mode de défaillance.
La méthode : épreuve par le feu et la pression
Pendant le HIP :
- Un composant solide est placé à l'intérieur d'un récipient à haute pression.
- Le récipient est chauffé à des températures extrêmes (souvent supérieures à 1 000 °C), rendant le matériau plastiquement déformable à l'échelle microscopique.
- Simultanément, le récipient est rempli d'un gaz inerte à haute pression, comme l'argon.
Cette combinaison de chaleur intense et de pression isostatique écrasante force les vides internes du matériau à s'effondrer et à fusionner par un processus appelé diffusion à l'état solide. Les atomes eux-mêmes migrent pour combler les lacunes, laissant une structure presque dense à 100 %.
Une histoire de deux processus : former vs. perfectionner
Choisir entre le CIP et le HIP n'est pas un choix du tout ; il s'agit de comprendre quelle étape de votre flux de travail de fabrication vous devez aborder.
| Caractéristique | Pressage Isostatique à Froid (CIP) | Pressage Isostatique à Chaud (HIP) |
|---|---|---|
| Fonction Principale | Formation / Compactage | Densification / Élimination des défauts |
| Milieu de Processus | Liquide (eau/huile) à température ambiante | Gaz inerte (par ex. argon) à haute température (>1000°C) |
| Étape Typique | Début : Crée une pièce "verte" uniforme à partir de poudre | Fin : Perfectionne une pièce déjà solide |
| Résultat Clé | Une pièce "verte" de densité uniforme prête pour le frittage | Une pièce quasi dense à 100 % avec des propriétés mécaniques supérieures |
| Application Idéale | Formation rentable de formes complexes à partir de poudre | Composants critiques où la défaillance n'est pas une option (aérospatiale, médical) |
La bonne stratégie pour une qualité sans compromis
Votre stratégie de fabrication dépend entièrement de votre objectif :
- Pour créer une forme initiale complexe à partir de poudre : Le CIP est votre outil. Il fournit la pièce verte uniforme et bien compactée qui sert de base parfaite pour le frittage final.
- Pour atteindre une fiabilité et des performances maximales : Le HIP est l'étape finale essentielle. Il élève une pièce coulée ou frittée à son potentiel maximum, garantissant son intégrité dans les environnements les plus exigeants.
Maîtriser ces processus nécessite non seulement des connaissances, mais aussi des équipements de précision. La capacité à contrôler la pression et la température avec une fiabilité absolue est primordiale. C'est là que KINTEK apporte un soutien essentiel, en proposant des équipements de laboratoire et des consommables spécialisés qui permettent aux chercheurs et aux ingénieurs des secteurs aérospatial, médical et énergétique de repousser les limites de la science des matériaux.
Que vous façonnier l'avenir avec le CIP ou que vous le perfectionniez avec le HIP, avoir le bon partenaire et les bons outils est ce qui transforme un bon composant en un composant incassable. Contactez nos experts
Guide Visuel
Produits associés
- Presse Isostatique à Froid Automatique de Laboratoire CIP Presse Isostatique à Froid
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide
- Moules de Pressage Isostatique pour Laboratoire
- Presse isostatique à froid de laboratoire électrique divisée CIP pour pressage isostatique à froid
- Presse isostatique manuelle à froid CIP pour pastilles
Articles associés
- Au-delà de la force brute : la logique d'ingénierie de la pression uniforme
- Au-delà de la force brute : Le pouvoir silencieux du pressage isostatique à froid
- Comprendre le pressage isostatique à froid : Application, avantages et limites
- Uniformité plutôt que forme : le génie caché du pressage isostatique à froid
- Au-delà de la force brute : la force tranquille de la densité uniforme

















