Oui, vous pouvez à la fois souder et braser l'acier inoxydable, mais cela nécessite une approche spécifique qui diffère de l'assemblage de l'acier doux. La clé d'un joint réussi n'est pas le processus lui-même, mais la façon dont vous préparez la surface et gérez l'environnement pour surmonter les propriétés inhérentes du matériau.
Le défi principal de l'assemblage de l'acier inoxydable est sa couche protectrice d'oxyde de chrome. Cette peau invisible et auto-cicatrisante confère au métal sa résistance à la corrosion, mais agit également comme une barrière qui empêche la soudure ou le métal d'apport de brasage de se lier au métal de base. Un joint réussi n'est possible que si cette couche d'oxyde est soit chimiquement éliminée, soit empêchée de se former pendant le processus de chauffage.

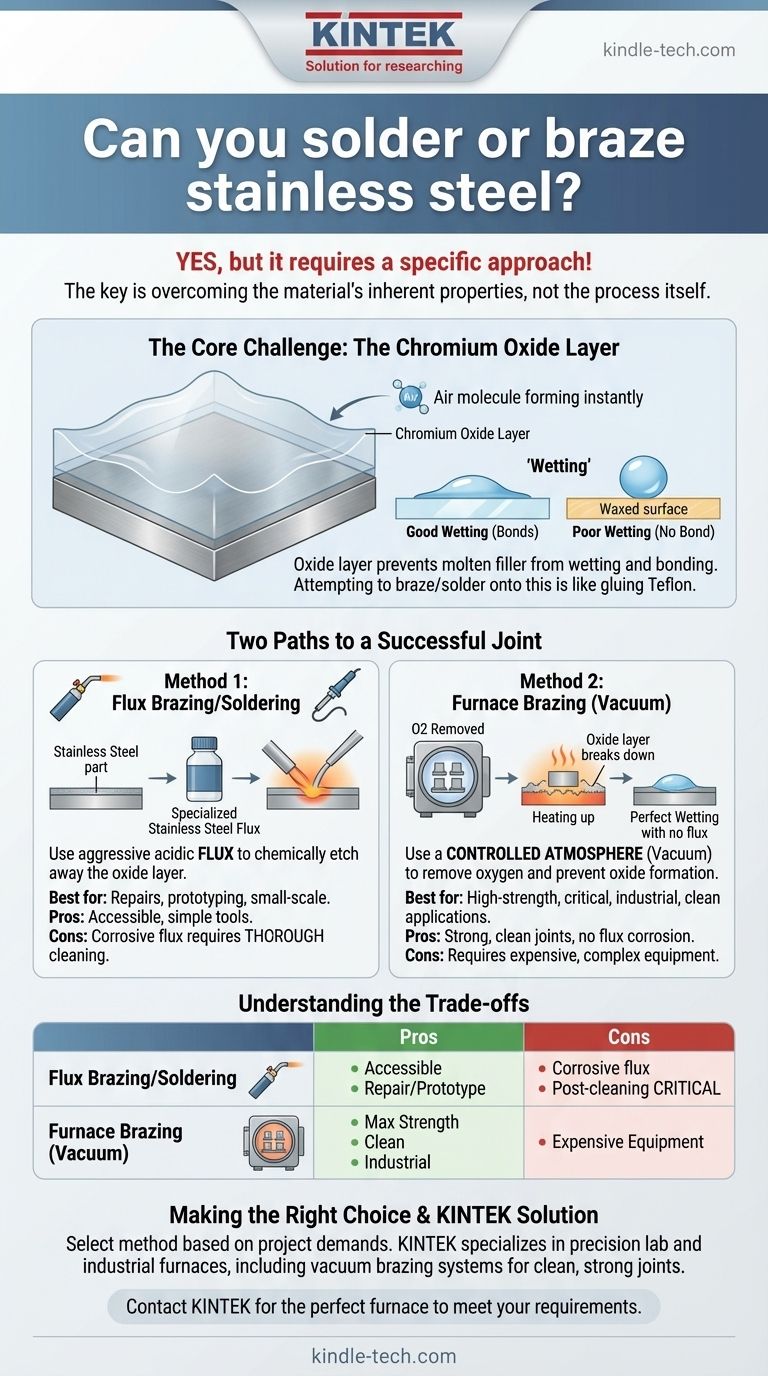
Le défi principal : la couche d'oxyde de chrome
La caractéristique principale de l'acier inoxydable est sa résistance à la rouille et à la corrosion. Cette propriété provient d'une couche mince, transparente et incroyablement tenace d'oxyde de chrome qui se forme instantanément à sa surface lorsqu'il est exposé à l'air.
Qu'est-ce que le « mouillage » ?
Pour un joint brasé ou soudé solide, le métal d'apport fondu doit « mouiller » les surfaces des pièces à assembler. Le mouillage est la capacité d'un liquide à s'écouler et à adhérer à une surface solide, de la même manière que l'eau s'étale sur du verre propre au lieu de perler sur une voiture cirée.
Pourquoi la couche d'oxyde empêche le mouillage
Cette couche d'oxyde passive est non métallique et agit comme une barrière. Le métal d'apport fondu ne peut pas mouiller ou se lier à l'oxyde ; il ne peut se lier qu'à l'acier inoxydable pur en dessous. Tenter de braser ou de souder sur cette couche, c'est comme essayer de coller deux morceaux de Téflon ensemble — l'adhésif ne collera tout simplement pas.
Deux voies vers un joint réussi
Pour obtenir une liaison solide, vous devez vaincre la couche d'oxyde de chrome. Il existe deux stratégies principales pour cela : utiliser un flux chimique actif ou contrôler l'atmosphère elle-même.
Méthode 1 : Élimination chimique avec un flux
Pour le soudage et le brasage au chalumeau, la solution consiste à utiliser un flux. Cependant, les flux standard utilisés pour le cuivre ou l'acier doux ne sont pas assez agressifs.
Vous devez utiliser un flux spécialisé conçu pour l'acier inoxydable. Il s'agit généralement d'un composé plus actif et acide qui attaque chimiquement la couche d'oxyde lorsque la pièce est chauffée, exposant le métal pur en dessous pour que le métal d'apport puisse le mouiller.
Méthode 2 : Contrôle atmosphérique avec le brasage au four
Pour les joints les plus résistants et les plus propres, les processus industriels utilisent une atmosphère contrôlée. Le plus courant d'entre eux est le brasage sous vide.
En chauffant les pièces dans un four à vide poussé, pratiquement tout l'oxygène est éliminé de l'environnement. Cela empêche non seulement la couche d'oxyde de se reformer lorsque l'acier chauffe, mais peut également provoquer la décomposition de la couche d'oxyde existante, permettant un mouillage parfait sans aucun flux.
Comprendre les compromis
Le choix de la bonne méthode dépend entièrement de votre application, de la résistance du joint requise et de l'équipement disponible. Aucune méthode n'est universellement supérieure ; elles répondent à des besoins différents.
Brasage/Soudage au flux : Avantages et inconvénients
C'est la méthode la plus accessible, adaptée aux réparations, au prototypage et aux travaux à petite échelle. Elle peut être réalisée avec un simple chalumeau.
L'inconvénient majeur est la nature corrosive du flux. Après l'assemblage, il est absolument essentiel de nettoyer soigneusement tout résidu de flux du joint. S'il est laissé, il attaquera l'acier inoxydable et provoquera une corrosion sévère et une éventuelle défaillance du joint.
Brasage au four (sous vide) : Avantages et inconvénients
Cette méthode produit des joints exceptionnellement solides, propres et esthétiquement parfaits, sans risque de corrosion due au flux. C'est la méthode préférée pour les applications critiques dans l'aérospatiale, le médical et les industries de haute performance.
La limitation évidente est l'équipement. Les fours sous vide sont des machines industrielles complexes et coûteuses, ce qui rend cette méthode inaccessible à la plupart des amateurs ou des petits ateliers.
Faire le bon choix pour votre objectif
Sélectionnez votre méthode d'assemblage en fonction des exigences de votre projet.
- Si votre objectif principal est une réparation à petite échelle ou une application non structurelle : Utilisez un chalumeau avec un flux spécialisé pour l'acier inoxydable pour le soudage ou le brasage, et privilégiez un nettoyage post-brasage méticuleux.
- Si votre objectif principal est une résistance maximale, une propreté et une répétabilité pour un produit commercial : Le brasage au four, en particulier le brasage sous vide, est le processus industriel définitif et supérieur.
En fin de compte, l'assemblage réussi de l'acier inoxydable est une question de respect de sa chimie unique et de choix du bon outil pour gérer sa couche d'oxyde protectrice.
Tableau récapitulatif :
| Méthode | Exigence clé | Idéal pour |
|---|---|---|
| Brasage/Soudage au flux | Flux spécialisé pour acier inoxydable et nettoyage minutieux | Réparations, prototypage, travaux à petite échelle, non structurels |
| Brasage au four (sous vide) | Atmosphère contrôlée, sans oxygène (four sous vide) | Applications industrielles à haute résistance, critiques, propres |
Besoin d'une solution de brasage fiable pour vos composants en acier inoxydable ? Le bon équipement est essentiel pour réussir. KINTEK est spécialisé dans les fours de laboratoire et industriels de précision, y compris les systèmes de brasage sous vide qui offrent des joints propres, solides et sans flux. Nos experts peuvent vous aider à choisir le four parfait pour répondre aux exigences de résistance et de propreté de votre projet. Contactez notre équipe dès aujourd'hui pour discuter de votre application et découvrir comment KINTEK peut améliorer votre processus d'assemblage.
Guide Visuel
Produits associés
- Four à Pressage à Chaud sous Vide Machine à Pressage sous Vide Four Tubulaire
- Four à pressage à chaud par induction sous vide 600T pour traitement thermique et frittage
- Four de traitement thermique sous vide avec revêtement en fibre céramique
- Four de traitement thermique sous vide et de frittage sous pression pour applications à haute température
- Four de traitement thermique sous vide et four de fusion par induction à lévitation
Les gens demandent aussi
- Quel rôle joue un four de pressage à chaud sous vide (VHP) dans la densification des composites d'acier inoxydable austénitique 316 ?
- Comment un four de frittage à chaud sous vide parvient-il à densifier le ZrB2–SiC–TaC ? Atteindre une densité céramique ultra-élevée
- Quelle fonction principale remplit un four de pressage à chaud sous vide ? Optimisation de la densification des composites graphite/cuivre
- Quelles conditions de traitement fondamentales une presse à chaud sous vide fournit-elle ? Fabrication de composites Cu-SiC/Diamant de haute densité
- Quels sont les avantages de l'utilisation d'un four de pressage à chaud sous vide ? Densification supérieure pour les composites 2024Al/Gr/SiC



















